Вопросы по оптическому кабелю
Вопрос у меня по ВОЛС. Во время урагана упали деревья и порвали оптические кабели, подвешенные на опорах городского освещения. Измерения отдельных кусков не выявили никаких дефектов. Насколько оправдано использование таких кабелей в дальнейшем, ведь при падении дерева растягивающее усилие было значительным, может быть это повлияло на волокно и его разрушение будет происходить гораздо быстрей?
Что-то я не понял, у вас на столбах вставки кабеля сделали и муфты повесили? Или муфты всё же в земле, а на столбах только вставка? Или речь идёт о вторичном использовании кусков кабеля где-то в другом месте?
Вообще, если кабель мерится нормально, вряд ли он испортится в дальнейшем. Если бы Вы видели как над этим кабелем извращаются при затяжке в канализацию. И тракторами и лебёдками тянут и заламывают и нормально, всё мерится и всё работает. Как правило, в неповреждённой длине жилы не лопаются.
Другое дело если речь идёт о вставке с муфтами. Повреждения в муфтах возникают гораздо чаще, и если Вам таких муфт добавили, то надёжности наоборот убавили.
А ещё диковато слышать, что где-то оптоволоконный кабель на электрические опоры вешают.
…протяжённость наших оптических линий совсем небольшая (от 200 до 4000 м), т.е речь идёт об СКС на основе оптики. Кабели протянуты от одного здания в городе до другого. И я предполагала, что это довольно распространённая практика в городах: прокладка кабелей по опорам и крышам зданий, на которые устанавливаются стойки. Может быть Вас удивит, но на одну линию протяжённостью 3500 м у нас может быть до 5 муфт. В данном случае был порван участок кабеля 500 м между двумя муфтами, который мы заменили на новый, а порванный кабель планируем использовать в других местах.
«Повреждения в муфтах возникают гораздо чаще» — это Ваше замечание меня заинтересовало. В муфту может попасть вода, она может сломаться, а какие ещё беды грозят оптическим муфтам? Если сварка волокна выполнена качественно, то она, наверно, не меняется со временем, разве что стареет вместе с кабелем?
Собственно, возможные проблемы с муфтами Вы назвали. Если они у Вас под открытым небом добавьте, что некоторые виды пластмасс теряют свои свойства под действием солнца или мороза. Сами стыки (сварка) портятся довольно редко. Вообще, муфта, и на медном кабеле элемент ненадёжный (сравнительно с кабелем без муфты).
И ещё, когда-то на курсах рассказывали, что срок эксплуатации оптоволоконного кабеля 20 лет, а муфты только 10.
То, что кабель идёт по столбам. Видимо для России это не удивительно. Я работал в строительстве связи в Белоруссии так тут даже однопарный медный кабель идет только в землю, и ещё при приёмке в эксплуатацию глубину закладки проверяют. Поэтому «воздушки» вешаются только в очень исключительных случаях.
Возможно, на предприятиях свои правила.
У меня по ВОЛС ещё один вопрос возник: как правило оптическая длина кабеля больше физической, но у меня в некоторых случаях получается наоборот, причём оптическая длина примерно на 5 % меньше физической. На мой взгляд это очень много. Кабель покупаем в одной и той же фирме марки ОСД одномодовый. У Вас такое случается?
Видимо, причина в том, что фирма у которой вы покупаете кабель закладывает в него разное волокно. Погрешность возникает из-за неправильно выставленного коэффициента преломления. Его, в свою очередь, принято брать из паспорта барабанов ещё при монтаже. В таком случае оптическая длина должна совпадать с физической.
Мультиплексирование по длине волны в одномодовом волокне. Волна и мода.
У меня вопрос по оптоволокну. Есть одномодовое волокно, то есть поддерживающее распространение только одной моды (волны). Есть принцип мультиплексирования по длине волны WDM, как же происходит распространение нескольких длин волн по одному волокну на расстояния больше 1 км, не подвергаясь межмодовой дисперсии, характерной для многомода?
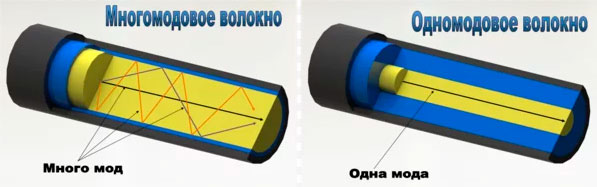
Мода и волна вещи разные.
Мода это скорее направление (угол) распространения света в волокне. Одна мода — одно направление один возможный угол распространения. Много мод это диапазон углов, а так как свет идёт в волокне под разными углами, то приходит к концу с разбросом по времени (межмодовая дисперсия) изначальный импульс размывается.
А вот волна, или скорее, длина волны, это частотная характеристика (для видимого диапазона цвет). Если лежит в окне прозрачности ОВ то распространяется далеко, если нет то быстро затухает. Свет с разными длинами волн можно сложить в один луч (и он пойдёт по одной моде — одному направлению), а потом разложить.
Если непонятно нагляднее перейти в видимый диапазон. Взяли луч зелёного цвета и луч красного с помощью призмы сложили пустили в световод, а на выходе опять призма, только свет она уже будет разлагать. Выберем после призмы отдельно красный и отдельно зелёный. По световоду шёл один луч, а сигнала пришло два. Инфракрасный сигнал в оптоволокне это тот же свет.
Ну уж, извините без картинок популярнее не объясню. Если непонятно почитайте теоретиков этого дела.
Особенности работы оптических рефлектометров. Рефлектограмма ВОЛС
Меня интересует такой вопрос. Мы снимали рефлектограммы смонтированного 32 волоконного кабеля. На половине рефлектограмм рефлектограмма «ровная», а на другой половине как пила. Хотя затухание в норме. Для примера приложу 2 рефлектограммы. Что этоможет такое быть?
Рефлектограмма ВОЛС
Увелиненный участок на рефлектограмме ОВ
Причины появления Вашей пилы вижу одновременно две:
1. Плохой стык коннектор-коннектор или на сварке где-то возле места измерения, предположительно 4 или 8 метров от OTDR (судя по расстоянию между зубьями). Причём причина может быть в нестыковке определённых пар коннекторов (окошко световода на 2-3 микрона смещено от центра и если такое же смещение во встречном коннекторе, то сигнал проходит отлично, а если в другую сторону, то будут потери или большое отражение)
2. Особенности работы «мозгов» рефлектометра. По идее прибор подобные глюки должен самостоятельно фильтровать. Иногда помогает изменение настроек, но не всегда. Я на подобные казусы обычно ни как не реагировал. Есть измерение затухания определённого стыка, есть оптический тестер, и если и то и это в норме, то и «до свиданья».
Спасибо за ответ. Скорее всего вторая причина. Т.к. мы подключали к прибору пигтейлы кросса (они были уже сварены, но не прикручены). Измерения проводили в режиме авто. На приборе рефлектограмма была хорошая, но когда я стал просматривать ее на компьютере, то каждый зуб пилы воспринимался как событие и рефлектограмма имела «нехороший вид». Я боялся, что заказчики к этому придеруться. Пришлось всё перемерять, я поставил режим эксперт и включил фильтр.
Подскажите еще один вопрос. Мы будем работать с длиннами кабеля не больше 10 км. Какие нормы затухания?
Расстояние между муфтами и оконечными устройствами оптоволоконного кабеля (ВОЛС)
Здравствуйте! У меня такой вопрос: Имеется линия ВОЛС уложенная в землю протяженностью порядка 350-400 метров,от центр телекома до налоговой, последние 100 метров проходят по участку земли который мне интересен. Можно ли обрезать последние 100м ВОЛС поставить соединительную муфту и обойти интересующий меня участок. В центртелекоме сказали что муфты на таком коротком расстоянии не ставятся, они ставятся на расстоянии в 1км. Так ли это? И где можно посмотреть(почитать) подобные нормативы, чтоб при случае обоснованно объяснить телекому что с! тавить можно?
Вообще-то норм, по которым нельзя делать оптоволоконные муфты на расстоянии более 100 метров нет. И 100 метров — это расстояние теневой зоны при измерении рефлектометром, но даже она в некоторых случаях может нарушаться.
Но связистов Ваших я хорошо понимаю. Это как в крыле нового автомобиля пробить зубилом дырку. Да, потом зашпаклюется, закрасится и отполируется, но всё равно это не то, да и кто за всё заплатит?
Стыки в муфте создают потери сигналу эквивалентные расстоянию в 1 км. Может оказаться более правильным (и дешёвым) вариант перекладки всего кабеля.
Источник
Правильная сварка оптики — 15 фейлов, которые не стоит повторять.
 Оптоволоконный кабель уже давно и прочно вошел в нашу жизнь, постепенно заменяя все остальные марки проводов, широко применяемые ранее в слаботочных сетях и сетях телекоммуникаций.
Оптоволоконный кабель уже давно и прочно вошел в нашу жизнь, постепенно заменяя все остальные марки проводов, широко применяемые ранее в слаботочных сетях и сетях телекоммуникаций.
При этом у всех почему-то крепко засело в головах, что для работы с оптикой требуются какие-то суперпрофессионалы и обучаться той же сварке оптоволокна нужно очень долго и усердно.
Достаточно придерживаться определенных инструкций, не совершать элементарных ошибок и чудо аппарат сделает за вас большую часть работы самостоятельно.
Так ли это на самом деле или нет? Чтобы объективно ответить на данный вопрос, следует сделать важную ремарку – сама сварка это всего лишь 5% от общей работы кабельщика ВОЛС.
Изучив только процесс сварки, без соответствующих знаний чтения схем, постройки магистралей, навыков разделки и укладки кабеля в кассету и кросс, измерения затухания рефлектометром, вы никогда не будете считаться профессионалом своего дела.
Но давайте все-таки подробнее рассмотрим именно процесс сварочных работ, подготовки кабеля к нему и отметим наиболее распространенные ошибки, которые печальным образом сказываются на месте соединения, уровне сигнала и дальнейшей работе ВОЛС.
Сварочные аппараты для оптики работают примерно по одному принципу. Поэтому не будем заострять внимание на какой-то одной модели, старый добрый Фуджикура (Fujikura) или Ilsintech, изучим саму последовательность процесса.
У вас может быть даже модель с управлением от смартфона. Но это в корне не меняет технологию работ. Она везде одинакова.
Итак, изначально мы имеем два отрезка кабеля ВОЛС, с которых нужно снять внешнюю изоляцию.

Снимая внешнюю оболочку, делайте это с таким прицелом, чтобы в дальнейшем у вас не возникло проблем с укладкой волокон и модулей в сплайс-кассете, кроссе или муфте.

Дело в том, что нити в кабеле как губка всасывают всю окружающую влагу. В итоге оптоволокно мутнеет.
И даже если вы идеально сделаете соединение, это все равно в дальнейшем не спасет вас от больших потерь сигнала.
Включаете аппарат и выставляете на нем тип кабеля, который будет соединяться.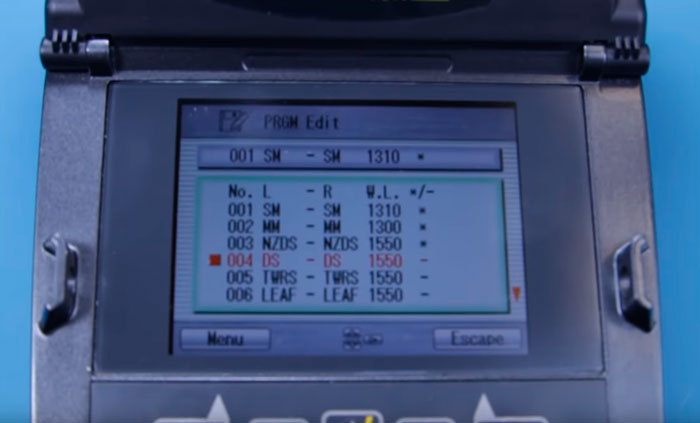
Различают одномодовые (SM) и многомодовые (MM) оптические кабеля.

На одномодовых волокнах в основном используется три длины волны (три окна прозрачности):

Все зависит от общей длины трассы и используемого оборудования. Кроме того, волокна подразделяют на:
- со смещенной дисперизацией — DS
- с ненулевой смещенной дисперизацией — NZ
Внешне их никак не отличить. При сварке чаще всего работают с простыми и со смещенкой. Соединять смещенку и простые волокна не рекомендуется.
Далее требуется удалить изоляцию с модулей и с отдельных жил. Чаще всего для этого используют специальный ручной инструмент — оптический стриппер.


Хотя в отдельных моделях сварочников можно встретить и встроенный термостриппер. Однако механическим работать гораздо удобнее и быстрее.


Тем более, когда варишь не за удобным столиком, а где-нибудь на высоте или в колодце.
Иначе весь процесс может превратиться не в аккуратное срезание, а в царапанье или грубое сдирание оболочки.
Если лаковое покрытие с волокн не снимается с первого раза и приходится юлозить стриппером туда-сюда, это многое говорит о качестве инструмента.
Сначала изоляция снимается с модулей. Перед этим, салфеткой смоченной в спирте, с них счищается гидрофобное покрытие.
А вам после этого еще работать с тонким оптоволокном и сварочником!
Оптоволокно крепкий материал на разрыв, но не на излом! При разделке в минусовую температуру жила при таком способе запросто может сломаться.
Поэтому изоляцию лучше снимать стриппером, поочередно вытягивая ее с каждой жилки, и только после этого переходить к следующей, избегая резких изгибов и заломов.
После снятия внешней изоляции, с волокна удаляется лаковое покрытие. Оно придает ему одновременно гибкость и жесткость.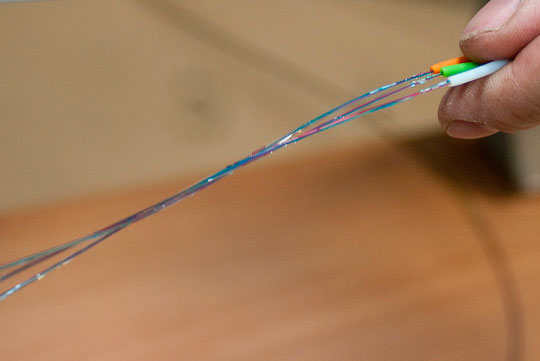
Без него волокно становится очень хрупким. Можете без лака на такую жилку положить мобильник и она сломается. А вот с лаком совсем другое дело.
Бывает, что кабель неделями висит только на этих нитках в лаке, когда вся внешняя оболочка уже повреждена. А оптоволокну хоть бы что, держит и ветровые и растягивающие нагрузки.
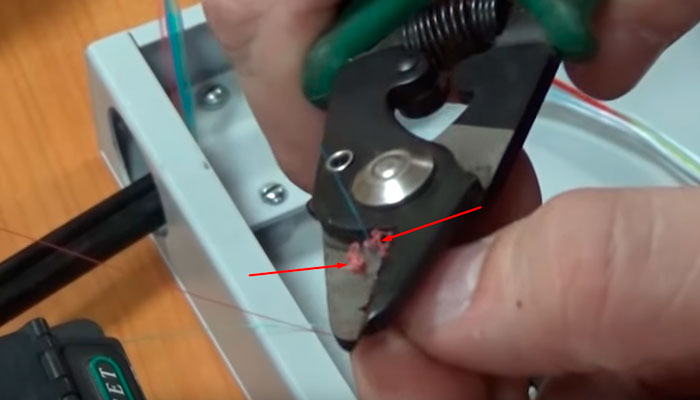
Из-за этого можно случайно сломать или поцарапать следующее волокно, что скажется на качестве сварки. Поэтому переходя к зачистке очередной жилы, каждый раз убирайте с лезвий все лишнее.
Он рассчитан именно на оптоволоконные жилы в 125мкм. Откусите им пластиковую стяжку и можете идти покупать другой инструмент.

Испытание сварочника Фуджикура в пыльных и влажных условиях
Кстати, многие сварочники при запылении даже запрещено продувать сжатым воздухом.
В них установлена очень уж чувствительная механика и сильный поток воздуха может нарушить заводские настройки.
После снятия лакового слоя с волокна, его требуется протереть безворсовой салфеткой, смоченной в спирте.
Если жила идеально чистая, протирая ее салфеткой, вы должны услышать характерный скрипящий звук.
Более того, пока вы ее не поместили в сварочный аппарат, на нее даже пылинки не должно осесть. Это все влияет на качество сварки и уровень потерь.
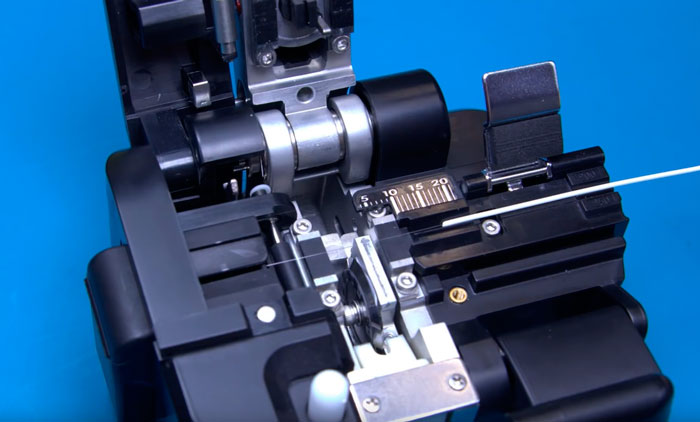
После этого волокно нужно идеально ровно отрезать.
Хотя в СССР на ранних порах развития оптики, применялся даже вот такой универсальный набор кабельщика ВОЛС.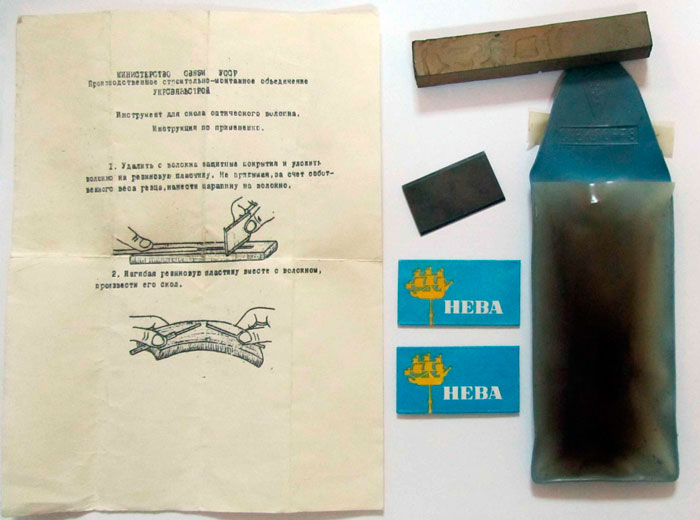
Срез должен быть очень четким, иметь строго цилиндрическую форму, без каких-либо углов и сколов.
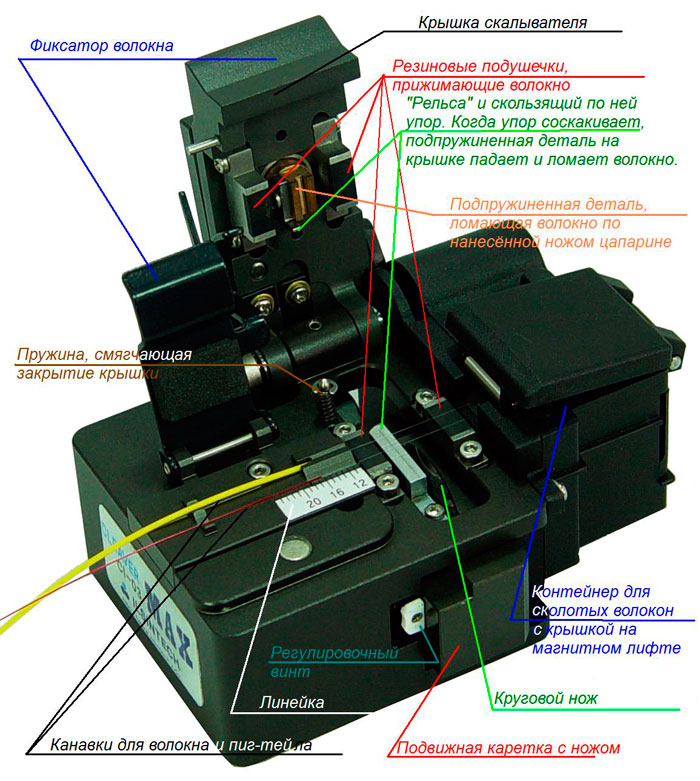
Скалыватель может быть как встроен в сварочный аппарат, так и идти отдельным инструментом. Второй вариант предпочтительнее.
Просто помещаете проводок в скалыватель и закрываете крышечки до щелчка.


Нельзя чтобы они упали на пол, на стол или попали еще куда-либо. Толщина этих жилок настолько мала, что попав вам под кожу, этот кусочек может проникнуть в вену и начнет свое путешествие по всему организму. Также его можно случайно вдохнуть в легкие.
Все это в конечном итоге приведет к печальным последствиям.
Многие решают проблему сбора обрезков при помощи обычных кусочков изоленты. Дешево и сердито.
Даже находиться с ним в пыльных или антисанитарных условиях запрещено. Создайте для этого подходящее рабочее место (палатка, затащите и спрячьте кабель в машину и т.п).
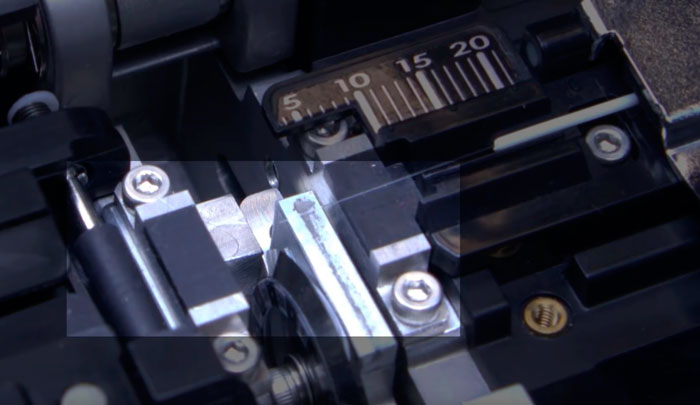
Подготовленная и зачищенная жила аккуратно вкладывается в посадочное место для сварки, чуть-чуть не доставая своим кончиком середины электрода.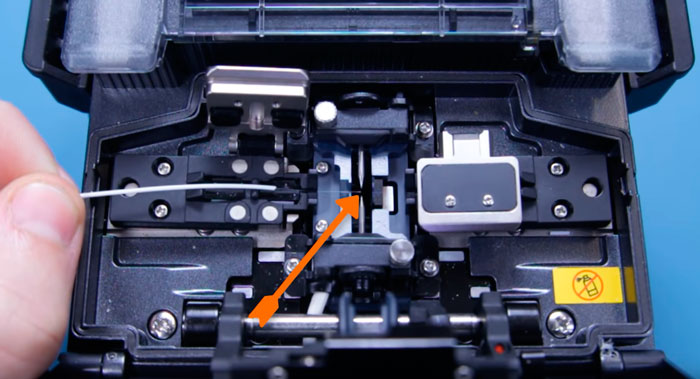
Все те же операции проделываются со вторым концом кабеля.
КДЗС — это две термоусадочные трубочки, между которыми располагается стальной штифт.


Волокна должны попасть именно в центральную трубочку, а не между ними.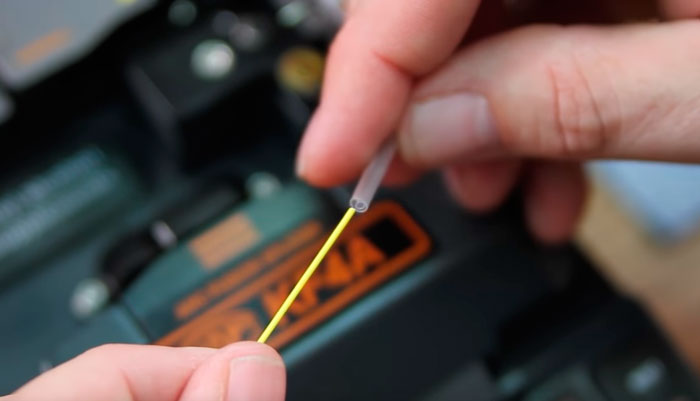
В противном случае после пайки стальной штифт может его поломать.
Подготовленный второй конец закладывается в сварочник с обратной стороны от первого.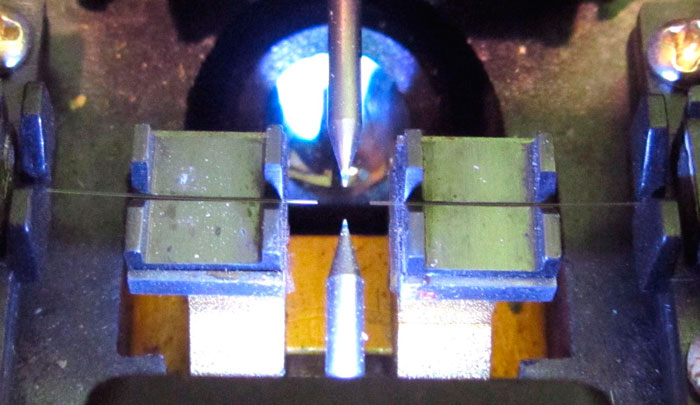
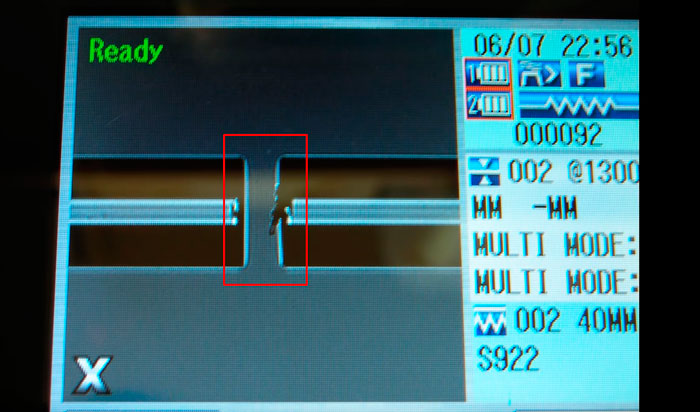
В итоге идеально чистые и ровно срезанные два конца волокна, должны оказаться между двух электродов, которые и будут выполнять сварку.
Если один из концов оказался слишком далеко от электродов и заданного положения, прибор известит вас об этом.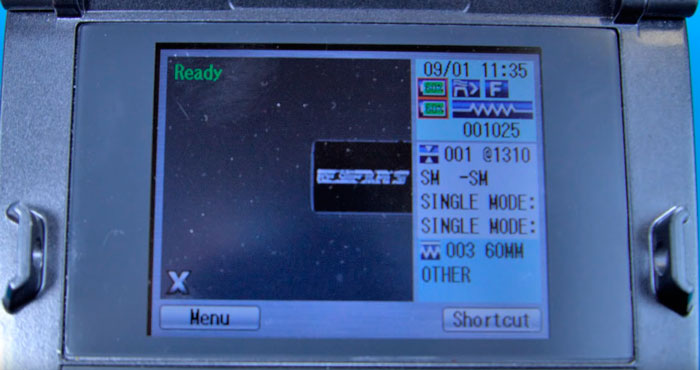
Также высветится ошибка, если волокна будут пересекать друг дружку.
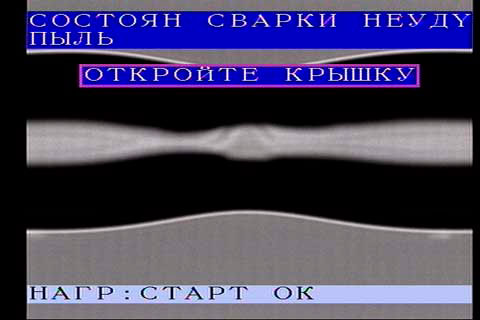
Как только вы закрываете крышку происходит процесс самодиагностики, калибровки и выравнивания двух концов. Все это выводится на экран.
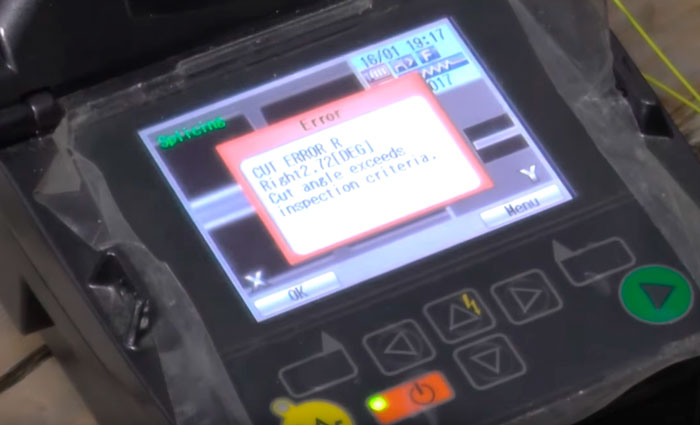
Если все нормально, нажимаете кнопку сварки и она запускается автоматически. Если вдруг один из кончиков оказался срезан недостаточно ровно, система известит вас об этом, не только просигналив об ошибке, но и известив какой конец кабеля виноват.

В данной ситуации процесс зачистки и скалывания повторяется. Со вторым, нормально зачищенным концом ничего делать не нужно.
При успешном завершении сварочного процесса (длится пару секунд), на экран выводятся потери или затухание сигнала в децибелах. Очень хорошим результатом считается 0,01-0,02дб.


Идеал – это соединение вообще без потерь. Бывает и такое.
Хотя даже на заводских пигтейлах (от английского pig tail – поросячий хвостик) встречаются не такие уж идеальные пайки.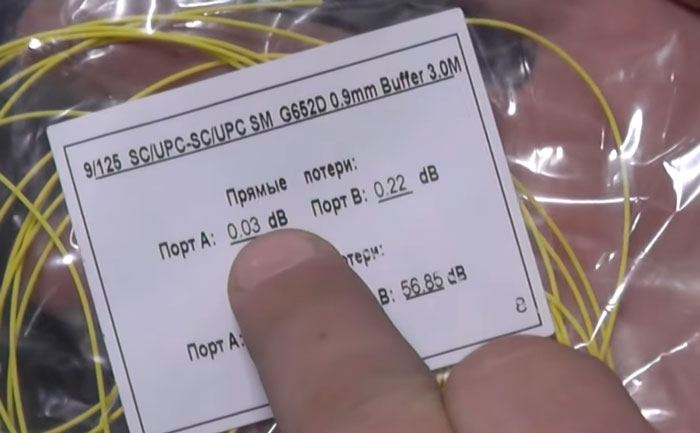
При неудовлетворительных результатах сварки, монитор качественных аппаратов проинформирует вас об этом.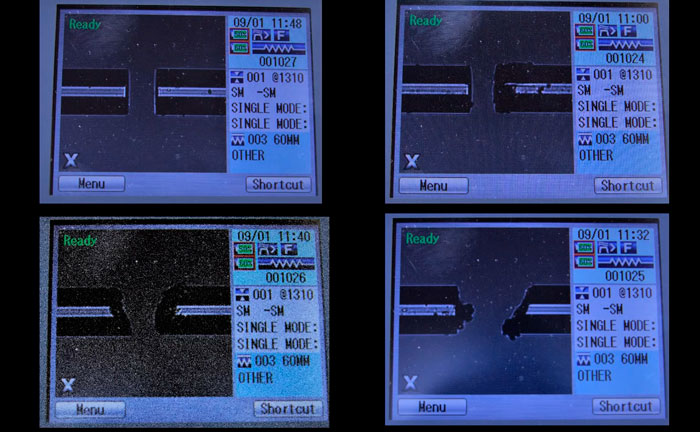
Допустимыми значениями затухания считаются следующие параметры:

Для конечной проверки результата обязательно требуется рефлектометр. Иначе после окончания всех работ будете задаваться вот такими вот вопросами:
Объясняется это тем, что камера микроскопа сварочника не способна увидеть всю картинку в 360 градусов вокруг волокна. Отсюда и погрешность.
После сварки и открытия крышки аппарат с расчётным усилием пытается развести жилки, как бы растягивая их. Тем самым проводится тест на прочность контакта.
Если сварка выдержала и не порвалась – все ОК. Однако некоторые кабельщики отключают программно такой тест, предполагая, что такое «растягивание» может повредить еще не до конца остывший контакт.
После этого оптоволокно аккуратно достается из сварочника. На место сварки надвигается муфточка КДЗС.

Остался последний этап работ. Оптоволокно с муфтой помещается в печку, которая обычно расположена в верхней части сварочного прибора.


Выравниваете жилу в этой печке и закрываете крышку. Нажимаете на табло значок печки и ждете некоторое время до появления сигнала.
Далее открыв крышку, достаете ваше оптоволокно. При этом внутри прозрачной муфты не должно быть пузырьков, которые свидетельствуют о наличии воздуха или отдельных деформированных участков (локальный перегрев).
С каждого конца муфты должно показаться и вытечь наружу немного клеящего состава. Все это говорит о хорошей сварке и надежном соединении и изоляции проводов.
При сварке многожильного кабеля все готовые муфты КДЗС обычно укладываются в специальный охлаждающий лоток. Его смысл не просто удобно расположить жилы, дабы они не путались и не мешались, а в равномерном охлаждении гильз.
Некоторые кабельщики делают такие лотки самостоятельно, например из алюминиевых уголков.
При последовательной сварке нескольких жил, не оставляйте надолго муфту в данном отсеке, иначе ее стенки расплавятся и прилипнут к стенкам направляющих элементов.
Это когда еще не совсем остывшую муфту, сразу же из печки перекладывают в ложемент сплайс кассеты оптического кросса. С одной стороны очень удобно, сплавил – вставил, сплавил – вставил. Ничего не запутается и не переплетется с другими жилами.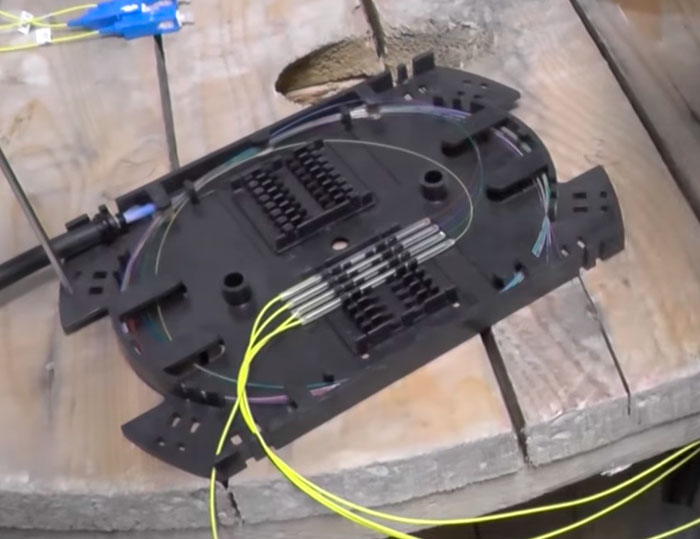
Однако в этом случае стенки ложемента не дают толком остыть муфточке, мягкие стенки гильзы изгибает, что в итоге деформирует волокно и приводит к потерям.
Как видите, даже при использовании профессионального сварочного оборудования в этом деле имеется огромное количество своих нюансов и тонкостей.
Но на этом процесс вовсе не заканчивается. Когда вы заправляете оптоволоконный кабель в кросс или муфту, учтите еще несколько моментов.
Концы кабеля с необходимым запасом должны быть уложены в кассету. Именно эта работа, а не сама сварка считаются у монтажников более ответственным этапом и требует определенной сноровки и навыков.
Запас модуля в кроссе должен составлять порядка 90см, а запас волокна в кассете 2,5-3 оборота.
Поэтому изначально все вымеряйте и не экономьте на разделке.
Место крепления модуля хомутиками, кабельщики рекомендуют обматывать изолентой. Это снижает нагрузку на модуль и не повредит его острыми стенками хомута. Но и перебарщивать с изолентой не стоит. 
При укладке волокон в кассете и самого кабеля в кроссе, нигде не должно образоваться острых углов. Любой острый угол превышающий допустимый радиус изгиба кабеля – это потери и ухудшение сигнала.
Критичный изгиб кабеля может случиться и при его монтаже. Поэтому когда монтажники, заводя оптику в ваш дом или проводя по подъезду, не укладывают ее, а именно “пихают”, ждите беды.
При этом, изгиба в дальнейшем может и не остаться, трасса будет идеально ровной. Однако заломленный кабель при монтаже приводит к трещинам на волокнах.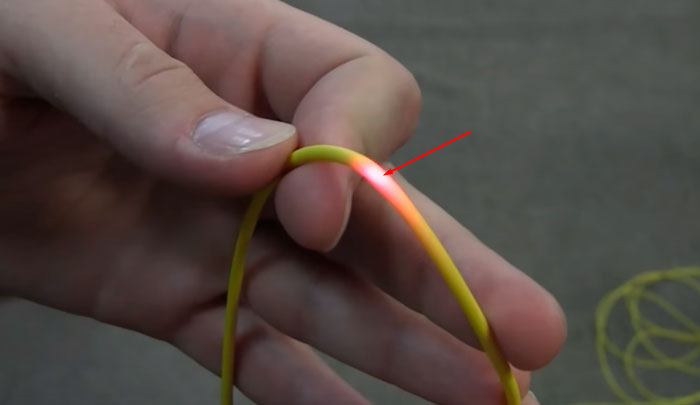
Со временем затухания будут увеличиваться. Активное оборудование поначалу будет вытягивать полезный сигнал из шумов. Но это до тех пор, пока чувствительность приемника и FEC позволяют.
Кассету после укладки жил закрывают крышкой.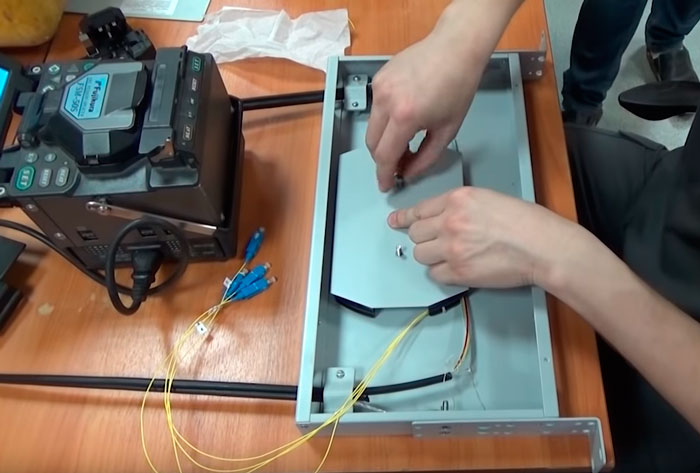
Перед этим обязательно проверьте, не торчат ли где какие проводки. Иначе можете попросту перерубить их этой самой крышкой и весь процесс начнете заново.
Ну и на финальном этапе остается проверить уровень сигнала непосредственно на самом коннекторе. Оптический рефлектометр не только покажет значение в виде цифры, но и проинформирует на каком расстоянии и в какой точке кабеля происходит падение.
Это не обязательно окажется место пайки, вполне возможно, что сигнал будет теряться на каком-нибудь из поворотов трассы.
Подобными сварочными аппаратами легко и удобно варить кабель GPON для подключения одного или нескольких абонентов. А вот если дело коснется 64-х или 96-ти жильной оптики, то конечно данный процесс с поэтапной заправкой каждой жилки будет сплошным мучением.
При этом нужно иметь очень зоркий глаз, дабы не перепутать цветные оттенки многочисленных жилок.
Для опытного кабельщика на фуджике с отдельным скалывателем, технологический процесс сварки 24-х волокон занимает чуть более 40 минут (1,5минуты на жилу). А сборка кросса, со всеми сопутствующими операциями (разделка, укладка, маркировка) – до полутора часов.
Какой вывод можно сделать из всего вышеизложенного? Конечно, сварить оптику на исправном и настроенном оборудовании, стоимостью в несколько сотен тысяч может каждый, у кого руки растут из нужного места.
А вот настроить этот самый сварочник, скалыватель, плюс поддерживать все это в исправном и работоспособном состоянии годами – для этого уже надо быть профессионалом своего дела и любить данную работу.
Источник



