Технология монтажа на поверхность не нова, но в отечественной литературе она, к сожалению, освещена недостаточно полно. Предлагаемый ряд статей, посвященный этой тематике, поможет читателям более глубоко разобраться в особенностях технологий монтажа электронных модулей. В данной статье описан ряд конструкций типичных электронных модулей и особенности технологического процесса сборки каждого их типа.
Современные электронные компоненты
Тип монтажа модулей определяется в первую очередь количеством сторон, на которые осуществляется монтаж (одно- или двусторонний), и номенклатурой используемых компонентов. Поэтому описание типов монтажа логично предварить кратким обзором компонентов и корпусов. Основным, наиболее важным для технолога критерием разделения электронных компонентов на группы является метод их монтирования на плату — в отверстия или на поверхность. Именно он в основном и определяет технологические процессы, которые необходимо использовать при монтаже.
В таблице приведена информация по наиболее распространенным корпусам компонентов: названия, изображения, габариты, шаг выводов. Все размеры, за исключением особо оговоренных, приведены в милах (1 mil = 0,0254 мм).
Рис. 1. ТНТ-компоненты
Рис. 2. SMD-компоненты
Таблица
Компоненты, монтируемые в отверстия
Группа
Типы корпусов в группе
Габариты корпусов
Шаг выводов
Рис.
С одним рядом выводов — SIL
TO-92TO-202, TO-220 и др.
380×190, 1120×135,420×185…
100 мил
Рис. 1, а
С двумя рядами выводов — DIL
MDIP, CerDIP
250×381…577×2050
100 мил
Рис. 1, б
С радиальными выводами
TO-3, TO-5, TO-18
—
—
Рис. 1, в
С осевыми выводами
—
—
Рис. 1, г
Решетки — Grid
CPGA, PPGA
286×286…2180×2180 мил
20…100 мил
Рис. 1, д
Компоненты, монтируемые на поверхность
С двумя рядами выводов — DIL
«SOT-23, SSOP, TSOP, SOIC»
55×120…724×315 мил
25…30 мил
Рис. 2, а-б
С выводами по сторонам квадратного корпуса — Quad Package
Наиболее интересны с практической точки зрения, по мнению автора, корпуса BGA, а точнее mBGA, которые имеют 672 вывода с шагом 0,75 мм. Верхняя часть корпуса BGA не представляет особого интереса, более примечательными являются его нижняя часть и внутреннее устройство этой упаковки компонентов. На рис. 3, а изображена нижняя поверхность корпуса BGA, на которой видны шариковые выводы, а на рис. 3, б — вид этого корпуса в разрезе.
Рис. 3. Корпус BGA
Приведенный выше краткий обзор современных компонентов дает представление о том, насколько велико число возможных вариантов реализации монтажа модулей при различном расположении их на плате. Кроме того, в обзоре не была представлена еще одна группа — группа нестандартных компонентов (odd form components).
Виды монтажа можно разделять по различным параметрам: по количеству используемых для монтажа сторон платы (одно- или двусторонний), по типам используемых компонентов (поверхностный, выводной или смешанный), по их расположению на двустороннем модуле (смешанно-разнесенный или смешанный). Рассмотрим наиболее распространенные из них, а также последовательность технологических операций для каждого вида монтажа.
Виды монтажа
Поверхностный монтаж на плате может быть односторонним и двусторонним. Число технологических операций при этом виде монтажа минимально.
При одностороннем монтаже (рис. 4, а) на диэлектрическое основание платы наносят припойную пасту методом трафаретной печати. Количество припоя, наносимое на плату, должно обеспечивать требуемые электрофизические характеристики коммутируемых элементов, что требует соответствующего контроля. После позиционирования и фиксации компонентов выполняют операцию пайки путем оплавления дозированного припоя. В завершение технологического цикла производится контроль паяных соединений, а также функциональный и внутрисхемный контроль. На рис. 4, а изображены поверхностно-монтируемые компоненты различных видов: относительно сложно монтируемые компоненты в корпусах PLCC и SOIC и легко монтируемые чип-компоненты.
Рис. 4. а,б
Для двустороннего поверхностного монтажа (рис. 4, б) возможны различные варианты реализации. Один из них предполагает начало технологического процесса с операции нанесения паяльной пасты на нижнюю сторону платы. Затем в местах установки компонентов наносят расчетную дозу клея и производят установку компонентов. После этого в печи клей полимеризуется и происходит оплавление пасты припоя. Плата переворачивается, наносится паста припоя и устанавливаются компоненты на верхнюю сторону платы, после чего верхняя сторона оплавляется. В этом случае для пайки компонентов используются печи с односторонним нагревом.
При другом варианте реализации двустороннего поверхностного монтажа используются печи с двусторонним нагревом.
Интересен вопрос о необходимости нанесения клея на плату. Эту операцию выполняют с целью предотвращения отделения компонентов от платы при ее переворачивании. Существующие расчеты показывают, что большинство компонентов не упадут с платы даже при ее переворачивании, поскольку будут держаться за счет сил поверхностного натяжения припойной пасты. По этой причине операцию нанесения клея нельзя отнести к обязательным.
При смешанно-разнесенном монтаже компоненты, устанавливаемые в отверстия (THT-компоненты), располагаются на верхней стороне платы, а компоненты для поверхностного монтажа — на нижней. В этом случае обязательной является операция пайки двойной волной припоя. Смешанно-разнесенный монтаж компонентов показан на рис. 5.
Рис. 5. Смешанно-разнесенный монтаж
Реализация такого вида монтажа предполагает следующую последовательность операций: на поверхность платы наносится дозатором клей, на который устанавливаются SMD-компоненты, клей полимеризуется в печи, после чего производится установка компонентов в отверстия, промывка модуля и выполняются операции контроля.
Возможен альтернативный вариант, при котором сборку начинают с установки компонентов в отверстия платы, после чего размещают поверхностно-монтируемые компоненты. Он применяется тогда, когда формовка и вырубка выводов обычных компонентов осуществляется при помощи специальных приспособлений заранее, иначе компоненты, монтируемые на поверхность, будут затруднять обрезку выводов, проходящих через отверстия платы. Компоненты для поверхностного монтажа при повышенной плотности их размещения целесообразно монтировать в первую очередь, что требует минимального количества переворотов платы в процессе изготовления изделия.
Примером смешанного монтажа является установка на верхней стороне платы и SMD-, и ТНТ-компонентов (монтируемых в отверстия), а на нижней стороне — только SMD-компонентов. Это самая сложная разновидность монтажа (рис. 6).
Рис. 6. Смешанный монтаж
Возможны различные варианты ее реализации. При одном из них сначала на нижнюю сторону печатной платы методом дозирования наносят клей, а на нанесенный клей устанавливают SMD-компоненты. После проведения контроля установки компонентов проводят отвердение клея в печи. На верхнюю сторону платы наносится паяльная паста, а на нее затем устанавливаются SMD-компоненты. Нанесение паяльной пасты возможно как методом трафаретной печати, так и методом дозирования. В последнем случае операции нанесения клея и паяльной пасты можно проводить на одном оборудовании, что сокращает затраты. Однако нанесение паяльных паст методом дозирования непригодно при промышленном производстве из-за низкой скорости и стабильности процесса по сравнению с трафаретной печатью и оправдано только в условиях отсутствия трафарета на изделие или нецелесообразности его изготовления. Такая ситуация может сложиться, например, при опытном производстве большой номенклатуры электронных модулей, когда из-за большого числа обрабатываемых конструктивов и малых серий затраты на изготовление трафаретов значительны.
После установки SMD-компонентов на верхнюю сторону платы производится их групповая пайка методом оплавления припойной пасты, нанесенной на трафаретном принтере, или методом дозирования. После этой операции технологический цикл, связанный с установкой поверхностно монтируемых компонентов, считается завершенным.
Далее, после ручной установки компонентов в отверстия платы производится совместная пайка всех SMD-компонентов, ранее удерживавшихся на нижней стороне платы при помощи отвержденного адгезива и уже установленных выводных компонентов.
В конце технологического цикла выполняют операции визуальной инспекции пайки и контроля.
При другом варианте реализации смешанного монтажа предполагается иная последовательность выполнения операций. Первым этапом является нанесение припойной пасты через трафарет, установка на верхней стороне платы сложных компонентов для поверхностного монтажа (SO, PLCC, BGA) и пайка расплавлением дозированного припоя. Затем, после установки компонентов в отверстия платы (с соответствующей обрезкой и фиксацией выводов), плата переворачивается, на нее наносится адгезив и устанавливаются компоненты простых форм для поверхностного монтажа (чип-компоненты, компоненты в корпусе SOT). Они и выводы компонентов, установленных в отверстия, одновременно пропаиваются двойной волной припоя. Возможно также использование в составе одной линии оборудования, обеспечивающего эффективную пайку компонентов (с верхней стороны платы) расплавлением дозированного припоя и пайку (с нижней стороны платы) волной припоя.
Необходимо отметить, что в технологическом процессе, реализующем смешанный монтаж, возрастает количество контрольных операций из-за сложности сборки при наличии компонентов на обеих сторонах платы. Неизбежно возрастают также количество паяных соединений и трудность обеспечения их качества.
Односторонний выводной и поверхностный монтаж
Такая технология носит в мировой практике название технологии оплавления припойных паст (reflow) и является одной из стандартных в технологии монтажа на поверхность (рис. 7).
Рис. 7. Односторонний монтаж SMD и ТНТ
Сборка модулей такого типа осуществляется следующим образом: на поверхность платы наносится припойная паста, на которую устанавливают SMD-компоненты; затем паста оплавляется в печи, устанавливаются THT-компоненты, проводится пайка волной припоя, после чего осуществляют промывку и контроль собранного модуля.
Односторонний выводной монтаж
Технология сборки таких печатных плат (рис. 8) является стандартным сборочно-монтажным циклом с применением пайки волной припоя. Этот цикл состоит из операций установки выводных компонентов, их пайки на установке пайки волной и контрольных операций. Установка компонентов может быть как ручной, так и полуавтоматической. Выбор оборудования определяется требуемой производительностью. Автоматизация такого типа монтажа является минимальной, а сама реализация — предельно простой.
Рис. 8. Односсторонний монтаж ТНТ
Данная публикация является первой статьей из цикла, посвященного поверхностному монтажу. Логичным ее продолжением станет освещение вопроса состава производственной линии, на которой реализуется этот вид монтажа: необходимость каждого вида оборудования, его технические характеристики и роль в технологическом процессе, требуемый состав персонала и его квалификация, а также другие вопросы, возникающие при создании сборочно-монтажного производства.
Литература
Schmits J., Heiser G., Kukovski J. Взгляд в будущее. Технологические тенденции развития электронных компонентов и сборки электронных модулей на печатных платах. Перевод и адаптация А. Калмыкова. Компоненты и технологии, № 4, 2001.
www.pcbfab.ru.
Автор выражает благодарность Р. Тахаутдинову за помощь в подготовке иллюстраций.
Статьи по: ARM PIC AVR MSP430, DSP, RF компоненты, Преобразование и коммутация речевых сигналов, Аналоговая техника, ADC, DAC, PLD, FPGA, MOSFET, IGBT, Дискретные полупрoводниковые приборы. Sensor, Проектирование и технология, LCD, LCM, LED. Оптоэлектроника и ВОЛС, Дистрибуция электронных компонентов, Оборудование и измерительная техника, Пассивные элементы и коммутационные устройства, Системы идентификации и защиты информации, Корпуса, Печатные платы
Design by GAW.RU
Источник
Как читать монтажные схемы и делать по ним монтаж
Монтажные схемы — это чертежи, показывающие реальное расположение компонентов как внутри, так и снаружи объекта, изображённого на схеме. Такие схемы чертят для монтажа многих видов радиоаппаратуры и не только, с помощью монтажных схем например, собирают электрические шкафы. Монтажная схема представляет собой список радиодеталей, узлов и компонентов, но они не соединяются между собой дорожками, на выводах этих элементов указывается маршрут. Маршрут – это буквенно-цифровое обозначение на схеме, указывается на выводах элементов, указывает на то, с каким другим элементом эта цепь должна соединяться. Все монтажные схемы читаются одинаково, но инженеры их могут рисовать по разному. В данной статье мы научимся читать монтажные схемы и делать монтаж, все примеры буду приводить с электрическими шкафами.
Монтажные схемы
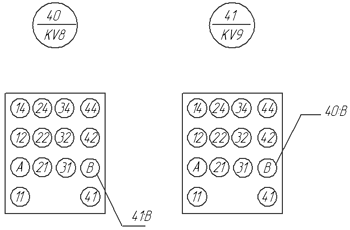
При монтаже удобно работать с двумя схемами, с монтажной и принципиальной электрической. Монтажная схема чертится после составления принципиальной, некоторые пункты при составлении монтажных схем могут упускаться, в таком случае можно обратиться к электрической схеме. Возьмем небольшой кусочек схемы и посмотрим как ее нужно читать, как правильно указывать маршрут и т.п., к примеру имеется вот такой кусочек монтажной схемы:
На схеме изображены 2 релюшки, какого они типа и на какое напряжение обычно указывается рядом с релюшками, или пишется в электрической схеме, т.е. если в монтажной схеме не написано (или может забыли написать) рабочее напряжение какого либо элемента, открываете электрическую схему, находите там этот элемент и смотрите. В данном случае у нас изображены 2 релюшки: KV8 и KV9, в кружочках, выше элемента указывается порядковый номер или номер элемента. А кружочки что внутри это как вы наверное уже поняли контактные площадки релюшек, если по другому, то посадочные места, контакты. Внутри кружочков так же пишется цифра, а буквами —А- и —В- означаются контакты для питания.
Контакты которые должны соединяться с другими элементами, выносятся полосками за край корпуса и с краю пишется маршрут, в нашем случае от элемента -40- отходит один контакт с маршрутом -41В-, данный маршрут говорит о том, что контакт номер –В- элемента номер -40- должен соединяться с контактом -В- элемента элемента -41-. Можно сказать, что контакты –В- релюшек -40- и -41- соединяются вместе. Что касается указаний маршрута на кембриках, то на элементе -40- на контакт -В- закручивается (т.к. у нас контакты релюшек с винтовыми клеммами) провод на который одет кембрик с надписью -41:В-, а на элементе -41- к контакту -В- одевается другой кембрик с маршрутом -40:В-.
Если выразиться попроще, то на кембриках (или кабельных маркерах) указываются обратные маршруты с соединяемыми элементами.
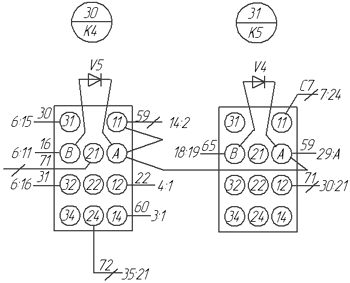
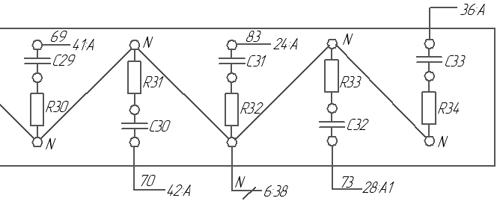
На некоторых элементах, например на тех же релюшках, могут быть пририсованы какие-нибудь радиоэлементы, ниже на схеме параллельно обмоткам релюшек нарисованы диоды:
Такие элементы, как правило на чертежах соединятся прямо с контактами БЕЗ указаний маршрутов – зачем писать маршрут когда и так понятно, что анод диода -VD5- соединяется с контактом –В- релюшки -К4-, а катод соединяется с контактом –А- того же элемента. На вывода таких элементов кембрики НЕ одеваются и маршрут соответственно тоже, не пишется. Если посмотрите внимательнее, то на схеме 2 увидите так называемую перемычку, которая соединяет контакты -А- элементов -30- и -31- (релюшек -К4- и -К5-) между собой. Такие перемычки обычно рисуют в тех случаях, когда проще провести линию между элементами, особенно если они располагаются рядом друг с другом, чем писать маршрут на схеме. Если бы элементы располагались в разных концах монтажной схемы, то рисовать длинную линию соединяющую эти два элемента не имеет смысла, проще указать маршрут. Думаю и тут понятно, что контакт -А- элемента -30- соединяется с контактом –А- элемента -31-. На схеме есть еще перемычка, которая соединяет контакты -11- и –А- элемента -30- между собой. В перемычках обычно не указывают маршрут, как на монтажной схеме, так и при монтаже этого участка схема, но новичкам все же советую не лениться и подписывать кембрики.
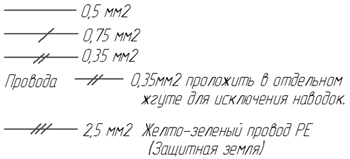
Монтаж схемы может выполняться разными проводами, например экранированным, силовым, обычным монтажным и т.п. или проводами у которых разное сечение. На монтажных схемах с краю обычно всегда пишут, какие провода нужно использовать для монтажа и какое у них сечение, пример ниже:
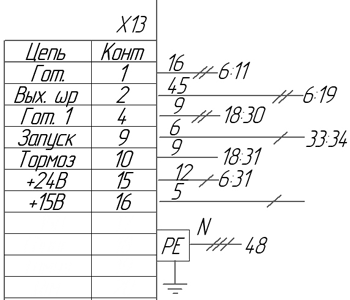
Ниже вы можете увидеть небольшой участок такой схемы, где указано, каким проводом делать монтаж этих цепей. Из схемы видно, что монтаж контактов 1,2,4 разъема Х13 должен выполняться проводом, с сечение которого 0.35мм2, а соединение (монтаж) контактов 9,15,16 выполняются проводом 0.75мм2 и т.д. Кстати, монтаж заземления выполняется проводом желто-зеленого цвета, так принято.
Обычно, большинство элементов на монтажных схемах легко читается и понимается, многие элементы (резисторы, конденсаторы, диоды, лампочки …) обозначаются стандартным образом.
Но часто, на монтажке рисуют элементы, посмотрев на которые не сразу понимаешь что это, в таких случаях смотрим на порядковый номер элемента и идем искать его на принципиальной электрической схеме. Вот, к примеру один из вариантов обозначения винтовых клеммников – согласитесь, сразу и не поймешь что это такое.
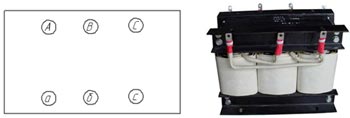
Ниже обозначение на монтажной схеме трехфазного трансформатора, то, что это возможно трансформатор, можно догадаться по надписям А,В,С (фазы).
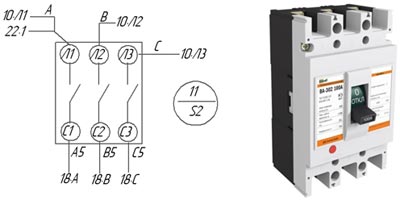
Вот так может обозначаться трехполюсный автоматический выключатель
Они кстати могут быть самыми разными, есть автоматические выключатели на 10-20 ампер, а есть на большие токи (1000А и более) с магнитным приводом, который электрическим способом переключает автомат, при срабатывании которого раздается сильный треск и грохот. В общем то, сложности возникают только в первое время, если вы устроились на какое то предприятие, консультируйтесь с работниками или инженером, с тем, кто рисовал монтажку.
Монтаж
Монтажник обычно занимается соединением деталей в корпусе шкафа между собой проводами. Но в обязанности некоторых входит и расстановка элементов внутри шкафа. Мы же будем рассматривать только соединение элементов между собой проводами. Прежде чем приступать к монтажу, прикиньте в голове, как будете прокладывать жгуты проводов внутри шкафа. Старайтесь не прокладывать много жгутов, если в монтажной схеме есть элементы, которые соединяются между собой экранированным проводом, то экранированные провода нужно прокладывать отдельно, а сами экраны нужно соединять с общим проводом или землей. Силовые провода желательно крепить после выполнения основного монтажа. Провода для монтажа обычно выдают в катушках или бобинах, разматывать их следует аккуратно и не нужно отрезать несколько концов, для удобства их помещают в специальные подставки для удобной размотки, и еще, не выкидывайте табличку которая прилагается к проводу, на табличке указывается сечение провода и некоторые другие параметры, если потеряете – в следующий раз будет тяжело определить параметры провода. Кембрики нужны для того, чтобы указывать на них маршрут, которые затем одеваются на концы проводов. Указание маршрутов необходимо для того, чтобы самому не запутаться в проводах, отпадает необходимость каждый раз прозванивать их в случае, если вы забыли какой провод куда идет. Кроме того, таким образом облегчается поиск неисправностей и ремонт устройства.
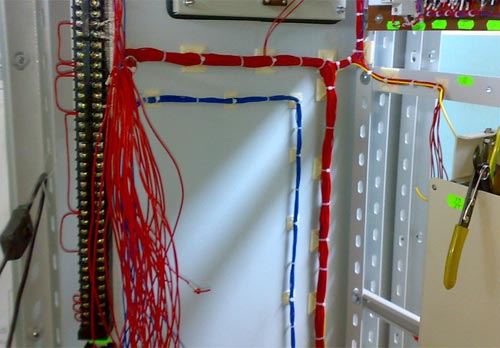
Фото из архива, вот так выглядело мое рабочее место:
Необходимые инструменты
Прежде чем приступить к монтажу приготовьте следующие инструменты:
Инструмент для снятия изоляция, предназначены для удобного снятия изоляции с провода. Обычными кусачками можно повредить жилы.
Набор кембриков для используемых типов проводов, не одевайте слишком толстые и широкие кембрики на тонкие провода. Использовать вместо кембриков (ПВХ трубочек) термоусадочные трубки не рекомендуется, потому что при сильном нагреве они могут усаживаться.
Также, если позволяет бюджет, можно использовать кабельные маркеры.
Маркер для того, чтобы писать маршрут на кембриках, желательно с тонким стержнем и перманентный.
Жидкий флюс, канифоль, припой, возможно пригодится паяльная кислота или оксидал, для пайки окисленных выводов радиоэлементов, лепестков и т.п., паяльник 25-40 ватт.
Самоклеющиеся площадки, для крепления жгутов на стенках шкафа.
Стяжки или хомутики, для стяжки проводов. В некоторых случаях применяют специальные пластиковые пеналы, или каналы – внутри которых и прокладываются провода.
Конечно, может пригодится еще что то, но как правило этого бывает достаточно. Самое главное, приступайте к работе с хорошим и бодрым настроением чтобы не допустить ошибок – электроника шуток не любит.
Перед началом монтажа внимательно изучите схему, монтаж стоит начинать с того участка, где стоит больше всего элементов, еще стоит обратить внимание на то, куда идут провода. Если с какого-то одного участка идет группа проводов на другой участок, нужно начинать с этого места. Если на двери шкафа имеются приборы и кнопки с регуляторами, то монтаж начинают с двери, от двери к корпусу шкафа делают петлю из получившегося жгута проводов, чтобы дверь нормально открывалась и закрывалась.
Монтаж может выполняться разными проводами, в монтажной схеме всегда указывают, какой провод нужно применять для данного участка схемы, делать монтаж проводом меньшего сечения чем указано в монтажной схеме не рекомендуется, т.к. провод меньшего сечения может не выдержать нужных токов и может расплавиться, оголиться. Никогда не снимайте изоляцию с провода больше, чем это нужно, это во первых не красиво, во вторых, может случайно коротнуть, если провода располагаются рядом. Если провода крепятся, скажем на релюшки или на клеммники с помощью винтов, прикиньте, как глубоко может войти провод под винт — вот столько и снимайте изоляцию. Вывода проводов, с которых сняли изоляцию, и которые крепятся на элементы в шкафу, всегда нужно залуживать! Как только зачистили и залудили один конец провода, берется кембрик, пишется на нем маршрут, после чего одевается на провод, а сам провод нужно припаять или прикрутить к элементу. На другой конец провода так же одевается кембрик с указанием обратного маршрута, затем конец провода завязывается в узел и провод можно бросить, этот конец провода нам пока не нужен. На первом этапе монтажа на все вторые концы проводов одеваются кембрики с указанием маршрутов, концы завязывают в узел, чтобы кембрик не вылетел и провод бросают. Когда закончите крепить концы проводов на определенном участке, получится небольшая косичка из проводов. Потом эта косичка аккуратно собирается и прокладывается по корпусу (по стенке) шкафа, провода прокладываются до того элемента, куда должны идти по монтажной схеме, т.е. с одного элемента до другого. По ходу прокладки, жгут может разветвляться и идти на другой элемент.
В конце концов должен образоваться пучок проводов с одетыми кембриками на концах. На рисунке выше показан пучок проводов около клеммников, провода отрезаются нужной длины, с них снимается изоляция, залуживаются, и крепятся на клеммники. И так со всеми проводами, которые по монтажной схеме должны идти на этот элемент.
Конечно, с монтажом простых бытовых устройств, например блоков питания или усилилелей ЗЧ все намного проще. Обычно при соединении узлов или плат между собой проводами в качестве маршрутов можно указывать шины питания, вход или выход, плюс или минус питания, указать напряжение и так далее.
Как только закончили основной монтаж, можно приступать к монтажу силовых цепей, на силовые провода так же одеваются кембрики и точно так же пишется маршрут. Чаще силовые провода используются для питающих цепей и на кембриках как правило указывается только фаза.
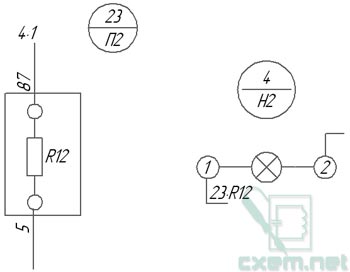
После того, как полностью закончили монтаж приступают к прозвонке цепей. НИ В КОЕМ СЛУЧАЕ НЕ ВКЛЮЧАЙТЕ УСТРОЙСТВО БЕЗ ПРЕДВАРИТЕЛЬНОЙ ПРОВЕРКИ И ПРОЗВОНКИ! Для прозвонки удобно использовать мультиметр с пищалкой. К примеру, в нижеприведенной схеме, если мы прикоснемся одним щупом мультиметра к контакту резистора -4:1-, а другим щупом к контакту лампочки с указанием маршрута -23:R12- — мультиметр должен запищать, если окажется что нет контакта, то мультиметр естественно будет молчать.
В таком случае нужно искать ошибку, возможно, вы один из концов провода прикрутили к другому элементу или вполне возможно, что просто нет механического контакта, особенно если зажимы винтовые. Поиск ошибок — процесс достаточно трудоемкий, лучше изначально все делать правильно и без ошибок, после монтажа участка цепи всегда перепроверяйте цепь. Если после прозвонки ошибок не нашли, то можно потихоньку приступать к запуску. Сначала, как правило просто подают питание, при этом автоматы отключены и платы могут быть вынуты с устройства, таким образом еще раз проверяют правильность монтажа и нету ли нигде короткого замыкания. После, можно проверить индикацию и пускатели путем принудительного включения, а так же другие вспомогательные элементы схемы. Конечно, разные устройства настраиваются и налаживаются по-разному, тут нельзя дать точных рекомендаций. Вообще, в мои обязанности входило только монтаж схемы, а настройку уже выполнял другой специалист. Во время первого запуска устройства прикасаться к корпусу и элементам категорически запрещается! Прежде чем лезть в устройство всегда нужно ПОЛНОСТЬЮ отключать питание.