- Как правильно выбрать сварочный кабель
- Требования к сварочным кабелям
- Виды кабелей
- Характеристики и маркировка сварочного кабеля
- Выбор сечения сварочного кабеля
- Длина сварочного кабеля
- Провод для подключения к сети
- Таблица выбора сварочного кабеля по току таблица
- Назначение и конструкция сварочных кабелей
- Классификация медных кабелей для сварочного аппарата
- Марки сварочного кабеля
- Какой кабель нужен для сварочного аппарата?
- Длина кабеля сварочного аппарата
Как правильно выбрать сварочный кабель
После покупки инвертора выясняется, что входящий в комплект сварочный кабель неудобен для сварки в отдаленных местах из-за малой длины. Поэтому недостающие метры придется докупать. Чтобы кабель не ухудшал параметры оборудования, был удобен при работе и переноске, нужно знать по каким критериям его выбирать.

Требования к сварочным кабелям
Для уверенного выбора сварочного кабеля полезно ознакомиться с требованиями, которые к нему предъявляются:
- недопустимо появление на изоляции дефектов после многократных перегибов и сматывания/разматывания во время переноски;
- внешняя оболочка должна быть устойчивой к продуктам нефтепереработки, ударным и разрывным нагрузкам;
- проводник, подключаемый к держателю, должен быть максимально гибким, чтобы не мешать выполнению работы;
- изоляция не должна растрескиваться на холоде и от действия ультрафиолета;
- чтобы сварочные провода не перегревались во время работы их сечение должно быть достаточным для сварки на максимальном токе выдаваемым аппаратом.
Виды кабелей
В зависимости от числа жил, сварочные кабели классифицируют как:
- Одножильные, сделанные тонкой медной проволокой, собранной в пучок. Применяются для переносных аппаратов, которыми проводят электродуговую сварку.
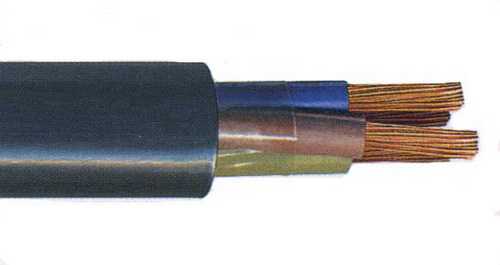
- Двужильные применяют для подключения анода и катода при проведении импульсной сварки током высокой частоты и нарезания заготовок.
- Трехжильный сварочный шнур нужен для качественной сварки стыков трубопроводов в автоматическом режиме и наложения струйных швов.
Характеристики и маркировка сварочного кабеля
В магазинах продаются различные марки сварочных кабелей, рассчитанных на определенные условия работы. Одни выдерживают сильный холод, другие жару, есть такие которые могут работать под водой. Чтобы выбрать необходимый вариант, нужно изучить их характеристики.
Кабель КРТП с гибкими многопроволочными жилами из меди предназначен для передвижных аппаратов, которыми выполняют ручную сварку. Буквы означают, что это кабель с резиновой изоляцией, тяжелый, переносной. Цифрами в конце обозначения указано число проводников и площадь сечения. Если они разные по толщине или есть заземляющий проводник, маркировка делается многозвенной.
Снимаемую с производства предыдущую марку заменяют гибким сварочным кабелем КГ. Количество проводников, и сечение указываются цифрами. Для обозначений исполнения используются дополнительные буквы:
- ХЛ ― указывают на то, что работать можно при температуре до -60⁰C. Материал покрытия не растрескается на морозе.
- Т ― означает, что изоляция сделана из антисептического материала, на котором не селятся грибок и плесень. Кабель может эксплуатироваться в среде с повышенной влажностью при температуре до +55⁰C. В некоторых источниках указано значение до +85⁰C.
- Н ― ставится у проводов с негорючей изоляцией, рекомендуемых для работы в пожароопасных условиях.
- Приставка в виде буквы П добавляется, если жила отдельно заизолирована полимерным материалом, например, пленкой ПВХ.
- Обозначение высокочастотных проводов дополняют буквами ВЧ. Этот вариант рекомендуется для работы с инвертором.
Кабели марки КОГ отличаются особой гибкостью, что облегчает ведение сварки в неудобных местах без ущерба для качества. Ими подключают держатели электродов к аппаратам ручной, полуавтоматической, автоматической сварки. Тип исполнения маркируется буквами:
- Т ― для работы при температуре -30 — +50⁰C;
- У ― -50 — +50⁰С;
- ХЛ ― -60 — +50⁰C.

Выбор сечения сварочного кабеля
Неправильный выбор сечения приводит к преждевременному выходу из строя оборудования, короткому замыканию или работа станет неэффективной из-за увеличения длительности проведения операций и повышенного расхода электроэнергии. Если сечение сварочного кабеля недостаточно от аппарата, для поддержки нормального режима сварки, потребуется повышенный ток. Поэтому при поджоге дуги будет срабатывать защита от перегрузки, а работа станет невозможной. Не ошибиться при выборе поможет таблица, в которой указана зависимость сечения от тока.
| Сечение, мм² | Сила тока, А |
| 6 | 80 — 100 |
| 10 | 120 |
| 16 | 189 |
| 25 | 240 |
| 35 | 289 |
| 50 | 362 |
| 70 | 437 |
| 95 | 522 |
Длина сварочного кабеля
Чтобы не было неприятностей с инспектором, при наращивании сварочного провода следует учитывать, что по правилам пожарной безопасности он не должен превышать 40 м по длине. Официально удлинение жил не запрещено, однако вместе с ним увеличивается сопротивление провода, для преодоления которого нужно настраивать аппарат на максимальные нагрузки. Такой режим работы быстро изнашивает оборудование.
Чтобы величина сопротивления жил оставалась неизменной, увеличивают сечение. При удлинении провода в 2 раза сечение придется повысить тоже вдвое. При максимальной длине сварочного кабеля с учетом увеличения площади сечения его вес может стать больше чем у инвертора. Для сварки небольших металлоконструкций достаточно 5 — 10 м. Если этого мало аппарат подключают к электросети через удлинитель.
Соединяют сварочные кабели между собой несколькими способами:
- Скрутки просты в выполнении, достаточно надежны, но удлинять провода этим способом запрещено правилами установки электроустановок. Исключением являются случаи, когда они включены в технологии других соединений. Однако многим сварщикам запрет не мешает использовать их. Для надежного контакта очищенные от изоляции концы жил перед скруткой обрабатывают растворителем, а затем наждачной бумагой.
- Разъем типа «папа-мама» удобен для быстрого наращивания жил до нужной длины из нескольких частей. В магазинах имеется большой выбор по конструкции и сечению.
- Горячей пайкой соединяют небольшие по сечению жилы. Их концы зачищают до блеска, лудят, скручивают, обжимают плоскогубцами. Для защиты от окисления на поверхность наносят канифоль или флюс. В зависимости от сечения скрутку нагревают паяльником или горелкой. Припой вносят в пламя горелки или на жале паяльника, заполняя промежутки между проволочками. После остывания оставшийся флюс смывают.
- Опрессовку выполняют гильзами сделанными из того же материала что и кабель (медный или алюминиевый). Их надевают на скрутки и обжимают клещами.
- Надежное соединение выполняется контактной, газовой, термитной сваркой. В первом случае жилы сплавляются после нагрева дугой, создаваемой угольным электродом. Газовую сварку применяют для соединения только цельных алюминиевых жил сечением не больше 20мм². Для термитного сваривания потребуются специальные патроны.
К стационарному оборудованию жилы подключаются через кабельные наконечники, которые опрессовываются или припаиваются. На переносных инверторах установлены разъемы с гнездами, обозначенными «+» и «―». Штекер с проводом от держателя при прямой полярности вставляется в гнездо «―».
Провод для подключения к сети
Для питания любого аппарата не требуется провод такого же сечения как у кабеля для сварки, поскольку величина тока в разы меньше. В комплект бытовых инверторов входит многожильный гибкий кабель сечением 2,5 — 4 мм² длиной 3 — 5 м. Для розетки с заземлением он должен быть с тремя жилами.
Если на месте проведения работ розетка расположена далеко, аппарат подключают через удлинитель сечением не меньше 2,5 мм², при условии, что расстояние не превышает 20 м. При длине до 60 м лучше взять переноску с катушкой сечением 4 мм². Для подключения трехфазного оборудования на производстве используют кабель силовой с четырьмя жилами из меди сечением 4 — 6 мм², для алюминия ― не меньше 16 мм².
Приведенные рекомендации помогут сделать правильный выбор. Однако сварочные кабели стоят дорого, поэтому прежде чем идти в магазин нужно точно определить, какая длина и сечение нужны. Зачем покупать лишнее, если оно не будет использовано.
Источник
Таблица выбора сварочного кабеля по току таблица

К счастью, мы не будем рассматривать все 150 способов и разновидностей сварочных процессов, которые существуют сегодня, а остановимся на важной проблеме рационального выбора силового кабеля для сварочного аппарата. Речь пойдет об основных типах проводов для сварки, их конструктивных особенностях, популярных марках и критериях определения оптимального сечения.
Назначение и конструкция сварочных кабелей

Сварочный кабель применяется при выполнении работ методом электродуговой сварки для запитывания ручных, автоматических и полуавтоматических установок. При помощи силового провода данного типа осуществляется подведение электротока от сварочного аппарата, балластного (регулирующего) реостата или иного источника питания непосредственно к держателю электродов и заземляющему зажиму («массе») для создания замкнутого контура.

Алюминий редко используется при производстве сварочных проводов, поскольку имеет высокую теплопроводность, приводящую к критическому перегреванию жилы и изоляционного слоя, особенно в «горячих» местах близкого контакта со свариваемыми поверхностями. Кроме того, алюминиевые проводники недостаточно эластичны, поэтому плохо переносят процедуру частого сматывания и разматывания. Медный кабель не имеет подобных недостатков, поэтому хорошо зарекомендовал себя в качестве проводника для сварочного аппарата. Изделие может выпускаться как в моножильном, так и в мультижильном исполнении, которое включает в себя различные комбинации основной жилы с нулевой, заземляющей или другими вспомогательными.
К основным достоинствам кабелей для сварочного инвертора относятся:
- высокие показатели допустимых электронагрузок (до 0,66 кВ переменного тока на частотах до 400 Гц, до 1 кВ — постоянного),
- повышенная гибкость,
- стойкость к сдавливающим и растягивающим воздействиям,
- пожарная безопасность — проводные изделия не должны воспламеняться и распространять горение,
- возможность применения на открытом пространстве. Сварочные провода выдерживают резкие перепады температур, влияние ультрафиолета и осадков, химически агрессивных веществ,
- многочисленные исполнения, облегчающие выбор сварочногокабеля под текущие условия технологического процесса.
Конструктивные особенности и технические характеристики провода для сварки продуманы таким образом, чтобы изделие выдерживало высокие токовые нагрузки и жесткий температурный режим, обеспечивая бесперебойное электропитание, быстрый, качественный и максимально удобный рабочий процесс.
Сварочный кабель состоит из:
· медной или меднолуженой мультипроволочной токопроводящей жилы 5-го класса гибкости,
· синтетической спецпленки ПЭТ-Э, выполняющей функцию защиты проводящей ток жилы от склейки с изоляционным материалом,
· изолятора из резины марки РТИ-1 (или хладостойкой РТИ-1-ХЛ), имеющей в составе бутадиеновые и натуральные каучуки, которые и обеспечивает повышенную гибкость изделия,
· разделительного слоя из ПЭТ-Э, выполняющего аналогичные функции,
· общекабельной оболочки-изолятора, произведенной из шланг-резины других типов — маслостойкой РШН-1 или РШТ-2 (хладостойкой РШТМ-2-ХЛ), созданных на основе на основе полихлоропрена, бутадиеновых и изопреновых каучуков (РТИШМ и хладостойкая РТИШ-ХЛ используются в одножильных марках),
Классификация медных кабелей для сварочного аппарата
Провода для сварки можно купить у любого торгового предприятия, которое занимается реализацией кабельной продукции. Кабеля для сварочного аппарата различаются по цене, но обычно классифицируются по другим критериям.
По функциональному назначению различают:
- силовой провод — его применяют для подключения инвертора, трансформатора или иного устройства к электролинии,
- соединительный кабель для сварки — используют для передачи рабочего напряжения,
- провод для держателя — подает электроток на контактную часть сварочного аппарата,
- заземляющий и/или нулевой провод.
Как уже было сказано, в многожильных исполнениях сварочных проводов функционал может объединяться в одном изделии.
По области применения выделяют модификации сварочных кабелей для:
- бытовых устройств, работающих с токовыми нагрузками 100-250 А,
- полупрофессиональных установок (до 330 А),
- профессиональных сварочных устройств, применяемых с электротоком силой до 500 А,
- сверхмощных промышленных аппаратов (до 680 А).
Марки сварочного кабеля
Сварка — достаточно динамичный технологический процесс, который обычно подразумевает необходимость постоянного перемещения специалиста или смены позиции рабочего инструмента. Поэтому профессиональные сварщики используют только гибкие разновидности проводников, например, КГ, КГН или КОГ1.
Наиболее популярной маркой сварочных кабелей считается КГ. Отличаясь приемлемой ценой и оптимальными техническими характеристиками, КГ хорошо зарекомендовал себя как надежный «передатчик» электротока на держатель или силовой провод, питающий аппарат для сварки от сети.
Марка КГН создавалась для потребностей судостроения, поэтому отлично приспособлена для функционирования в агрессивной среде, помещениях с высокой влажностью воздуха, длительным конденсированием влаги, а также зонах повышенной пожарной опасности. Гибкий проводник КГН отличается от сварочного кабеля КГ наличием маслостойкой оболочки из резины РШН-1, которая выполнена на базе полихлоропрена и не поддерживает горение. Марка КГН часто используется в качестве обратного сварочного провода, который обычно располагается на поверхности пола производственного помещения или на земле.
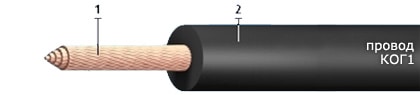
Если для равномерного прогрева свариваемых поверхностей требуется обеспечить максимальную мобильность специалиста, то в качестве сварочного кабеля может применяться сверхгибкая марка КОГ1. Эта особенность проводника достигается благодаря облегченной конструкции. Он состоит из 1 мультипроволочной жилы, которая заключена в шланг-изолятор из РТИШМ-резины. Сварочный провод работает с переменным напряжением 200 В (50 Гц), постоянным — 700 В и присоединяется к оборудованию через пайку, сварку или опрессовку.
Какой кабель нужен для сварочного аппарата?
Провод для сварки подбирается под конкретный рабочий проект и должен отвечать ряду требований. Как правило, для выбора сварочного кабеля достаточно правильно определиться с токовыми характеристиками подключаемого инвертора или другого сварочного устройства и сечением провода, указанным производителем в техническом описании изделия.

Необходимо соблюдать «золотое» правило — чем выше сила тока в сварочном аппарате, тем большего сечения кабель следует приобрести. Важно не перестараться, ведь при недостаточном диаметре жил оборудование может попросту не запуститься. При этом слишком толстый сварочный кабель — это лишние расходы и чрезмерная нагрузка для сварщика, который вынужден постоянно перемещаться с проводом.
Для выполнения относительно небольших сварочных задач, особенно это касается бытовых вопросов, достаточно использовать оборудование инверторного типа, которое отличается компактностью и доступной ценой. Параметры сечения кабеля для сварочного инвертора с различными токовыми характеристиками должны быть такими:
- 80-100 А — 6-7 мм2,
- 120 А — 10 мм2,
- 160-189 А — 16 мм2,
- 200/250 А — 25 мм2.
Более масштабные и сложные работы требуют применения сварочных трансформаторов или инверторов повышенной мощности. Для токовых нагрузок 289 А необходимо выбирать кабель сечением 35 мм2, 350-362 А — 50 мм2. Трансформаторы, способные «выдавать» 437 А требуют 70 мм2 проводов, 522 А — 95 мм2. Для корректной работы сварочных выпрямителей с величиной тока до 600 А необходимы кабеля с сечением 120 мм2.
Длина кабеля сварочного аппарата
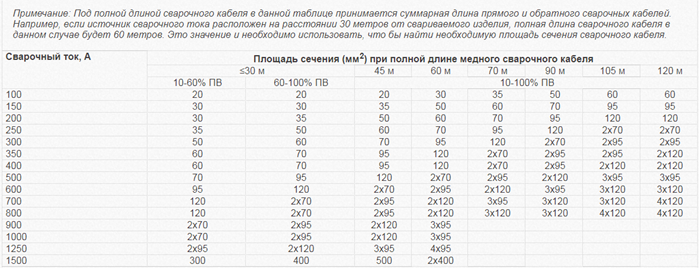
Еще одним важным критерием, который прямо влияет на производительность и качество сварочных работ, является длина проводника. Поскольку при увеличении протяженности сварочного кабеля происходит падение токовых характеристик, необходимо предельно точно просчитывать взаимосвязи данных параметров.
ПВ — продолжительность включения, одна из характеристик сварочного инвертора.
В таблице приведены примерные показатели сечения сварочных проводов для заданных значений силы тока и длины проводов. Важно учитывать рекомендации производителей агрегатов для сварки, которые могут прямо указывать предельные длины кабелей для каждой марки своих изделий, не рекомендуя или запрещая удлинение проводников.
Источник



