- Технологическая карта монтажа стеновых панелей и оконных блоков одноэтажного промышленного здания
- Кафедра промышленного и гражданского строительства
- Технологические указания по сварке узлов примыканий сборных железобетонных конструкций для зданий серии 1.090.1-1
- 1. Общая часть
- 2. Требования к сборке и сварке узлов сопряжений железобетонных конструкций
- 3. Требования к сварочному оборудованию, сварочным материалам
- 4. Контроль качества сварки
- 5. Техника безопасности и противопожарные мероприятия при производстве электросварочных работ
- 6. Технологические карты на сварку узлов примыканий сборных железобетонных конструкций для зданий серии 1.090.1-1
Технологическая карта монтажа стеновых панелей и оконных блоков одноэтажного промышленного здания
Министерство образования и науки РФ
Государственное образовательное учреждение высшего профессионального образования
«Вологодский государственный технический университет»
Кафедра промышленного и гражданского строительства
по технологии строительного производства
Технологическая карта монтажа стеновых панелей и оконных блоков одноэтажного промышленного здания
2. Объёмно-планировочное решение
Проектное здание — одноэтажное, каркасное, промышленного назначения сплошной застройки. Здание прямоугольной формы в плане. Состоит из двух цехов.
Здание без мостовых кранов с подвесным объемно — транспортным оборудованием. Здание с естественным освещением, которое осуществляется через ленточные оконные проемы по продольным сторонам здания, расположенные в два яруса. Высота яруса остекления 4200 мм и 2400 мм.
В торцевых стенах предусмотрены ворота для въезда в здание шириной 3,6 м и высотой 3,6 м
Для отвода от стен здания атмосферных и талых вод по периметру здания с наружной стороны предусмотрена асфальтобетонная отмостка шириной 1 м и уклоном 3-5 %. Перед воротами запроектированы бетонные съезды — пандусы длиной 5 м. Состав кровли — см. разрез 1-1.
Пол промышленного здания состоит из следующих слоев:
— бетон М 100- 150 мм
— асфальтобетон — 25 мм
Размеры вертикальных швов: ширина 20 мм, горизонтальных — 15 мм из цементно-песчаного раствора.
3. Конструктивное решение и конструктивные элементы
Конструктивная схема от промышленного здания современного типа — каркасная. Каркас образуется колоннами, защемленными в фундаментах и опирающимися на колонны плоскими элементами покрытия – балками 12 м, 18м.
Фундаменты под отдельные колонны каркаса дополняют монолитными ступенчатой формы. Они состоят из подколонника и плитной части (1 или 2 или 3 ступенчатая плита). Обрез фундамента располагается на 15 см от уровня чистого поля от 1 этажа. Для соединения с фундаментом колонна заводится в подколонник глубиной 75 см. Затем на бетонные столбики, называемые приливы укладывают фундаментные балки, на которые опирают цокольные стеновые панели.
Колонны каркаса выполняют из железобетона и зависимости от величины нагрузок от мостовых кранов, они могут быть сплошного сечения или двухветвявые.
Сплошные колонны прямоугольного сечения применяют в зданиях без мостовых кранов высотой 4-14м.
По месторасположению здания колонны бывают крайние и средние. К крайним колоннам с наружной стороны прикрепляют стеновые панели. Эти колонны двух видов: основные и фахверковые.
Основные колонны располагают по крайним продольным осям и они воспринимают нагрузки от элементов покрытия от мостовых кранов и вес стеновых панелей.
Фахверковые колонны устанавливают в торцах здания и они служат только для крепления к ним стеновых панелей.
Средние колонны располагают по средним осям здания, если средние колонны имеют поперечное сечение меньше, чем 600 мм. Направление опирания на них балок или ферм покрытия, то в верхней зоне они имеют кольцонные расширение до 600мм.
Плоские элементы покрытия разделяются на балки и фермы.
Балка — это конструктивная загружаемая по всему пролету.
Плиты покрытия — это ребристые плиты, размерами 3 на 6 м, высотой 0,3м. Для обеспечения устойчивости покрытия в процессе эксплуатации здания, каждая плита приваривается в не менее 3 точках к закладным деталям верхнего пояса балок или ферм. Затем тщательно замолачиваются продольные швы между всеми плитами покрытия.
Стены представляют собой навесные панели из легких бетонов одну-, двух-, трехслойной конструкции толщиной 200-300 мм. Швы между панелями демонитизируются упругими прокладками или демонитизирутощими мастиками. При навесных панелях сплошное ленточное сцепление в 1-2 яруса. Ярусы остекления должны быть кратны величине 0,6м. Кровля — это многослойная, рулонная с внутренним водостоком и устраивается путем последовательной укладки по настилу покрытия слоя пароизоляция утеплителя, стяжки из цементно-песчаного раствора и водонепроницаемого ковра, из нескольких слоев рубероида по битумной настилки.
4. Определение объемов работ
Определение объемов работ выполняется на основании конструктивных схем и ведомости монтажных элементов табличной форме (таблицы №1 и №2).
Таблица №1. Ведомость монтажных элементов
| Сокращенная марка | Марка по каталогу | Количество, шт | Эскиз | Масса, т | |
| ПС-1 | ПС600. 12.20.-Я-I | 0,108 | |||
| Ворота | 4 |
| 1 |

Таблица №2. Сводная ведомость объемов работ
| № | Наименование работ | Ед. изм. | Объем | Формула расчета | Прим |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1 | Пр1Т1(7) | ||||
| 4 | Уплотняющие прокладки | 1 т | 1,44 | (200*7,2)/1000=1,44 | Пр1Т2(7) |
| 5 | Полиизобутиленовая мастика | 1 т | 1,008 | (200*5,04)/1000=1,008 | Пр1Т2(7) |
| 6 | Оцинкованное железо | 1 т | 0,2798 | 36*3*2*0,00055*7850*0,3/1000=0,2798 | Пр1Т2(7) |
| 7 | Электросварка стыков стеновых панелей | 10 м | 12,8 | 0,64*200/10=12,8 | Пр1Т2(7) |
| 8 | Ворота | 100 т | 0,04 | 4*1000/100000=0,04 | Пр1Т1(7) |
| 9 | Зачеканка и расшивка швов панелей стен снаружи здания | 10 м | 168,96 | 29,76+139,2=168,96 | Е4-1-28 п.4 |
| 10 | Объем бетона для заделки швов стеновых панелей | м3 | 10,12 | (0,023*200)*2200/1000 = 10,12 | |
| 11 | Конопатка швов оконных блоков снаружи здания | 10 м | 34,32 | (145,2+198)/10 = 34,32 | Е4-1-28 п.1 |
5. Выбор метода производства монтажных работ
Метод монтажа – дифференцированный. Здание монтируется в 1 захватку. Монтаж ведется в 3 проходки монтажного крана. При первой проходке крана устанавливают только колонны после их выверки и закрепления, при второй фермы, балки покрытия и плиты покрытия, при третьей проходке устанавливают стеновые панели. Монтаж стеновых панелей можно начинать только после окончании работ по монтажу несущих конструкций здания. При больших объемах работ целесообразно монтировать стены 3 потоками. Первый поток монтирует нижнюю часть стен до уровня оконных проемов; второй простенки и оконные блоки; третий стены от верха до оконного проема до конца. При установке стеновых панелей используется дифференцированный метод монтажа.
6. Выбор монтажных приспособлений
При производстве монтажных работ используются грузозахватные и крепежно-выверочные приспособления. Выбор монтажных приспособлений выполняется в табличной форме (Таблица 3). Т.к. здание выполняется из унифицированных конструкций, то пользуемся типовой оснасткой. После окончания монтажа несущего каркаса здания начинают монтировать наружные стеновые панели и переплеты. Это самостоятельный комплексный процесс, выполняемый отдельным потоком и специальным оборудованием. Стеновые панели монтируют с транспортных средств с помощью двухветвевого стропа (ТЗ п1). Затем панели выверяют и окончательно закрепляют после установки, снимают строп. При установке панелей используют 2 люльки (ТЗ пб), подвешиваемые с наружной и внутренней сторон здания. Для обеспечения безопасности при работе на высоте применяется временное ограждение крупнопанельных плит(ТЗ п4) и страховочного пояса (ТЗ п9). Для работы на высоте используют приставные или навесные подмости. Переплет остекления можно устанавливать самостоятельным потоком после окончания монтажа остекления или в одном потоке с ним.
Таблица №3. Приспособления для монтажа сборных конструкций
| Наименование приспособления, кем разработано | Эскиз | Грузоподъемность, т | Вес, т | Расчетная высота, м |
| 1. Двухветвевой строп 2СК |  | 10 | 0.06 | 4.5 |
| 2. Монтажная площадка с лестницей 2 шт |  | — | — | — |
| 3. Емкость для содержания бетона объемом 0,25 м3, 10 шт |  | — | — | — |
| 4. Временное ограждение крупнопанельных плит |  | — | — | — |
| 5. Страховочный пояс для работы на высоте |  | — | — | |
| 6. Люльки для работы на высоте |  | — | 0,05 | — |
7. Определение трудоемкости и продолжительности монтажных работ
Основным документом, определяющим затраты труда, стоимости и продолжительности работ, является калькуляция, которая выполняется на основании ЕНиР. Объемы работ берутся из таблиц №1, №2.
Таблица №4. Калькуляция трудозатрат и заработной платы
Источник
Технологические указания по сварке узлов примыканий сборных железобетонных конструкций для зданий серии 1.090.1-1
Министерство строительства
в северных и западных районах СССР
Проектно-технологический институт
ТЕХНОЛОГИЧЕСКИЕ УКАЗАНИЯ ПО СВАРКЕ УЗЛОВ ПРИМЫКАНИЙ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ДЛЯ ЗДАНИЙ СЕРИИ 1.090.1-1
РАЗРАБОТАНЫ: Проектно-технологическим институтом Минсевзапстроя СССР
директор института А.С. Туркин
заведующий отделом внедрения передового опыта в строительстве А.К. Корягин
Руководитель темы Г.Г. Бисерова
СОГЛАСОВАНЫ: с главным управлением механизации, энергетики и транспорта Минсевзапстроя СССР
Заместитель начальника управления Н.Н. Садовский
УТВЕРЖДЕНЫ: Главным научно-техническим управлением Минсевзапстроя СССР 27 мая 1988 г.
заместитель начальника управления К.Н. Рыбчинский
Министерство строительства
в северных и западных районах СССР
Проектно-технологический институт
ТЕХНОЛОГИЧЕСКИЕ УКАЗАНИЯ ПО СВАРКЕ УЗЛОВ ПРИМЫКАНИЙ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ДЛЯ ЗДАНИЙ СЕРИИ 1.090.1-1
2. Требования к сборке и сварке узлов сопряжений железобетонных конструкций
3. Требования к сварочному оборудованию, сварочным материалам
4. Контроль качества сварки
5. Техника безопасности и противопожарные мероприятия при производстве электросварочных работ
6. Технологические карты на сварку узлов примыканий сборных железобетонных конструкций для зданий серии 1.090.1-1
7. Монтажные детали (альбомы серии 1.090.1-1, выпуски 7-1, 8-1)
8. Оборудование, приспособления, инструменты
1. Общая часть
Настоящие «Технологические указания» предназначены для закладных и соединительных деталей узлов примыканий сборных железобетонных конструкций межвидового применения для крупнопанельных общественных зданий и вспомогательных зданий промышленных предприятий серии 1.090.1-1 и являются обязательным документом при ведении сварочных работ.
Сварка узлов примыканий железобетонных конструкций представлена на технологических картах проекта, которые разработаны по рабочим чертежам ЦНИИЭП торгово-бытовых зданий и туристских комплексов (1984 г. выпуск 7-1) с учетом требований СНиП 2.03.01-84, ГОСТ 5264-80, ГОСТ 14098-85, ГОСТ 10922-75, СНиП II-23-81.
В картах указаны последовательность сварочных работ, способы сварки, сварочные материалы, оборудование и режим сварки. Первая строка режимов приведена для полуавтоматической сварки самозащитной проволокой, вторая — для ручной электродуговой сварки.
Режимы сварки в картах указаны для производства работ при положительной температуре окружающего воздуха. При отрицательной температуре силу тока следует повышать на 5 % на каждые 10 ° С понижения температуры воздуха.
Расход сварочных материалов определен, по ВСН 66-045-83 с учетом коэффициентов расхода: для электродов -1,64 и для сварочной проволоки -1,1 (Инф. письмо № 16/1599 ИЭС им. Е.О. Патона «О коэффициентах расхода сварочных и наплавочных материалов»).
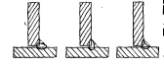
Обозначения сварных швов на чертежах технологических карт приняты с учетом требований ГОСТ 2.312-72.
— видимый угловой шов таврового соединения, где ГОСТ 5264-80 — обозначение стандарта на типы и конструктивные элементы швов сварных соединений;
T 1 — буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы сварных соединений;
6 — размеры катета согласно стандарту на типы и конструктивные элементы швов сварных соединений;
50 — размер длины провариваемого участка;
— то же, невидимый шов
2. Требования к сборке и сварке узлов сопряжений железобетонных конструкций
2.1. Сборка железобетонных элементов должна выполняться с учетом требований СНиП 2.03.01-84 «Бетонные и железобетонные конструкции».
2.2. Наружные поверхности закладных деталей железобетонных элементов и монтажных деталей перед сваркой должны быть очищены от бетона, ржавчины, грязи, масла, краски и других загрязнений с помощью молотка, зубил и металлических щеток.
2.3. Стальные элементы закладных деталей, собираемые внахлестку, должны плотно прилегать друг к другу. Применение вставок, не предусмотренных проектом, не допускается.
2.4. Собранные под сварку узлы сопряжений должны скрепляться прихватками. Прихватки следует выполнять в пределах расположения сварных швов длиной 15-20 мм, высотой 4-6 мм. Количество прихваток должно быть не менее двух в соединяемом элементе.
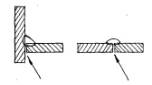
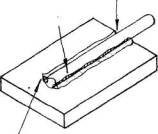
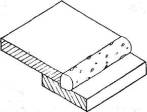
2.5. Сварные швы должны иметь нормальные очертания, близкие в сечении к форме равнобедренного треугольника, или вогнутые. Наплавка выпуклых швов не рекомендуется.
2.6. При ручной дуговой сварке зажигать и обрывать дугу необходимо в границах шва. Кратеры следует заваривать, оставляя электрод неподвижным до обрыва дуги или совершая электродом обратное движение в сторону наложенного шва.
2.7. Полуавтоматическую сварку открытой дугой проволокой сплошного сечения без дополнительной защиты можно применять взамен ручной дуговой сварки для соединения плоских элементов закладных и соединительных деталей между собой.
2.8. Полуавтоматическую сварку проволокой ЭП-439 можно выполнять во всех пространственных положениях. Перёд началом сварки 10-20 мм, которые должны выдерживаться и в процессе сварки. После возбуждения дуги сварочную проволоку следует равномерно перемещать вдоль линии сварки. Сварку соединений с катетом швов до 10 мм при выполнении в нижнем и вертикальном положении следует производить за один проход без колебаний или с поперечными колебаниями сварочной проволоки. При заварке кратера вылет сварочной проволоки рекомендуется увеличить до 30-40 мм.
2.9. Свариваемая поверхность и рабочее место сварщика должны быть ограждены от атмосферных осадков, сильного ветра и сквозняков. При температуре наружного воздуха минус 15°С и ниже рекомендуется иметь вблизи рабочего места сварщика устройство для обогрева рук.
2.10 При выполнении сварки при отрицательных температурах необходимо выполнять следующие требования:
а) тщательно удалить влагу и снег на расстоянии не менее 0,8 м от места сварки и просушить зону сварки с помощью горелок;
б) применять последовательность наложения сварных швов, обеспечивающую минимальные внутренние напряжения в зоне шва;
в) тщательно заварить катеты и замыкающие участки швов, проверять выполнение прихваток на отсутствие непроваров и трещин, при наложении прихваток не допускаются удары по соединяемым узлам;
г) Дефектные участки шва удалять воздушно-дуговой или газокислородной строжкой. Заварку дефектных участков осуществлять электродами малого диаметра (3-4 мм) с предварительным подогревом.
3. Требования к сварочному оборудованию, сварочным материалам
3.1. Для выполнения сварочных работ при монтаже сборных железобетонных конструкций рекомендуются серийно выпускаемые промышленностью сварочные полуавтоматы, а именно А-1530, A-1197, ПДО-517УЗ, поставляемые комплектно со сварочными преобразователями ПСГ-500, ПСУ-500 или выпрямителями ВС-500, ВДУ-505УЗ, ВДУ-504.
3.2. Для ручной дуговой сварки используются трансформаторы типа ТД-306У2, ТДМ-317У2, ТДМ1-401У2, ТДМ-503, выпрямители ВД-401УЗ, ВД-301.
С целью улучшения показателей использования оборудования предпочтение следует отдавать универсальным источникам тока ВДУ-504, ВДУ-5О5УЗ, ПСУ-500, позволяющим выполнять как полуавтоматическую, так и ручную сварку.
3.3. Для выполнения сварочных работ при монтаже железобетонных конструкций, сварочное оборудование следует размещать в закрытом контейнере, который можно переносить краном к месту производства работ. В контейнере целесообразно размещать сварочный полуавтомат типа ПД0-517УЗ или A-1530, источник питания типа ПСУ-500 или ВДУ-504, тележку для перемещения полуавтомата, приспособление для намотки и очистки сварочной проволоки, кассету для смотки и намотки сварочного кабеля, печь для прокалки электродов и флюса, верстак слесарный.
3.4. Кроме указанного оборудования рабочее место сварщика должно быть укомплектовано инструментом и приспособлениями.
3.5. Для ручной дуговой сварки монтажных узлов примыканий следует применять сварочные электроды в соответствии с ГОСТ 9467-75. Размеры электродов и общие технические требования, предъявляемые к ним, должны соответствовать ГОСТ 9466-75.
3.6. Узлы сопряжений, в которых закладные и монтажные детали изготовлены из листового или профильного проката из стали ВСт3, должны свершаться электродами типа Э46, Э46А. Узлы сопряжений, в которых есть выпуски арматурных стержней, должны свариваться электродами типа Э42А.
3.7. Для полуавтоматической сварки открытой дугой применяют сварочную проволоку сплошного сечения ГОСТ 2246-70, марка Св-15ГСТЮЦА (ЭП-439) диаметром 1,6-2,0 мм.
3.8. Электроды и сварочная проволока должны иметь сертификат завода-изготовителя. Применение сварочных материалов, не имеющих сертификатов, не допускается. Поверхность сварочной проволоки сплошного сечения должна быть свободна от заусенцев, а сама проволока — от резких переломов или перегибов; допускается наличие тонкого слоя окисной пленки, не перешедшей в ржавчину.
3.9. На строительную площадку сварочные материалы доставляются в водонепроницаемой упаковке завода-изготовителя, рассортировываются по маркам и диаметрам и хранятся в сухом, теплом помещении при температуре 18-25 °С
3.10. При длительном (более трех месяцев) хранении на складе или хранении более 5 суток на месте производства сварочных работ электроды следует подвергнуть прокалке в электрической печи при температуре 180-200 °С в течение часа даже при отсутствии визуально заметной влажности покрытия. Прокалка сварочных материалов обязательна при обнаружении влажности покрытия, а также пористости швов, независимо от срока хранения сварочных материалов.
4. Контроль качества сварки
4.1. Контроль качества сварных соединений должен осуществляться лицом, которому это поручено приказом, результаты контроля качества сварки заносятся в журнал сварочных работ и контролируются начальником участка не реже одного раза в декаду, о чем делаются записи в журнале.
4.2. Контроль качества сварки производится в три этапа:
— входной контроль основных и сварочных материалов, железобетонных конструкций и монтажных деталей;
— операционный контроль сварных соединений в процессе сборки и сварки;
— приемочный контроль сварных соединений в соответствии с требованиями проектов, ГОСТов, СН, СНиП, принятой технологии выполнения сварочных работ.
4.3. Прораб или мастер, которым поручено контролировать качество сварных соединений на строящемся здании, должны проверять:
а) перед сваркой:
исправность сварочного оборудования;
защита рабочего места от атмосферных осадков;
обеспеченность сварщика необходимым инструментом
(металлической щеткой, зубилом и молотком);
качество и соответствие сварочных материалов ГОСТу;
подбор оптимальных режимов сварки;
б) в процессе сварки:
режим сварки (напряжение дуги, сила тока, скорость подачи сварочной проволоки);
технику и технологию выполнения сварки (последовательность наложения швов;
направление сварки, угол наклона электрода);
зачистку сварных швов от шлака и окалины;
простановку клейма сварщика;
качество сварных швов.
4.4. К качеству сварных швов, выполняемых полуавтоматической и ручной дуговой сваркой, предъявляются следующие требования:
сварные швы должны иметь гладкую или мелкочешуйчатую поверхность (без наплывов, прожогов, сужений, перерывов) и плавный переход к основному металлу;
сварные швы должны соответствовать размерам, указанным в проекте;
наплавленный металл должен быть плотным по всей длине, не иметь трещин, скоплений поверхностных пор;
подрезы основного металла допускаются на глубину не более 0,5 мм при толщине металла от 4 до 10 мм и не более 1 мм при толщине металла более 10 мм все кратеры должны быть заварены.
4.5. Все старые узлы, закрываемые в процессе монтажа последующими конструкциями, подлежат приемке по акту на скрытые работы.
Дефекты сварных швов, причины их образования и способы устранения
Дефекты сварного шва, выявленные визуально, или замером шаблонами
Причины образования и способы устранения дефектов
Неравномерное сечение шва
1. Низкая квалификация сварщика.
2. Неправильный режим сварки.
Подварка дефектных участков в соответствии с проектными размерами

1. Низкая квалификация сварщика
2. Неправильный наклон электрода или держателя.
Дефектные места сварного шва подварить
1. Резкий обрыв дуги.
2. Большая сила тока или напряжения
Режим сварки отрегулировать.
Несоответствие размеров, предусмотренных проектом
1. Низкая квалификация сварщика
Ослабленные швы заварить
Непровар корня шва
1. Неправильная сборка деталей под сварку.
2. Неправильный режим сварки.
Удалить дефектное место, разделать кромки и повторно заварить
1. Незаверенный кратер, глубокие подрезы
2. Завышены скорость сварки и сила сварочного тока.
Трещины необходимо засверлить по концам, вырубить и заварить
Наплавы или натеки
1. Большая сила тока.
2. Неправильный наклон электрода или держателя.
Участки наплывов необходимо удалить, затем подварить сварной шов
Подрезы при сварке арматуры с плоскими элементами проката
1. Большая сила тока и высокое напряжение дуги.
2. Неправильный наклон электрода или держателя.
Подварить путем наложения ниточного шва
Пористость в шлаковые включения
1. Металл, не очищенный от масла, ржавчины, грязи.
2. Грязная поверхность сварочной проволоки.
3. Большая скорость сварки.
4. Сварка длинной дугой.
Дефектные места вырубить и вновь заварить.
Электроды перед сваркой просушить.
Металл очистить от ржавчины, грязи и пр.
Очистить сварочную проволоку от ржавчины и загрязнений
5. Техника безопасности и противопожарные мероприятия при производстве электросварочных работ
5.1. При производстве электросварочных работ на строительной площадке необходимо руководствоваться положениями СНиП III-4-80 «Техника безопасности в строительстве».
5.2. К производству электросварочных работ допускаются рабочие не моложе 18 лет, прошедшие медицинское освидетельствование, получившие удостоверения (допуски) на право производства работ и обучение правилам техники безопасности.
5.3. Включать в электросеть и отключать от нее сварочное оборудование, а также ремонтировать его должны только электромонтеры. Электросварщикам эти операции производить запрещается. Подключение сварочного аппарата к питающей сети должно быть осуществлено через индивидуальный рубильник проводом соответствующего сечения согласно инструкции по эксплуатации сварочного агрегата.
5.4. Сварочное оборудование, а также свариваемые конструкции должны быть заземлены. Сварочные провода не должны иметь повреждений изоляции и соединений скруткой. Места соединений должны иметь медные наконечники и скрепляться болтами, которые тщательно изолируются.
5.5. Со стороны низкого напряжения к сварочному оборудованию должны быть подключены провода сечением 50-70 мм 2 марки ПРГД. Запрещается подавать напряжение на свариваемое изделие через систему последовательно соединенных металлических стержней, трубок, рельсов и других предметов.
5.6. Выполнять сварочные работы на высоте с лесов, подмостей, люлек разрешается только после проверки этих устройств руководителем работ, а также после принятия мер против загорания настилов и падения расплавленного металла на работающих или проходящих внизу людей. Электросварщики должны быть обеспечены проверенными и испытанными предохранительными поясами, без которых они не допускаются к производству работ, причем цепи поясов должны быть изолированы резиновыми и брезентовыми рукавами.
5.7. Во избежание получения ожогов от брызг расплавленного металла, а также теплового и светового излучения сварщику надлежит защищать открытие места тела спецодеждой, спецобувью, а также для зашиты лица и глаз использовать щиток или маску с защитным светофильтром С. Выбор светофильтров производится в зависимости от силы тока: 60-150А(С-5), 150-275А(0-6), 275-350А(0-7), 350-600A(0-8).
5.8. Производить работы под открытым небом во время дождя, грозы, сильного снегопада и ветра (более 5 м/с) запрещается.
5.9. К работе с аппаратурой для кислородной резки допускаются только рабочие, прошедшие специальное обучение правилам техники безопасности и имеющие удостоверение на право производства работ.
5.10. После окончания работы необходимо тщательно проверить рабочее место, а также нижележащие площадки и этажи с целью обнаружения открытых очагов загораний, устранить нарушения, могущие привести к возникновению пожара.
6. Технологические карты на сварку узлов примыканий сборных железобетонных конструкций для зданий серии 1.090.1-1
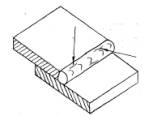
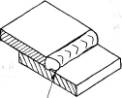
Крепление наружных стеновых панелей между собой
Источник



