- Установка для монтажа — демонтажа пятников вагонов с клепатором пятника УСПП
- Конструктивное устройство установки для обеспечения технологического ремонта пятника
- Особенности функционирования установки для снятия пятника
- Этапы работы
- Станция для монтажа и демонтажа BGA и других SMD радио компонентов
- Описание конструкции
- Настройка
- Рекомендации
- Ремонтные станции печатных плат
- Ремонтная станция ZM-R6200
- Ремонтная станция PDR
- Ремонтная станция ZM-R730
- Автоматическая станция монтажа BGA компонентов ZM-R8650
- Ручная станция для монтажа BGA компонентов ZM-R5860C
- Паяльные станции
- Паяльная станция MS 900
- Паяльная станция AT315DH
Установка для монтажа — демонтажа пятников вагонов с клепатором пятника УСПП



| Модель | Тип привода | Номин. грузопод., кН (кгс) | Высота подъёма, мм | Номин. давление в гидро- системе, МПа (кгс/см2) | Усилие на штоке съёмника, кН (тс) | Ход штока съёмника, макс., мм | Давление пневмо- сети, МПа (кгс/см2) | Ширина железно- дорожной колеи, мм | Попер. перемещ. съёмника от среднего полож., мм | Усилие на рукоятке попереч. перемещ., Н, не более | Вес, кг | Габариты (ДxШxВ), мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| УСПП-1П | пневмо- гидра- влический | 5,7 (565) | 810 | 70 (714) | 420-504 (42,0-50,4) | 30 | 0,5. 0,6 (5-6) | 1520/1435 | ± 145 | 50 | 625 | 1745x1670x2250 |
| УСПП-1Э | электро- гидра- влический | 5,7 (565) | 810 | 70 (714) | 420-504 (42,0-50,4) | 30 | 0,5. 0,6 (5-6) | 1520/1435 | ± 145 | 50 | 625 | 1745x1670x2250 |
Установка серии УСПП, предназначена для демонтажа и монтажа пятника и позволяет быстро, эффективно осуществить ремонтную операцию. Пятник – деталь, посредством которой рама вагонного кузова опирается на подпятник ходовой тележки. Поэтому возможность быстро снять отработавший пятник и заменить его с помощью разогретых заклепок на новый или отремонтированный – важный аспект в обеспечении технической пригодности грузовых вагонов. Установка работает в тандеме с мостовым краном или кран-балкой.
Конструктивное устройство установки для обеспечения технологического ремонта пятника
- Рама, оснащенная четырьмя колесами для передвижения по рельсам.
- Две пары стоек Х-образной формы, один конец которых шарнирно соединен с рамой, а второй линейно перемещается по ней. На верхних концах стоек располагается каркас.
- Гидроцилиндр привода стоек.
- Опора, зафиксированная на каркасе, с винтовым механизмом для поперечного передвижения. Винтовой механизм оборудован ручным приводом. На опоре устанавливается поворотный стол с упорами и гидравлическим съемником.
- Насосная станция – гидравлическая с пневмоприводом.
- Гидрораспределитель.
- Гидравлический клепатор.
В комплект также входят: рукава высокого давления, пакет технической и эксплуатационной документации, сертификат соответствия.
Особенности функционирования установки для снятия пятника
Этапы работы
- Насос гидравлической станции направляет рабочую жидкость по очереди в гидроцилиндры – стоек для поднятия и опускания поворотного стола, съемника, скобы.
- Распределительное устройство, включающее три регулировочных крана, управляет потоками рабочей жидкости.
- С помощью гидравлического съемника осуществляется демонтаж вышедшего из строя пятника.
- Гидравлический цилиндр, обеспечивающий перемещение поворотного стола вверх-вниз, создает надежное поджатие к раме устанавливаемого пятника при клепке.
Установка серии УСПП значительно облегчает ремонт пятника грузового вагона, снижая физические усилия и улучшая качество результата.
ЗАО «Энерпром-Инжиниринг» – эксклюзивный изготовитель этого вида оборудования. Для уточнения сроков производства, способов доставки по России и в страны СНГ и цены позвоните по телефонам 8 800 777-17-35, +7 495 411-60-04, +7 495 657-99-56, свяжитесь с консультантом на сайте или посетите наш офис в Москве.
2022 © ЗАО «Энерпром-Инженерные решения».
Адрес: Москва, ул. Костякова, д. 12.
Служба продаж: 8 800 777-17-35, +7 495 411-60-04.
Источник
Станция для монтажа и демонтажа BGA и других SMD радио компонентов
При ремонте материнских плат настольных компьютеров, ноутбуков, а в последнее время сложной радиоэлектронной аппаратуры, спаянной бессвинцовым припоем, имеющим температуру плавления 230 С, не обойтись без специальных приспособлений.
На рынке предоставлено довольно много подобных устройств, от дорогих, которые не по карману небольшой мастерской, до дешёвых, китайских предназначенных максимум поджарить тост, но выход тем не менее есть — собрать станцию самому.
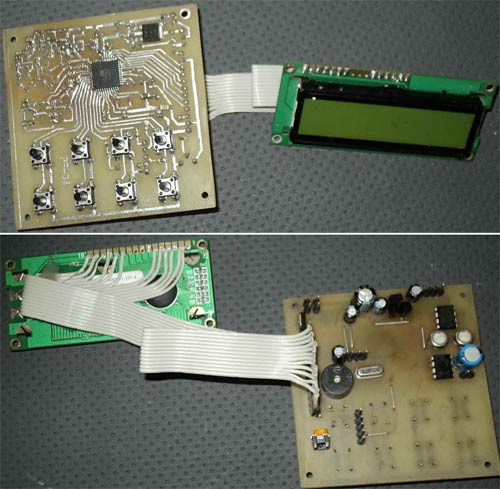
Описание конструкции


Каркас ( 370*330) мм нижняя часть и (330*330) мм верхняя часть, высотой 80 мм, сварен из метало-профильной трубы (15*15) мм, в середину помещён поддон из нержавеющей стали, (300*300) мм, с бортами 30 мм, в котором размещены девять кварцевых трубок (диаметром 10 мм и длинной 24,5 мм). В трубки продеты три спирали (мощность каждой 1КВт) , которые соединены параллельно. Для работы с небольшими платами ,одна спираль сделана коммутируемой . Трубки закреплены на болтах (3*25мм), вставленных в отверстия, просверленные в поддоне (на расстоянии 35 мм друг от друга и от края 40 мм) стальной вязальной проволокой (0,8 мм), расстояние между трубками и поддоном 10 мм. Для исключения прогиба сетки, между каждыми двумя трубками ,установлены поперечные опоры из нержавейки .Сверху поддон накрыт стальной решёткой ( диаметр очка 5 мм). Держатель верхнего нагревателя сделан из старого фотоувеличителя. Отражатель сделан из нержавеющей стали( 80*80*40) мм. Нагреватель состоит из четырёх кварцевых трубок (длинна 65 мм., диаметр 10 мм) скрученных вместе вязальной проволокой. Между трубками установлены шесть болтов( 3*50мм), для крепления к отражателю. Сквозь трубки продета нагревательная спираль (мощность 500 Вт). Перед установкой спирали следует разделить на равные части, для нижнего нагревателя на три, а для верхнего на четыре.
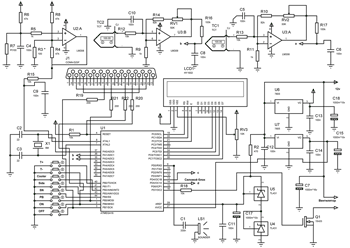
Управление нагревателями осуществляется контроллером, собранном на одно кристальном микроконтроллере ATMEL ATMEGA16. Программа написана на С для CVAVR, прошить микроконтроллер можно программой PonyProg, с помощью программатора состоящего из 4-х резисторов, подключённых к LPT порту компьютера.
Управляющие данные снимаются платиновым терморезистором Pt100 установленным в зоне пайки, и двумя термопарами, одна крепится к трубке нижнего нагревателя, установка второй не принципиальна, (например контроль температуры платы вне зоны пайки).
С усилителей термопар и терморезистора, собранных на двух операционных усилителях LM358 (следует иметь в виду, что усилитель LM358 может имеет разбаланс по каналам), сигналы подаются на входы АЦП контроллера ATMEGA16. Управляющий ШИМ сигнал, через оптосимисторы MOC3041 подаётся на мощные симисторы, к выходам которых подключены нагревательные спирали.

Питается контроллер от любого блока питания 12V 1A.
Аналоговая и цифровая части контроллера питаются от двух стабилизаторов LM7805. Источник опорного напряжения для АЦП собран на двух регулируемых стабилитронах TL431 (можно заменить на один ref195, транзистор 15n03, управляющий включением вентилятора,на любой n канальный с управлением логическим уровнем ток не менее 0.5А). Кварцевый резонатор и конденсаторы С2,С3 можно не устанавливать.
Управление режимами контроллера осуществляется с помощью клавиатуры: кнопки ON и OFF предназначены для включения и выключения рабочих режимов; Т+ и Т- для оперативного изменения пред заданных значений ;Pb и Sn для выбора одного из двух термопрофилей; Cooler — включение вентилятора; SD включение отдельно верхнего нагревателя, отдельно нижнего, либо обоих сразу.
Термопрофиль имеет две режима, подогревный (только нижний нагрев) и основной (нижний поддерживает, а верхний доводит температуру до нужной) которые можно корректировать в процессе работы. Для быстрого охлаждения платы используется вентилятор на рабочее напряжение 12v, который включается вручную кнопкой Cooler, а выключается при снижении температуры ниже 40 С.
Для установки пред заданных значений, необходимо удерживать кнопку PB нажатой, в течении 5 сек. Кнопка Cooler — следующий пункт, изменение значения Т+ и Т-.
Настройка
При первом включении, значения необходимо выставить согласно пунктам приведённым ниже, следует учесть, что прошлое значение не стирается, а меняется на новое, например при переходе с 10 на 9 на индикаторе будет 90, фактически 9, ноль останется от предыдущего значения.
Пункты меню:
1. Sensor — 2 Выбор основного датчика для работы без профиля: 1 — терморезистор,2 — термопара.
2. Set value -100 Температура работы без профиля.
3. POWER1 -1 Подогревная мощность профиля 1-5 .
4. POWER2 -2 Мощность основной фазы 1-5 .
5. D+TEMP — 3 Корректировка значения температуры.
6. D*Temp- 1.7 Корректировка шкалы, шаг 0.01.
7. PB VAL 1 — 100 Подогревная температура профиля PB.
8. PB VAL 2 — 190 Основная температура PB
9. SN VAL 1 — 130 Подогревная температура профиля SN.
10. SN VAL 2 — 235 Основная температура SN
Следующее нажатие кнопки Cooler переведёт контроллер в рабочий режим.
Для настройки нужен образцовый термометр, например китайский тестер.
Настройка шкалы производится следующим образом: устанавливаем неисправную плату на нагреватель , наносим на неё каплю термопасты, в термопасту устанавливаем термопару тестера(Т) и терморезистор контроллера(К), проверяем совпадение температур. Подбором резистора R3 добиваемся разницы в показаниях Т и К 5-7 С. Далее производим цифровую корректировку изменением значений D+TEMP и D*Temp:
1. Предположим показания Т-26, К-29 значит, D+TEMP нужно уменьшить на 3(29-26)
2. Включаем нагрев 100С
3. Проверяем совпадения температур предположим Т-87 К-100, D*Temp нужно увеличить, если Т>К D*Temp нужно уменьшить (подобрать значение чтоб показания совпали).
4. Увеличиваем температуру до 200С.
5. Проверяем совпадения температур, предположим Т-180 К-200, D*Temp нужно увеличить ,если Т>К D*Temp нужно уменьшить (подобрать значение чтоб показания совпали).
6. Даём остыть.
7. Повторяем пункты 1-6
Разница в несколько градусов не критична.
Следующий шаг, установка температуры плавления свинца PB VAL 2. Ставим терморезистор на плату содержащую свинцовый припой, доводим до плавления, запоминаем температуру, устанавливаем PB VAL 2.
Температура плавления беcсвинцового припоя SN VAL 2 устанавливается аналогично.
При совпадении температур сработает звуковой сигнал.
Значением POWER2 можно уменьшить инерцию выхода на режим, значением POWER1 время пред нагрева.
Назначение датчиков: R7- основной датчик, устанавливается сверху рядом с чипом; ТС2- устанавливается на трубку нижнего нагревателя; ТС1- для контроля нагрева платы вне зоны верхнего нагревателя (можно не устанавливать).

Рекомендации
Перед началом работы с ремонтируемой платы следует снять липкие наклейки, в связи с тем что они в процессе нагрева могут потянуть за собой мелкие детали. Элементы, которые не желательно нагревать, можно накрыть алюминиевой фольгой. Плата на нагреватель устанавливается на фторопластовых стойках диаметром 6мм и длинной 10мм. Снимать элементы можно без флюса, но при этом повредятся шары, для установки следует использовать хорошие флюсы, например FluxPlus.
Перед началом работы размещаем терморезистор рядом с чипом, сверху платы. Устанавливаем профиль кнопками Sn и Pb соответствующий типу припоя ремонтируемой платы Sn — без свинцовый t-235 С, PB — содержащей свинец t-190 С, и нажимаем кнопку ON. Нагрев имеет два этапа, в первом нижний нагреватель плавно доводит температуру до установленных значений: для PB «PB VAL 1», для SN «SN VAL 1», во втором нижний нагреватель поддерживает нагрев, а верхний доводит температуру до установленных PB VAL 2 или SN VAL 2, устанавливать температуру выше 240 С не стоит. При достижении заданной температуры включается звуковой сигнал. Для разных плат температура плавления может различаться, в связи с этим, перед снятием чипа нужно, лёгким покачиванием, убедиться что шары «поплыли», можно немного подкорректировать температуру кнопками Т+ и Т-, манипуляции при высокой температуре необходимо выполнять как можно быстрей. Сняв чип нажимаем кнопку OFF для выключения нагревателей и кнопку CL, для включения вентилятора. После снятия чипа остатки припоя желательно удалить «плетёнкой». Перекатку (реболинг) шаров лучше проводить на шары со свинцом, для чего на жало паяльника наносится капля свинцового припоя и залуживается плата и чип, следует уделить особое внимание жалу паяльника, мощности паяльника и температуре, при неправильном подборе есть шанс сорвать токоведущие площадки, при работе с без свинцовым припоем плату можно подогреть нажав кнопку ON без выбора профиля, температура будет стабилизироваться (при значении Sensor = 2) по термопаре установленной на трубке нижнего нагревателя.
Ниже вы можете скачать архив с печатными платами в формате LAY, исходным кодом, прошивкой и скриншотами установки фьюзов
Источник
Ремонтные станции печатных плат
Ремонтная станция ZM-R6200

Ремонтная станция ZM-R6200 предназначена для монтажа/демонтажа компонентов поверхностного монтажа. Призматическая система позволяет осуществить высокоточное совмещение контактных площадок при монтаже компонентов со скрытыми выводами BGA и других сложных микросхем QFP или QFN. Система осуществляет нагрев компонента горячим воздухом по заранее заданному профилю. Измерение температуры осуществляется бесконтактными датчиками или термопарами. Система отлично подходит для ремонта печатных плат.
Ремонтная станция PDR

Ремонтная станция производства ф. PDR используют запатентованную технологию нагрева демонтируемого/монтируемого компонента сфокусированным инфракрасным лучом. Эта технология позволяет выполнять ремонт собранных изделий в соответствии с современными требованиями.Система не требует специальных насадок и газовой среды.
Простота в управлении, модульная конструкция и возможность усовершенствования позволяет использовать систему для 100% компонентов типа BGA поставляемых на рынке. Система обеспечивает высокий уровень контроля что необходимо для работы с разными типами компонентов включая SMD, BGA, CSP, QFN, Flipchip и для компонентов размером до 0201.
Системы может быть легко сконфигурированы в соответствии с вашими требованиями благодаря широкому выбору опций, тем самым обеспечивая быструю перенастройку и безопасную работу с различными типами компонентов без их перегрева и без перегрева печатной платы. Это обеспечивается благодаря передовой технологии разработанной ф. PDR в 1987 и успешно используемой более чем 3500 заказчиками по всему миру.
Ремонтная станция ZM-R730

Следующая в серии ZM ремонтная станция R730 также предназначена для монтажа/демонтажа компонентов поверхностного монтажа. Основным отличием от модели R6200 является большая рабочая область для работы с платами размером до 620 x 520 мм, а также данная ремонтная станция оснащается более мощными нагревателями.
Призматическая система позволяет осуществить высокоточное совмещение контактных площадок при монтаже компонентов со скрытыми выводами BGA и других сложных микросхем QFP или QFN. Система осуществляет нагрев компонента горячим воздухом по заранее заданному профилю. Измерение температуры осуществляется бесконтактными датчиками или термопарами. Система отлично подходит для ремонта печатных плат. Совмещение осуществляется с помощью микрометрических винтов.
Автоматическая станция монтажа BGA компонентов ZM-R8650

Установка ZM-R8650 является автоматической системой монтажа/демонтажа компонентов. Система осуществляет автоматическое совмещение выводов компонента с контактными площадками, монтаж и пайку по заданному профилю. Аналогичным образом может быть осуществлен демонтаж. Данная система подойдет для работы с BGA и другими прецизионными компонентами, где требуется высокая производительность.
Ручная станция для монтажа BGA компонентов ZM-R5860C

Ремонтная станция ZM-R5860C предназначена для ремонта печатных плат, а именно для монтажа демонтажа компонентов. Данная станция – является недорогим вариантов среди своих аналогов. Станция осуществляет нагрев горячим воздухом по заранее заданному профилю и позволяет работать с платами размером до 410 x 370 мм.
Паяльные станции
Паяльная станция MS 900

Ручные конвекционные ремонтные станции модели MS разработаны для решения задач локальной пайки поверхностно монтируемых компонентов. Позволяют как припаивать, так и удалять компонент с платы.
Благодаря широкому диапазону температуры нагнетаемого воздуха и точным регулировкам режима пайки позволяют монтажнику подобрать оптимальные настройки и добиться максимальной эффективности.
Ремонтная станция очень компактны, что немаловажно при оснащении рабочего места монтажника.
Паяльная станция AT315DH

Паяльная станция AT315DH предназначена для осуществления пайки SMD и THT компонентов. Мощность паяльника – 150 Вт. Температура на конце жала может быть настроена в диапазоне от 150 до 500 °С. Данная паяльная станция также отлично подойдет для ремонта печатных плат.
Ремонт печатных плат, как правило, происходит после этапа контроля и заключается в процедуре замены обнаруженных при контроле дефектных компонентов и микросхем. Для этого используются как специализированные установки монтажа/демонтажа микросхем, так и универсальные паяльные станции. Возможно проведение ремонтных операций вручную. Монтаж/демонтаж компонентов BGA вручную очень сложен и практически невозможен. Кроме того, использование ремонтных установок разного уровня позволяет снизить влияние субъективного фактора.
Универсальные паяльные станции позволяют проводить все виды необходимого ремонта и исправления технологических дефектов.
Источник



