- ВОЛС (волоконно-оптические линии связи)
- Преимущества ВОЛС
- Область применения ВОЛС
- Технологии соединения ВОЛС
- Сварка оптических волокон
- Склеивание оптических волокон
- Механическое соединение оптических волокон
- ВОЛС: типы оптических волокон
- Диагностика волоконно-оптических линий связи
- Примеры оборудования
- Оптоволоконные кабели связи. Как это делается
- Условная классификация
- Кабель для прокладки внутри зданий
- Небронированный канализационный кабель
- Бронированный канализационный кабель
- Кабель для укладки в грунт
- Подвесной самонесущий кабель
- Оптический кабель с тросом
- Подводный оптический кабель
- Производство
- Изготовление оптоволоконной нити
- Изготовление кабеля
- Вывод
ВОЛС (волоконно-оптические линии связи)
Самой высокой пропускной способностью среди всех существующих средств связи обладает оптическое волокно (диэлектрические волноводы). Волоконно-оптические кабели применяются для создания ВОЛС – волоконно-оптических линий связи, способных обеспечить самую высокую скорость передачи информации (в зависимости от типа используемого активного оборудования скорость передачи может составлять десятки гигабайт и даже терабайт в секунду).
Кварцевое стекло, являющееся несущей средой ВОЛС, помимо уникальных пропускных характеристик, обладает ещё одним ценным свойством – малыми потерями и нечувствительностью к электромагнитным полям. Это выгодно отличает его от обычных медных кабельных систем.
Данная система передачи информации, как правило, используется при постройке рабочих объектов в качестве внешних магистралей, объединяющих разрозненные сооружения или корпуса, а также многоэтажные здания. Она может использоваться и в качестве внутреннего носителя структурированной кабельной системы (СКС), однако законченные СКС полностью из волокна встречаются реже – в силу высокой стоимости строительства оптических линий связи.
Применение ВОЛС позволяет локально объединить рабочие места, обеспечить высокую скорость загрузки Интернета одновременно на всех машинах, качественную телефонную связь и телевизионный приём.
Преимущества ВОЛС
При грамотном проектировании будущей системы (этот этап подразумевает решение архитектурных вопросов, а также выбор подходящего оборудования и способов соединения несущих кабелей) и профессиональном монтаже применение волоконно-оптических линий обеспечивает ряд существенных преимуществ:
- Высокую пропускную способность за счёт высокой несущей частоты. Потенциальная возможность одного оптического волокна – несколько терабит информации за 1 секунду.
- Волоконно-оптический кабель отличается низким уровнем шума, что положительно сказывается на его пропускной способности и возможности передавать сигналы различной модуляции.
- Пожарная безопасность (пожароустойчивость). В отличие от других систем связи, ВОЛС может использоваться безо всяких ограничений на предприятиях повышенной опасности, в частности на нефтехимических производствах, благодаря отсутствию искрообразования.
- Благодаря малому затуханию светового сигнала оптические системы могут объединять рабочие участки на значительных расстояниях (более 100 км) без использования дополнительных ретрансляторов (усилителей).

- Информационная безопасность. Волоконно-оптическая связь обеспечивает надёжную защиту от несанкционированного доступа и перехвата конфиденциальной информации. Такая способность оптики объясняется отсутствием излучений в радиодиапазоне, а также высокой чувствительностью к колебаниям. В случае попыток прослушки встроенная система контроля может отключить канал и предупредить о подозреваемом взломе. Именно поэтому ВОЛС активно используют современные банки, научные центры, правоохранительные организации и прочие структуры, работающие с секретной информацией.
- Высокая надёжность и помехоустойчивость системы. Волокно, будучи диэлектрическим проводником, не чувствительно к электромагнитным излучениям, не боится окисления и влаги.
- Экономичность. Несмотря на то, что создание оптических систем в силу своей сложности дороже, чем традиционных СКС, в общем итоге их владелец получает реальную экономическую выгоду. Оптическое волокно, которое изготавливается из кварца, стоит примерно в 2 раза дешевле медного кабеля, дополнительно при строительстве обширных систем можно сэкономить на усилителях. Если при использовании медной пары ретрансляторы нужно ставить через каждые несколько километров, то в ВОЛС это расстояние составляет не менее 100 км. При этом скорость, надёжность и долговечность традиционных СКС значительно уступают оптике.

- Срок службы волоконно-оптических линий составляет полрядка четверти века. Через 25 лет непрерывного использования в несущей системе увеличивается затухание сигналов.
- Если сравнивать медный и оптический кабель, то при одной и той же пропускной способности второй будет весить примерно в 4 раза меньше, а его объём даже при использовании защитных оболочек будет меньше, чем у медного, в несколько раз.
- Перспективы. Использование волоконно-оптических линий связи позволяет легко наращивать вычислительные возможности локальных сетей благодаря установке более быстродействующего активного оборудования, причем без замены коммуникаций.
Область применения ВОЛС
Как уже было сказано выше, волоконно-оптические кабели (ВОК) используются для передачи сигналов вокруг (между) зданий и внутри объектов. При построении вешних коммуникационных магистралей предпочтение отдаётся оптическим кабелям, а внутри зданий (внутренние подсистемы) наравне с ними используется традиционная витая пара. Таким образом, различают ВОК для внешней (outdoor cables) и внутренней (indoor cables) прокладки.
К отдельному виду относятся соединительные кабели: внутри помещений они используются в качестве соединительных шнуров и коммуникаций горизонтальной разводки – для оснащения отдельных рабочих мест, а снаружи – для объединения зданий.
Монтаж волоконно-оптического кабеля осуществляется с помощью специальных инструментов и приборов.
Технологии соединения ВОЛС
Длина коммуникационных магистралей ВОЛС может достигать сотен километров (например, при постройке коммуникаций между городами), тогда как стандартная длина оптических волокон составляет несколько километров (в том числе потому, что работа со слишком большими длинами в некоторых случаях весьма неудобна). Таким образом, при построении трассы необходимо решить проблему сращивания отдельных световодов.
Различают два типа соединений: разъёмные и неразъёмные. В первом случае для соединения применяются оптические коннекторы (это связано с дополнительными финансовыми затратами, и, кроме того, при большом количестве промежуточных разъёмных соединений увеличиваются оптические потери).
Для неразъёмного соединения локальных участков (монтажа трасс) применяются механические соединители, клеевое сращивание и сваривание волокон. В последнем случае используют аппараты для сварки оптических волокон. Предпочтение тому или иному методу отдаётся с учётом назначения и условий применения оптики.
Сварка оптических волокон
Наиболее распространённой на сегодняшний день является технология сварки волокон.

Аппараты для сварки оптического волокна
Самое качественное соединение с минимальными потерями обеспечивает сваривание волокон. Этот метод используется при создании высокоскоростных ВОЛС. Во время сваривания происходит оплавление концов световода, для этого в качестве источника тепловой энергии могут использоваться газовая горелка, электрический заряд или лазерное излучение.
Каждый из методов имеет свои преимущества. Лазерная сварка благодаря отсутствию примесей позволяет получать самые чистые соединения. Для прочной сварки многомодовых волокон, как правило, используют газовые горелки. Наиболее распространенной является электрическая сварка, обеспечивающая высокую скорость и качество выполнения работ. Длительность плавления различных типов оптовых волокон отличается.
Для сварочных работ применяются специальный инструмент и дорогостоящее сварочное оборудование – автоматическое или полуавтоматическое. Современные сварочные аппараты позволяют контролировать качество сварки, а также проводить тестирование мест соединения на растяжение. Усовершенствованные модели оснащены программами, которые позволяют оптимизировать процесс сварки под конкретный тип оптоволокна.
После сращения место соединения защищается плотно насаживаемыми трубками, которые обеспечивают дополнительную механическую защиту.
Склеивание оптических волокон
Технология склеивания волокон применяется реже, в основном при производстве патч кордов и пигтейлов. Она включает несколько технологических операций. В частности, перед соединением оптические кабели проходят предварительную подготовку: в местах будущих соединений удаляются защитное покрытие и лишнее волокно (подготовленный участок очищается от гидрофобного состава). Для надёжной фиксации световода в соединителе (коннекторе) используется эпоксидный клей, которым заполняется внутреннее пространство коннектора (он вводится в корпус разъёма с помощью шприца или дозатора). Для затвердевания и просушки клея применяется специальная печка, способная создать температуру 100 град. С.
После затвердевания клея излишки волокна удаляются, а наконечник коннектора шлифуется и полируется (качество скола имеет первостепенное значение). Для обеспечения высокой точности выполнение данных работ контролируется с помощью 200-кратного микроскопа. Полировка может осуществляться вручную или с помощью полированной машины.
Механическое соединение оптических волокон

Ещё один метод сращивания элементов оптоволокна в единую линию ВОЛС – механическое соединение. Этот способ обеспечивает меньшую чистоту соединения, чем сваривание, однако затухание сигнала в данном случае всё-таки меньше, чем при использовании оптических коннекторов.
Преимущество этого метода перед остальными состоит в том, что для проведения работ используются простые приспособления (например, монтажный столик), которые позволяют проводить работы в труднодоступных местах или внутри малогабаритных конструкций.
Механическое сращивание подразумевает использование специальных соединителей – так называемых сплайсов. Существует несколько разновидностей механических соединителей, которые представляют собой вытянутую конструкцию с каналом для входа и фиксации сращиваемых оптических волокон. Сама фиксация обеспечивается с помощью предусмотренных конструкцией защёлок. После соединения сплайсы дополнительно защищаются муфтами или коробами.
Механические соединители могут использоваться неоднократно. В частности, их применяют во время проведения ремонтных или восстановительных работ на линии.
ВОЛС: типы оптических волокон
Оптические волокна, используемые для построения ВОЛС, отличаются по материалу изготовления и по модовой структуре света. Что касается материала, различают полностью стеклянные волокна (со стеклянной сердцевиной и стеклянной оптической оболочкой), полностью пластиковые волокна (с пластиковой сердцевиной и оболочкой) и комбинированные модели (со стеклянной сердцевиной и с пластиковой оболочкой). Самую лучшую пропускную способность обеспечивают стеклянные волокна, более дешёвый пластиковый вариант используют в том случае, если требования к параметрам затухания и пропускной способности не критичны.
По типу путей, которые проходит свет в сердцевине волокна, различают одно- и многомодовые волокна (в первом случае распространяется один луч света, во втором – несколько: десятки, сотни и даже тысячи).
- Одномодовые волокна (SM) отличаются малым диаметром сердцевины, по которой может пройти только один пучок света.
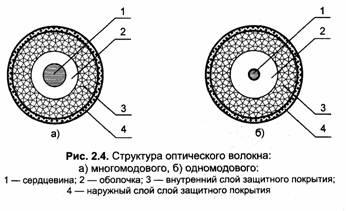
- Многомодовые волокна (MM) отличаются большим диаметром сердцевины и могут быть со ступенчатым или градиентным профилем. В первом случае пучки света (моды) расходятся по различным траекториям и поэтому приходят к концу световода в различное время. При градиентном профиле временные задержки различных лучей практически полностью исчезают, и моды идут плавно благодаря изменению скорости распространения света по волнообразным спиралям.
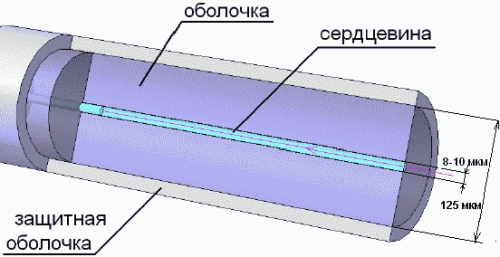
Все современные ВОК (и одно-, и многомодовые), с помощью которых создаются линии передачи данных, имеют одинаковый внешний диаметр – 125 мкм. Толщина первичного защитного буферного покрытия составляет 250 мкм. Толщина вторичного буферного покрытия составляет 900 мкм (используется для защиты соединительных шнуров и внутренних кабелей). Оболочка многоволоконных кабелей для удобства работы окрашивается в различные цвета (для каждого волокна).

Диагностика волоконно-оптических линий связи
Основным инструментом для диагностики волоконно-оптических линий связи является оптический рефлектометр. Пример работы с таким прибором смотрите в следующем видео:
Примеры оборудования




Материал подготовлен
техническими специалистами компании “СвязКомплект”.
Источник
Оптоволоконные кабели связи. Как это делается
В нескольких своих постах, опубликованных более года назад, я поднял такую интересную для многих и чем-то захватывающую тему, как магистральные оптоволоконные кабели связи, в частности, тему «подводной» оптики. Информация в данных публикациях была неполной, торопливой и разрозненной, так как статьи писались «на коленке» во время обеденного перерыва. Сейчас я бы хотел поделиться структурированным и, насколько это возможно, полным материалом по теме оптики, с максимумом вкусных подробностей и гик-порно, от которых на душе любого технаря станет тепло.
Внутри схемы, гифки, таблицы и много интересного текста.

Условная классификация
В отличие от всем нам знакомой витой пары, которая вне зависимости от места применения имеет примерно одну и ту же конструкцию, оптоволоконные кабели связи могут иметь значительные отличия исходя из сферы применения и места укладки.
Можно выделить следующие основные виды оптоволоконных кабелей для передачи данных исходя из области применения:
- Для прокладки внутри зданий;
- для кабельной канализации небронированный;
- для кабельной канализации бронированный;
- для укладки в грунт;
- подвесной самонесущий;
- с тросом;
- подводный.
Наиболее простой конструкцией обладают кабели для прокладки внутри зданий и канализационный небронированный, а самыми сложными — для прокладки в землю и подводные.
Кабель для прокладки внутри зданий

Оптические кабели для прокладки внутри зданий разделяют на распределительные, из которых формируется сеть в целом, и абонентские, которые используются непосредственно для прокладки по помещению к конечному потребителю. Как и витую пару, прокладывают оптику в кабельных лотках, кабель-каналах, а некоторые марки могут быть протянуты и по внешним фасадам зданий. Обычно такой кабель заводят до межэтажной распределительной коробки или непосредственно до места подключения абонента.
Конструкция оптоволоконных кабелей для прокладки в зданиях включает в себя оптическое волокно, защитное покрытие и центральный силовой элемент, например, пучок арамидных нитей. К оптике, прокладываемой в помещениях, есть особые требования по противопожарной безопасности, такие как нераспространение горения и низкое дымовыделение, поэтому в качестве оболочки для них используется не полиэтилен, а полиуретан. Другие требования — это низкая масса кабеля, гибкость и небольшой размер. По этой причине многие модели имеют облегченную конструкцию, иногда с дополнительной защитой от влаги. Так как протяженность оптики внутри зданий обычно невелика, то и затухание сигнала незначительно и влияние на передачу данных оно не оказывает. Число оптических волокон в таких кабелях не превышает двенадцати.
Также существует и своеобразная помесь «бульдога с носорогом» — оптоволоконный кабель, который содержит в себе, дополнительно, еще и витую пару.
Небронированный канализационный кабель
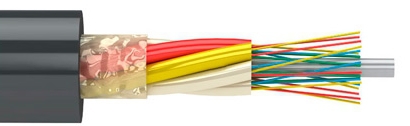
Небронированная оптика используется для укладки в канализации, при условии, что на нее не будет внешних механических воздействий. Также подобный кабель прокладывается в тоннелях, коллекторах и зданиях. Но даже в случаях отсутствия внешнего воздействия на кабель в канализации, его могут укладывать в защитные полиэтиленовые трубы, а монтаж производится либо вручную, либо при помощи специальной лебедки. Характерной особенностью данного типа оптоволоконного кабеля можно назвать наличие гидрофобного наполнителя (компаунда), который гарантирует возможность эксплуатации в условиях канализации и дает некоторую защиту от влаги.
Бронированный канализационный кабель

Бронированные оптоволоконные кабели используются при наличии больших внешних нагрузок, в особенности, на растяжение. Бронирование может быть различным, ленточным или проволочным, последнее подразделяется на одно- и двухповивное. Кабели с ленточным бронированием используются в менее агрессивных условиях, например, при прокладке в кабельной канализации, трубах, тоннелях, на мостах. Ленточное бронирование представляет собой стальную гладкую или гофрированную трубку толщиной в 0,15-0,25 мм. Гофрирование, при условии, что это единственный слой защиты кабеля, является предпочтительным, так как оберегает оптоволокно от грызунов и в целом повышает гибкость кабеля. При более суровых условиях эксплуатации, например, при закладке в грунт или на дно рек используются кабели с проволочной броней.
Кабель для укладки в грунт
Для прокладки в грунт используют оптические кабели с проволочной одноповивной или двухповивиной броней. Также применяются и усиленные кабели с ленточным бронированием, но значительно реже. Прокладка оптического кабеля осуществляется в траншею или с помощью кабелеукладчиков. Более подробно этот процесс расписан в моей второй статье по этой теме, где приводятся примеры наиболее распространенных видов кабелеукладчиков. Если температура окружающей среды ниже отметки в -10 о С, кабель предварительно прогревают.
В условиях влажного грунта используется модель кабеля, оптоволоконная часть которого заключена в герметичную металлическую трубку, а бронеповивы проволоки пропитаны специальным водоотталкивающим компаундом. Тут же в дело вступают расчеты: инженеры, работающие на укладке кабеля, не должны допускать превышения растягивающих и сдавливающих нагрузок сверх допустимых. В противном случае, сразу или со временем, могут быть повреждены оптические волокна, что приведет кабель в негодность.
Броня влияет и на значение допустимого усилия на растяжение. Оптоволоконные кабели с двухповивной броней могут выдержать усилие от 80 кН, одноповивные — от 7 до 20 кН, а ленточная броня гарантирует «выживание» кабеля при нагрузке не менее 2,7 кН.
Подвесной самонесущий кабель
Подвесные самонесущие кабели монтируются на уже существующих опорах воздушных линий связи и высоковольтных ЛЭП. Это технологически проще, чем прокладка кабеля в грунт, но при монтаже существует серьезное ограничение — температура окружающей среды во время работ не должна быть ниже — 15 о С. Подвесные самонесущие кабели имеют стандартную круглую форму, благодаря которой снижаются ветровые нагрузки на конструкцию, а расстояние пролета между опорами может достигать ста и более метров. В конструкции самонесущих подвесных оптических кабелей обязательно присутствует ЦСЭ — центральный силовой элемент, изготовленный из стеклопластика или арамидных нитей. Благодаря последним оптоволоконный кабель выдерживает высокие продольные нагрузки. Подвесные самонесущие кабели с арамидным нитями используют в пролетах до одного километра. Еще одно преимущество арамидных нитей, кроме их прочности и малом весе, заключается в том, что арамид по природе своей является диэлектриком, то есть кабели, изготовленные на его основе безопасны, например, при попадании молнии.
В зависимости от строения сердечника различают несколько типов подвесного кабеля:
- Кабель с профилированным сердечником — содержит оптические волокна или модули с этими волокнами – кабель устойчив к растяжению и сдавливанию;
- Кабель со скрученными модулями — содержит оптические волокна, свободно уложенные, кабель устойчив к растяжениям;
- Кабель с одним оптическим модулем – сердечник данного типа кабеля не имеет силовых элементов, поскольку они находятся в оболочке. Такие кабели обладают недостатком, связанным с неудобством идентификации волокон. Тем не менее, они обладают меньшим диаметром и более доступной ценой.
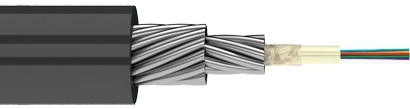
Оптический кабель с тросом
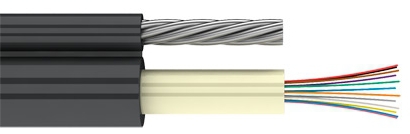
Оптические кабеля с тросом — это разновидность самонесущих кабелей, которые также используются для воздушной прокладки. В таком изделии трос может быть несущим и навивным. Еще существуют модели, в которых оптика встроена в грозозащитный трос.
Усиление оптического кабеля тросом (профилированным сердечником) считается достаточно эффективным методом. Сам трос представляет собой стальную проволоку, заключенную в отдельную оболочку, которая в свою очередь соединяется с оболочкой кабеля. Свободное пространство между ними заполняется гидрофобным заполнителем. Часто такую конструкцию оптического кабеля с тросом называют «восьмеркой» из-за внешнего сходства, хотя лично у меня возникают ассоциации с перекормленной «лапшой». «Восьмерки» применяют для прокладки воздушных линий связи с пролетом не более 50-70 метров. В эксплуатации подобных кабелей есть некоторые ограничения, например, «восьмерку» со стальным тросом нельзя подвешивать на ЛЭП. Надеюсь, объяснять, почему именно, не нужно.
Но кабели с навивным грозозащитным тросом (грозотросом) спокойно монтируются на высоковольтных ЛЭП, крепясь при этом к проводу заземления. Грозотросный кабель используется в местах, где есть риски повреждения оптики дикими животными или охотниками. Также его можно использовать на больших по дистанции пролетах, чем обычную «восьмерку».
Подводный оптический кабель

Данный тип оптических кабелей стоит в сторонке от всех остальных, так как прокладывается в принципиально иных условиях. Почти все типы подводных кабелей, так или иначе, бронированы, а степень бронирования уже зависит от рельефа дна и глубины залегания.
Различают следующие основные типы подводных кабелей (по типу бронирования):
- Не бронирован;
- Одинарное (одноповивное) бронирование;
- Усиленное (одноповивное) бронирование;
- Усиленное скальное (двухповивное) бронирование;
Подробно конструкцию подводного кабеля я рассматривал больше года назад вот в этой статье, поэтому тут приведу только краткую информацию с рисунком:
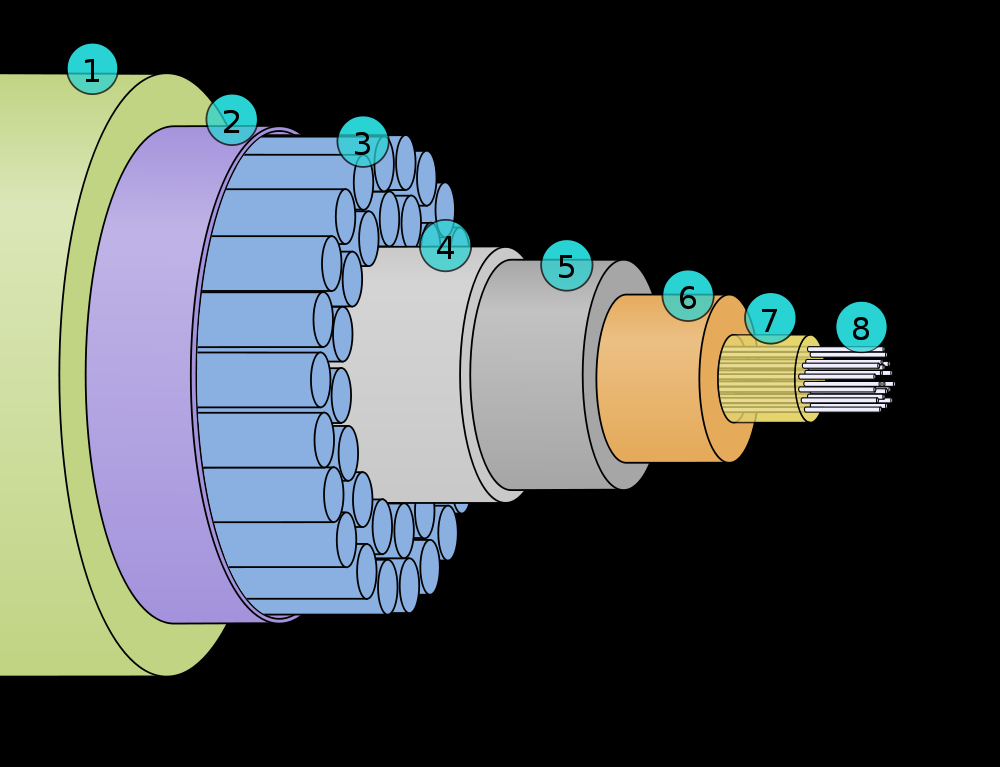
- Полиэтиленовая изоляция.
- Майларовое покрытие.
- Двухповивное бронирование стальной проволокой.
- Алюминиевая гидроизоляционная трубка.
- Поликарбонат.
- Центральная медная или алюминиевая трубка.
- Внутримодульный гидрофобный заполнитель.
- Оптические волокна.
Как не парадоксально, прямой корреляции бронирования кабеля с глубиной залегания нет, так как армирование защищает оптику не от высоких давлений на глубине, а от деятельности морских обитателей, а также сетей, тралов и якорей рыболовецких судов. Корреляция эта, скорее, обратная — чем ближе к поверхности, тем больше тревог, что явно видно по таблице ниже:
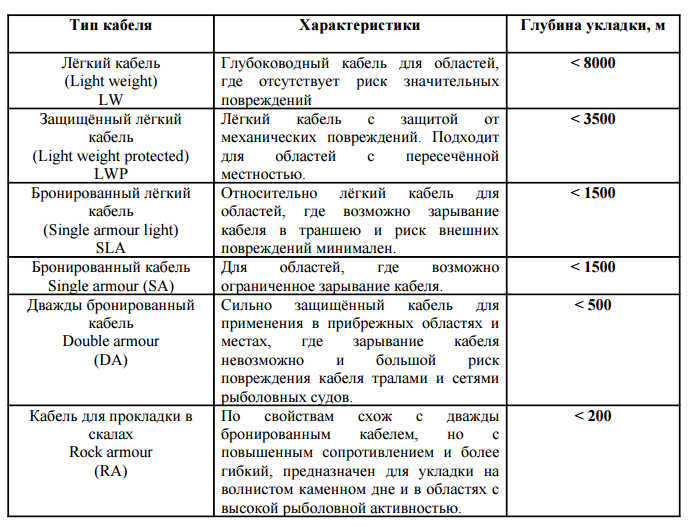
Таблица типов и характеристик подводных кабелей в зависимости от глубины укладки
Производство
Теперь, когда мы познакомились с наиболее распространенными видами оптоволоконных кабелей, можно проговорить и о производственном процессе всего этого зоопарка. Все мы знаем об оптоволоконных кабелях, многие из нас имели с ними дело лично (как абоненты и как монтажники), но как становится ясно из информации выше, оптоволоконные, в особенности магистральные, кабели могут серьезно отличаться от того, с чем вы имели дело в помещении.
Так как для прокладки оптоволоконной магистрали требуются тысячи километров кабеля, их производством занимаются целые заводы.
Изготовление оптоволоконной нити
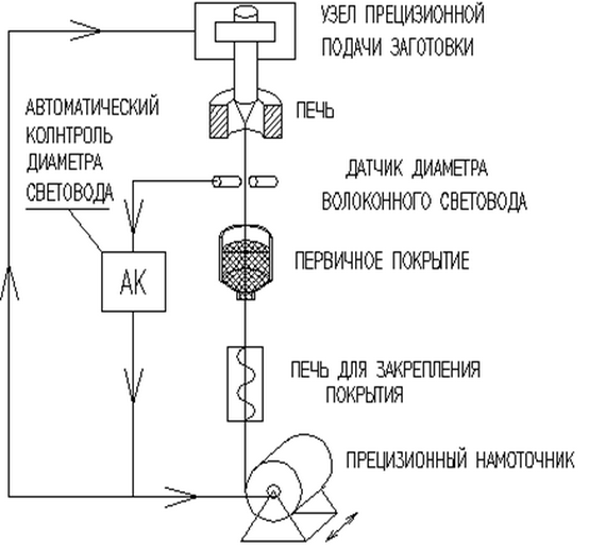
Все начинается с производства главного элемента — оптоволоконной нити. Производят это чудо на специализированных предприятиях. Одной из технологий производства оптической нити является ее вертикальная вытяжка. А происходит это следующим образом:
- На высоте в несколько десятков метров в специальной шахте устанавливается два резервуара: один со стеклом, второй, ниже по шахте, со специальным полимерным материалом первичного покрытия.
- Из узла прецизионной подачи заготовки или, проще говоря, первого резервуара с жидким стеклом, вытягивается стеклянная нить.
- Ниже нить проходит через датчик диаметра волоконного световода, который отвечает за контроль диаметра изделия.
- После контроля качества нить обволакивается первичным полимерным покрытием из второго резервуара.
- Пройдя процедуру покрытия, нить отправляется в еще одну печь, в которой полимер закрепляется.
- Нить оптоволокна протягивается еще N-метров, в зависимости от технологии, охлаждается и поступает на прецизионный намотчик, проще говоря, наматывается на бобину, которая уже и транспортируется как заготовка к месту производства кабеля.
Наиболее распространены следующие размеры оптоволоконного кабеля:
- C сердечником 8,3 мк и оболочкой 125 мкм;
- C сердечником 62,5 мк и оболочкой 125 мкм;
- C сердечником 50 мк и оболочкой 125 мкм;
- C сердечником 100 мк и оболочкой 145 мкм.
Оптику с диаметром сердечника в 8,3 мк качественно спаять в полевых условиях, без высокоточного оборудования или установки концентраторов, непросто или практически невозможно.
Огромное значение имеет контроль диаметра световода. Именно эта часть установки отвечает за один из главных параметров на всех этапах производства нити — неизменность диаметра конечного изделия (стандарт — 125 мкм). Из-за сложностей при сварке нитей любых диаметров, их стремятся сделать настолько длинными, насколько это возможно. Погонный метраж оптоволоконной «заготовки» на бобине может достигать десятков километров (да, именно километров) и более, в зависимости от требований заказчика.
Уже на самом предприятии, хотя это можно сделать и на стекольном заводе, все зависит от производственного цикла, бесцветную нить с полимерным покрытием для удобства могут перемотать на другую бобину, в процессе окрашивая ее в собственный яркий цвет, по аналогии со всем знакомой витой парой. Зачем? Во славу сата.. для быстрого различения каналов при, например, ремонте или сварке кабеля.
Изготовление кабеля
Теперь мы получили сердце нашего изделия — оптоволоконную нить. Что дальше? Дальше давайте посмотрим на схему такого себе среднестатистического подводного (да, мне они нравятся больше всего) кабеля в разрезе:

На заводе полученные оптические нити запускаются в станки, в совокупности своей образующие целый конвейер по производству какого-то одного типа кабеля. На первом этапе производства небронированных моделей, нити сплетаются в пучки, которые и составляют, в итоге, «оптический сердечник». Количество нитей в кабеле может быть различным, в зависимости от заявленной пропускной способности. Пучки, в свою очередь, сматывают в «тросс» на специальном оборудовании, которое, в зависимости от своей конструкции и назначения. Это оборудование может еще и покрывать полученный «тросс» гидроизолирующим материалом, чтобы предотвратить попадание влаги и потускнения оптики в будущем (на схеме обозван «внутримодульным гидрофобным заполнителем»).
Вот так проходит процесс скрутки собранных вместе пучков в трос на пермском заводе оптоволоконных кабелей:

После того, как в «тросс» было собрано необходимое количество пучков оптоволокна, их заливают полимером или укладывают в металлическую или медную трубку. Тут, на первый взгляд, кажется, что подводных камней нет и быть не может, но так как производитель стремится минимизировать количество соединений и швов, то все получается не совсем просто. Рассмотрим один конкретный пример.
Для создания трубки-корпуса, представленной на схеме выше как «центральная трубка», может использоваться огромная по длине лента из необходимого нам материала (сталь, либо же медь). Лента используется, чтобы не маяться со всем знакомым нам и очевидным прокатом, и сваркой по всей окружности стыка. Согласитесь, тогда у кабеля было бы слишком много «слабых» мест в конструкции.
Так вот. Металлическая ленточная заготовка проходит через специальный станок, натягивающий ее и имеющий с десяток-другой валиков, которые идеально ее выравнивают. После того, как лента выровнена, она подается на другой станок, где встречается с нашим пучком оптоволоконных нитей. Автомат на конвейере загибает ленту вокруг натянутого оптоволокна, создавая идеальную по форме трубку.
Вся эта, пока еще хрупкая, конструкция протягивается по конвейеру дальше, к электросварочному аппарату высокой точности, который на огромной скорости проводит сварку краев ленты, превращая ее в монолитную трубку, в которую уже заложен оптоволоконный кабель. В зависимости от тех. процесса, все это дело может заливаться гидрофобным заполнителем. Или не заливаться, тут уже все зависит от модели кабеля.
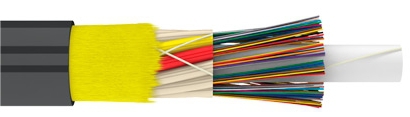
В целом, с производством все стало более-менее понятно. Различные марки оптоволоконного, в первую очередь, магистрального кабеля, могут иметь некоторые конструкционные отличия, например, по количеству жил. Тут инженеры не стали выдумывать велосипед и просто объединяют несколько кабелей поменьше в один большой, то есть такой магистральный кабель будет иметь не один, а, например, пять трубок с оптоволокном внутри, которые, в свою очередь, все также заливаются полиэтиленовой изоляцией и, при необходимости, армируются. Такие кабели называют многомодульными.

Одна из моделей многомодульного кабеля в разрезе
Многомодульные кабели, которые, в основной своей массе, и используются для протяженных магистралей, имеют еще одну обязательную конструктивную особенность в виде сердечника, или как его еще называют — центрального силового элемента. ЦСЭ используется как «каркас», вокруг которого группируют трубки с жилами оптоволокна.
К слову, пермский завод «Инкаб», производственный процесс которого представлен на гифках выше, со своими объемами до 4,5 тыс. километров кабеля в год — карлик, по сравнению с заводом того же инфраструктурного гиганта Alcatel, который может выдавать несколько тысяч километров оптоволоконного кабеля одним куском, который сразу же грузится на судно-кабелеукладчик.
Стальная трубка — это наименее радикальный вариант бронирования оптики. Для неагрессивных условий эксплуатации и монтажа часто применяют обычный изолирующий полиэтилен. Однако, это не отменяет того факта, что после изготовления такого кабеля его могут «обернуть» в бронирующую намотку из алюминиевой или стальной проволоки или тросов.

Бронирование кабеля с полиэтиленовой изоляцией на том же пермском заводе
Вывод
Как можно понять из материала выше, основным отличие различных видов оптоволоконного кабеля является их «обмотка», то есть то, во что упаковываются хрупкие стеклянные нити в зависимости от области применения и среды, в которой будет проводиться кабелеукладка.
Если вам понравился данный материал, то можете смело задавать вопросы в комментариях, опираясь на которые я постараюсь подготовить еще статью по этой теме.
Источник



