- Кабельные разъемы для сварочных аппаратов
- Разновидности сварочных автоматов и полуавтоматов
- Конструкция полуавтоматического аппарата
- Розетка для сварочного аппарата 220в
- Подключение сварочного аппарата – Вячеслав Добромыслов
- Кабельные соединители
- Основные характеристики кабельных соединителей
- Подключение сварочного инвертора
- Подключение сварочного инвертора к электрическому генератору
- Бензогенератор или электрогенератор?
- Выбор кабеля для подсоединения инвертора
- Подключение сварочных инверторов с помощью удлинителей
- Технология полуавтоматической сварки
- Выводы
- Конструкции сварочных автоматов
- Разъем для сварочного кабеля, наконечники, магнитный контакт, вилка, штекер, клемма
- Сварочный разъем для кабеля
- Наконечники для сварочного кабеля
- Клемма для сварочного кабеля
- Магнитный контакт сварочного кабеля
- Где купить электроды различных марок
- Технологии автоматической сварки
- Технология проведения работ
- Преимущества и недостатки полуавтоматической сварки
- Инверторы
- Достоинства и недостатки применения автоматов
- Присоединение сварочного аппарата к электросети: правила и алгоритм, техника безопасности
- Подготовка к подключению
- Использование генераторов
- Выбор удлинителей
- ЗАКЛЮЧЕНИЕ
Кабельные разъемы для сварочных аппаратов

Кабельные разъемы используются для быстрого и простого подключения кабеля к источнику питания. Рабочая часть разъема изготовлена из латуни, с одной стороны есть отверстие для ввода кабеля. Многожильный кабель вставляется с помощью медной втулки, которая также входит в комплект. Изделие надежно изолировано резиновой вставкой и полностью безопасно в использовании.
Виды кабельных разъемов: кабельные вилки, кабельные розетки, панельные розетки и панельные вилки.
Наиболее популярными среди кабельных разъемов являются кабельные вилки , которые чаще всего и подлежат замене . Причинами частых замен могут служить неправильный подбор силового кабеля и кабельных разъемов, несоблюдение режима полезной нагрузки, ненадежная фиксация вилки в розетке, а также использование некачественных материалов при производстве изделий.
Основные отличия качественных кабельных разъемов от более дешевых аналогов:
 | |
 | |
 | |
 | Главное конструктивное отличие полуавтомата от автомата – наличие горелки, которая обычно выполняется в форме пистолетной рукоятки. К ней присоединяются:
|
Розетка для сварочного аппарата 220в
» Статьи » Розетка для сварочного аппарата 220в
Инвертор — техника, существенно нагружающая проводку. Бездумное подключение может оставить вас и соседей без света или привести к более серьезным последствиям. Давайте вкратце обсудим вопрос, как правильно подключить инвертор?Лето — пора строительных работ на даче, дома, а значит, возникает необходимость проведения сварочных работ. Учитывая тот факт, что цены на инвертора в последние годы существенно снизились (сейчас купить инвертор с приличными характеристиками можновсего за 6000 рублей), то такие аппараты доступны сейчас практически всем, а значит, каждому по силам справиться с необходимыми работами по сварке самостоятельно, без привлечения посторонней помощи. Приступая к работе, человек, который никогда не работал инвертором, должен задать себе вопрос, как правильно подключить инвертор к сети 220В. Как правило, в паспорте на сварочный аппарат указывается время бесперебойной работы, то есть оговариваются временные интервалы сварки-отдыха, а вот о том, как правильно подключить к домашней розетке — очень мало. Первым делом, определите тип электрозетки. Инвертор, работающий при максимальных токах на выходе 140А, без проблем подключают в розетку 16А. Перед подключением внимательно изучите, какая проводка и розетки установлены в вашем доме. Старые розетки рассчитаны на 10А и к ним, как правило, прилагается соответствующая проводка. Посмотрите, какие у вас пробки или автоматы, наличие «жучков». Обратите внимание, что если к вашему дому подведена воздушная электролиния, сварочный аппарат может нагрузить ее так, что напряжение упадет менее 150В, а это оставит и вас, и соседей без света (тут вы особенно рискуете при сварке трансформатором). Средняя длина сетевого кабеля инвертора 2 м. Приходится использовать удлинители. Помните, что бездумное использование удлинителей опасно. При выборе удлинителя помните, что удлинитель с сечением провода 1,5 кв. миллиметра рассчитан на ток до 16А, удлинитель сечением 2,5 — на ток до 25А Выбирайте удлинители среднего сечения провода.
Разматывайте смотанный провод на всю длину, чтобы избежать индуктивного сопротивления в скрутке кабеля.
Подключение сварочного аппарата – Вячеслав Добромыслов
Кабельные соединители
Использование сварочного оборудования требует качественных соединительных элементов, что будут обеспечивать длительную и эффективную работу устройства.
Сварочная установка может присоединяться к электросети с мощностью 220 или 380В, а также к соответствующему электрогенератору.
Соединители, например, кабельные розетки для сварки, должны соответствовать максимально допустимой мощности сварочного устройства, что будет обеспечивать безопасность работы оборудования и мастера.
Основные характеристики кабельных соединителей
Кабельные вилки для сварки используются для соединения кабеля со сварочным устройством, а также для безопасного контакта проводов оборудования. Розетки кабельные применяются для объединения сварочных кабелей.
Основными характеристиками соединителей кабельных является их мощность, что определяет возможность подключения к конкретным моделям сварок.
Перед подключением инвертора к источнику питания, следует проверить соответствие мощностей сети и оборудования, чтобы избежать перегрузки.
При использовании переносок также нужно проверить технические параметры вилок и розеток и их соответствия параметрам тока.
Такие соединители широко применяются для сварочных инверторов EWM и для аппаратов других производителей. Огромный ассортимент соединительных элементов разных типов, но если вы не смогли найти необходимое, обращайтесь к нашим менеджерам.
У нас на сайте представлены различные конфигурации гнезд и розеток от лучших производителей. Чтобы подобрать кабельные соединители, стоит ознакомиться с их описанием на нашем сайте. Доставка товаров осуществляется по всей территории России.
Подключение сварочного инвертора
Подсоединение сварочного аппарата может быть осуществлено к внешней сети напряжением 220 В или 380 В либо к генераторной установке определенной мощности.
Соединительный кабель с вилкой соответствует максимальной мощности агрегата, поэтому здесь никаких вопросов быть не должно.
Основные трудности могут возникнуть со стороны внешнего источника питания, особенно если электропроводка на дачном участке старая и имеет неизвестное сечение.
Современная проводка, вилки и розетки рассчитываются на ток не более 16 А.
Суммарная мощность, которая потребляется всеми устройствами в доме, может быть больше этого значения, поэтому его ограничивают автоматическим предохранительным устройством или обычной пробкой.
Чтобы осуществить подсоединение сварочного инвертора, сначала нужно убедиться, что его входная мощность не отключит защитное устройство домашней сети.
Устройство сварочного инвертора.
Одно из преимуществ сварочных устройств этого типа заключается в том, что их электрическая цепь имеет несколько типов защиты. В случае перегруза сети защита автоматически отключает аппарат по низкому напряжению.
Такая ситуация может произойти, когда входное напряжение имеет низкое значение, или в случае недостаточного сечения электропроводки, сопротивление которой снизит напряжение при возникновении нагрузки в виде сварочного тока.
Если электрическая проводка стационарной сети не позволяет осуществить подсоединение инвертора, нужно воспользоваться другими источниками питания, которые будут рассмотрены ниже. В случае полного соответствия максимальной мощности аппарата с внешней проводкой можно подсоединять инвертор к электросети и осуществлять тестовую сварку.
Не рекомендуется подключаться к сети, если в качестве защитного устройства установлен предохранитель неизвестного номинала.
Если есть возможность, нужно контролировать просадку напряжения при зажигании дуги. Сильная просадка может быть результатом малого сечения проводов.
Подключение сварочного инвертора к электрическому генератору
Из-за плохих параметров внешней электросети в некоторых ситуациях осуществить сварку бывает просто невозможно. Тогда можно воспользоваться электростанцией. При этом очень важно, чтобы мощность электростанции позволяла проводить полноценные сварочные работы.
При выборе генератора следует сначала ознакомиться с основными техническими характеристиками сварочного аппарата. В качестве примера будет взят обычный инвертор с рабочим током 160 А.
Современные инверторы имеют плавную регулировку тока сварки от минимального до максимального значения. Это позволяет проводить сварку как на средней, так и на максимальной мощности оборудования.
Но фирмы-изготовители часто пишут только потребляемую мощность, ничего не говоря о ее максимальном значении.
Рисунок 1. Провода марки КГ бывают разные и различаются по максимальной нагрузке, зависящей от сечения.
Чтобы самостоятельно рассчитать максимальную мощность, необходимо максимальный рабочий ток устройства умножить на напряжение дуги (обычно оно составляет 25 В), после чего разделить полученную цифру на КПД инвертора (приблизительно 90%). В результате максимальная мощность будет равна: 160х25/0,9=4444 Вт.
После проведения расчетов можно приступать к выбору электрогенератора.
При этом ориентироваться следует на максимальную потребляемую мощность, прибавив к ней запас в 25%, чтобы не использовать электростанцию на пределе возможности.
Поэтому для сварочного инвертора с рабочим током 160 А нужно купить генератор с выходной мощностью не менее: 4444+4444х0,25=5555 Вт, или 5,5 кВт.
Бензогенератор или электрогенератор?
Схема подключения инвертора к аккумулятору.
В некоторых случаях при невозможности использовать внешнюю электросеть сварщики пытаются подключить инверторную сварку через бензогенератор небольшой мощности. Такой подход является неверным, если его мощность составляет менее 5 кВт.
Рабочее напряжение в таких генераторах сильно зависит от величины нагрузки.
Инверторные устройства чувствительны к перепадам напряжения, поэтому если выходное напряжение бензогенератора будет часто меняться, сварочный аппарат может выйти из строя.
При сварке электродом 3 мм рабочий ток достигает 120 А при напряжении 40 В. В этом случае выходная мощность будет составлять: 120х40=4800 Вт, или 4,8 кВт, то есть бензогенератор будет работать на предельной мощности, что также повлечет его преждевременный выход из строя. Поэтому при плохой сети лучше подключать сварочный аппарат к электрогенератору.
Выбор кабеля для подсоединения инвертора
Для осуществления качественной сварки очень важно правильно выбрать соединительные провода. Сварочные провода выбираются по таким показателям:
Функциональные возможности сварочного инвертора.
- длине;
- площади сечения;
- значению падения напряжения в сварочном контуре.
Кабель для инвертора представляет собой гибкий проводник тока с хорошей изоляцией. В большинстве случаев такой провод изготавливается из медных проволок толщиной 0,18-0,2 мм, сплетенных между собой.
Такие кабели применяются для подсоединения инвертора к электродержателю, а также для осуществления заземления аппарата.
Выбор проводов зависит от их технических характеристик и характеристик самого сварочного агрегата.
Среди сварщиков самым популярным выступает провод марки КГ (рис. 1). Изготовители этого типа кабеля рекомендуют его применять в цепях переменного тока с напряжением не более 600 В или при постоянном токе с напряжением не более 1000 В.
Провода марки КГ различаются по максимальной нагрузке, зависящей от сечения. Соотношение максимальной нагрузки на кабель и его марка представлены в таблице:
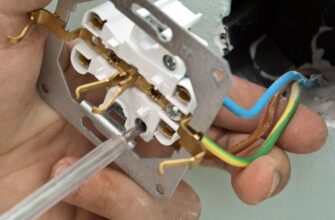
| Приобрел сварочный аппарат TIG 200P AC/DC. Согласно инструкции, номинальный ток потребления из сети 220V составляет 20А. |
Но проблема в том, что бытовые вилки и розетки расчитаны на ток 16А. Поэтому было решено вывести дома специальную розетку и собрать переноску на 25A.
Были найдены только 3-х фазные розетки и вилки требуемого номинала.
Правильно их подключать кабелем с 4-мя жилами к 3-х фазной сети, но за неимением такого, пришлось подключать к 1 фазе. А чтобы не запутаться в проводах я выжег паяльником обозначение каждого штыря и отверстия прямо на корпусе.
АВ – автоматический выключатель;
ДА – дифференциальный автомат;
Максимальный расчетный ток переноски – 25 А, что составляет 5,5 кВт. На такую переноску можно подключить сварочный аппарат со сварочным током до 250А.
Переходник 16А-25А может быть использован при работе вне дома от простой розетки. То, что фаза и нейтраль могут быть перепутаны – не страшно для 1-фазного подключения. Но нужно учитывать, что он расчитан максимум на 16А, что составляет 3,5 кВт. И в целях безопасности сварочный ток на аппарате должен выставляться не более 160А.
Помимо марки КГ также применяется провод марки КОГ1, который является более гибкий, нежели первый вариант. Он используется в тех случаях, когда сварщику для выполнения работ необходимо постоянно перемещаться.
Подключение сварочного кабеля осуществляется с учетом некоторых правил:
- Подсоединение следует делать с помощью спрессованных или припаянных наконечников.
- Кабель подключается к силовым разъемам агрегата (+) и к держателю электродов в обратной полярности (-). Изменять полярность можно только тогда, когда изменены параметры тока.
- При проведении сварочных работ сварщику запрещено подтягивать к себе инвертор проводами.
- Ни в коем случае нельзя превышать номинальную мощность кабеля.
Подключение сварочных инверторов с помощью удлинителей
Проведение сварочных работ очень часто связано с отдаленным расположением сварной конструкции от источника питания. Иногда в таких случаях требуется использовать удлинитель.
Удлинитель для инвертора представляет собой проводник, имеющий некоторое сопротивление, которое является причиной падения напряжения в электрической цепи, то есть чем больше длина удлинителя, тем больше будет падение на нем рабочего напряжения.
При недостаточной силе тока могут измениться параметры сварочной дуги, управлять ей становится намного тяжелее.
Чтобы добиться требуемого тока на конце сварочного кабеля, приходится выставлять увеличенный ток на самом инверторе, что негативно сказывается на его работе и может привести к выходу аппарата со строя.
Поэтому легче будет поднести сварочное устройство к месту сварки, нежели покупать новое.
В случае же безысходности ситуации, подбирая удлинитель, нужно руководствоваться тем, что сечение 2,5 мм2 при длине кабеля 20 м при использовании аппарата с рабочим током 150 А будет достаточным для нормальной работы сварочного аппарата. Для проведения сварки в домашних условиях такой длины вполне хватит.
При использовании переноски следует придерживаться некоторых правил:
- Запрещено наматывать удлинитель на катушку, так как смотанный кабель обладает индуктивностью, что может вызвать его перегрев и выход из строя.
- При сварке с удлинителем нужно контролировать изменение напряжения сети.
- Нагрев удлинителя допускается до температуры 70°С.
В случае соблюдения всех правил и рекомендаций при подключении сварочного инвертора вы сможете осуществить качественную сварку без негативных последствий для самого аппарата.
Технология полуавтоматической сварки
Расплавленный металл электрода и соединяемых деталей нуждается в защите от атмосферного кислорода. Существуют две технологии, позволяющие избежать их интенсивного окисления и выгорания легирующих добавок.
- Сварка в среде защитных газов. Технология предполагает использование проволоки сплошного сечения, а также аргона или углекислоты. Газы подаются через сопло под небольшим избыточным давлением, позволяющим вытеснить воздух.
- Сварка порошковой проволокой. Содержащие флюс присадочные материалы позволяют обойтись без защитной атмосферы. При плавлении порошковой проволоки происходит образование шлака и газов, предохраняющих сварочную ванну от окисления.

Процесс выполнения полуавтоматической сварки
В задачи оператора полуавтоматической установки входят выбор режима работы аппарата (настройка силы тока, выбор полярности) в соответствии с диаметром электрода и материалом, активация горелки и выполнение нужного количества проходов вдоль шва. Скорость подачи проволоки (сохранение постоянной длины дуги) регулируется в режиме автомата.
Многие современные аппараты имеют дополнительные функции, облегчающие работу сварщика: повышение напряжения при розжиге дуги, возможность переключения с постоянного тока на переменный или импульсный для соединения деталей из цветных металлов. Некоторые модели перестраиваются на сварку неплавящимся электродом или на обычную ручную.
Полуавтоматы с электронным управлением имеют встроенную память для сохранения настроек. Для перехода в другой режим оператору требуется только выбрать соответствующий номер программы.
Выводы
У сварочных автоматов и полуавтоматов есть много общего. Различным является автоматизация сварочной процедуры. Во время полуавтоматической сварки специалист самостоятельно поджигает дугу и формирует шов.
Вмешательство мастера не требуется лишь при подаче проволоки в область для сварки. А при автомате процедура сваривания выполняется сама собой, мастеру достаточно ввести необходимую конфигурацию. Прочие процедуры устройство выполнит само.
Сейчас вам известны нюансы автоматической и полуавтоматической сварки, различия между этими двумя способами и ситуации, когда автоматическую сварку применить нельзя.
Конструкции сварочных автоматов
Сварочные автоматы представляют собой целый класс высокотехнологичного оборудования. Чаще всего они используются в условиях производства. Автоматы самостоятельно подают присадочные материалы и перемещают сварочную головку вдоль шва. Многообразие конструкций таких аппаратов обусловлено различиями в производственных технологиях.
Схема организации сварочных работ на установке УАСТ-1 при строительстве трубопроводов
По способу перемещения автоматы бывают следующих типов.
- Подвесные. Оператор устанавливает сварочную головку и деталь в нужное пространственное положение. При этом перемещается последняя. Такие автоматы позволяют получать швы практически любой конфигурации.
- Самоходные. Такие автоматы устанавливаются на специальную тележку. Главная их особенность – возможность перемещения в процессе сварки и головки, и детали.
- Сварочные тракторы. Наиболее легкие и мобильные автоматы, снабженные шасси. Во время сварки трактор перемещается по специальным рельсам или самой детали. Главное преимущество такого автомата – возможность работы с деталями большой длины. Теоретически трактор способен выполнить бесконечный прямолинейный шов.
Сварочные автоматы применяются в производстве труб, сосудов и емкостей большого диаметра, строительных и промышленных металлоконструкций. Существуют специализированные аппараты для сварки определенных деталей. Многие производители комплектуют свои автоматы сменной оснасткой, позволяющей расширить сферу применения. Например, копирующие устройства позволяют выполнять сварку деталей сложной формы.
Конструктивно различают одно- и многоэлектродные автоматы. Последние отличаются более высокой производительностью. Некоторые автоматы могут быть объединены в технологические линии с единым управлением.
Разъем для сварочного кабеля, наконечники, магнитный контакт, вилка, штекер, клемма
страница » Статьи о сварке » Сварочный пост » Оснастка » Кабель » Разъем для сварочного кабеля
После выбора необходимой марки сварочного кабеля, исполнителю также следует приобрести дополнительные принадлежности для выполнения работ. Сварщику могут быть нужны следующие основные аксессуары: разъемы, наконечники, магнитный контакт, вилки, клеммы. Именно об этих нужных комплектующих будет идти речь в статье.
Сварочный разъем для кабеля
Кабельные разъемы (кабельные соединители, байонетные разъемы, штекеры, быстросъемные соединения) используются для легкого и быстрого подсоединения кабеля к источнику питания или для удлинения провода. Специальные разъемы делают сварочное оборудование более мобильным и значительно расширяют его возможности.
Выбор разъема зависит от сечения проводника. Наиболее распространенными являются разъемы с площадью сечения 10…25; 35; 50; 70; 95 и 120 мм2. Так как сварочные кабели КГ и КОГ соответствующих маркоразмеров являются наиболее ходовыми.
Следует рассмотреть штекер для сварочного кабеля и его строение более подробно. Рабочая часть выполнена из латуни, имеет квадратный профиль, с одной стороны есть отверстие для кабеля. Еще одной основной частью является резиновая муфта, которая со стороны кабеля имеет конусную форму. Также в комплекте присутствует медная гильза.
Провод вначале вставляется в муфту с конусной стороны, затем в гильзу, после в латунный корпус. Фиксация шнура осуществляется посредством винта, который следует затянуть, что поможет закреплению шнура.
Для демонстрации данного процесса Вашему вниманию представлено видео.
Выделяют следующие виды кабельных разъемов:
- штыревые («папа», вилка для сварочного кабеля, вставка) устанавливается на кабель;
- в виде гнезда («мама») также устанавливается на кабель, является ответной частью для вилки.
То, как выглядит разъем сварочного кабеля каждого типа, представлено на картинках.
Для подключения кабельных разъемов к оборудованию, на него устанавливаются специальные гнезда, которые специалисты именуют по-разному: панельное гнездо, («фишка», «мама»), она устанавливается на переднюю панель сварочного аппарата, является ответной частью для кабельной вилки. Выделяют два вида гнезд: для кабеля, площадь сечения которого составляет до 25 мм2, для кабеля в 35-50 мм2.
Конструкция гнезда включает следующие элементы: латунная втулка с внутренней и внешней резьбой, пластиковый изолирующий фланец, крепежное кольцо, гайка, болт и две шайбы-гровер.
Вилка сварочного кабеля 35-50 мм2 является более популярной, так как с ее помощью можно выполнять работы на любом оборудовании, независимо от производителя. На рынке присутствует кабельный разъем (вилка сварочного кабеля) от российских и зарубежных производителей. Данная продукция имеет сертификаты и характеризуется высоким качеством.
Наконечники для сварочного кабеля
Наконечник на сварочный кабель предназначен для заделки конца провода с целью надежного присоединения (посредством опрессовки) шнура с источником или потребителем тока.
Наконечники производятся из алюминия или луженой электротехнической меди; хромовое напыление предотвращает поверхность контактов от окисления.
Наиболее распространенными типоразмерами являются 16; 25; 35 и 50 мм2 под соответствующую площадь сечения провода.
Клемма для сварочного кабеля
Клемма заземления (зажим массы) предназначен для обеспечения безопасности при проведении сварочных работ. Выделяют следующие основные типы зажимов, в зависимости от типа фиксации: «крокодил» («прищепка»), струбцина, центратор и магнитная масса.
Каждый вид обладает целым спектром конструктивных особенностей, а также преимуществами и недостатками. Наиболее удобным в работе является последний тип, магнитный контакт можно применяться при сваривании любых изделий и конструкций.
Узнайте больше: про зажим массы сварочного аппарата здесь.
Магнитный контакт сварочного кабеля
Магнитный контакт сварочного кабеля массы предназначен для легкого и быстрого подсоединения провода к рабочему изделию. Данное приспособление обеспечивает высокое качество работ. Мощный магнит служит для надежного крепления, при этом исключает его приварку к основной детали. Данное приспособление необходимо периодически очищать от загрязнений.
Более подробная информация представлена в статье «Зажим массы» (см ссылку выше).
Данная статья поможет понять, что собой представляют основные приспособления для проведения сварочных работ.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.
Технологии автоматической сварки
Выбор технологии зависит от специфики соединяемых деталей. Наибольшее распространение получили следующие виды.
- В среде защитного газа. Для получения шва требуемого качества могут использоваться аргон, гелий, а также различные смеси.
- Сварка под флюсом. Одна из наиболее производительных технологий, используемая в крупном машиностроении и металлургическом производстве. В качестве присадочных материалов автомат использует проволоку сплошного сечения и сыпучий флюс.
- Электрошлаковая сварка. Тепло для расплавления основного и присадочного металлов выделяется при прохождении тока через слой жидкого шлака. Такая сварка обеспечивает минимальное растворение водорода в металле и обеспечивает высокую ударную вязкость соединения.
Автоматы могут быть настроены на любой тип переноса присадочного металла в сварочную ванну, включая струйный. При возникновении короткого замыкания аппарат восстанавливает сварочную дугу без участия оператора.
Аппарат АДС-1 для автоматической сварки проволокой сплошного сечения в защитном газе CO2
Технология проведения работ
Если планируется использовать сварочный аппарат-автомат, то в большинстве случаев вместо электродов будет применяться специальная присадочная проволока, которая наматывается на особую катушку. Она закрепляется в подающем механизме и подается в район формирующегося шва при помощи системы роликов. Автоматическая подача производится во многом за счет электрического двигателя.
Перемещение и выпрямление производится внутри данного механизма, после чего проволока попадает в мундштук, через который и выходит к сварной дуге.
В мундштуке дополнительно устанавливается контакт, проводящий электрический ток. Он будет контактировать с присадочной проволокой, за счет чего и станет возникать сварочная дуга. Расстояние между дугой и контактами невелико, поэтому сам процесс перемещения проволоки будет очень похож на технологию работы с коротким электродом, который будет сохранять примерно одинаковую длину в течение всего периода использования.
Рабочее пространство отличается незначительными размерами, особенно у аппаратов марки Leister, поэтому даже очень высокую плотность электрического тока можно направлять на расплавление металла и при этом не опасаться, что проволока или оборудование начнет перегреваться. Главным качеством автоматических аппаратов Ляйстер, как и у большинства других марок, является равномерная подача проволоки за счет надежного механизма, поэтому не придется делать поправку на дугу, изменяющую свою длину. Стоит отметить, что в продаже имеется оборудование фирмы Твинни Т, которое может зажигать дугу самостоятельно, без контакта с соединяемыми заготовками.
Основные задачи, которые позволяет решить сварочный автомат при соблюдении технологии выполнения работ, представляют собой набор следующих моментов:
- Скорость подачи присадочной проволоки находится в прямой зависимости от напряжения, под которым работает электрическая дуга, а также от ее плотности. Чем меньшей будет дуга, тем медленнее будет производиться подача расходного материала. Благодаря такому технологическому решению напряжение на дуге остается постоянным в течение всего времени проведения работ. Соответственно, расход проволоки будет оптимальным – не слишком маленьким, но и не слишком большим, что позволяет формировать наиболее качественное сварное соединение;
- Строительные и монтажные работы, осуществляемые при помощи данного оборудования, будут производиться в нормальном режиме даже в случае, если в сети возникнет короткое замыкание. Когда напряжение пропадает присадочный материал резко отводится от соединяемых заготовок. При восстановлении тока, проволока выдвигается и быстро замыкает дугу, делая ее стабильной.
Преимущества и недостатки полуавтоматической сварки
К преимуществам сварки в полуавтоматическом режиме можно отнести следующие.
- Возможность соединения тонколистовых материалов. Подбирая режим работы аппарата и диаметр проволоки, добиваются минимальных тепловых нагрузок и снижения эффекта коробления.
- Качество шва не зависит от его протяженности. При необходимости детали можно соединять точечной сваркой.
- Разнообразие материалов. Полуавтомат способен работать как с конструкционными углеродистыми сталями, так и со многими высоколегированными инструментальными. Изменением рода тока и полярности можно настроить режимы для сварки цветных металлов, в том числе с высокой химической активностью.
- Удобство настройки. Оператор может быстро настроить требуемый режим, что очень удобно при выполнении мелких работ.
Такие аппараты имеют также ряд недостатков, ограничивающих их применение.
- Невозможность работы с проволокой большого диаметра из-за ее высокой жесткости.
- Сложности в проведении сварочных мероприятий на открытом воздухе. Чтобы ветер не сносил защитную атмосферу, приходится увеличивать расход инертного газа.
- Интенсивное разбрызгивание металла при токах выше 500 А.
- Высокая интенсивность излучения от дуги.
- Необходимость в заправке баллонов.
Инверторы
Такие аппараты появились, сравнительно, недавно и имели высокую стоимость. Но сейчас, не только снизилась цена, но и параметры сварочных инверторов стали лучше: вес – от 3 килограммов, выходной ток – до 180 ампер, используемые электроды – до 4 миллиметров, цена – 3000-6000 рублей. Вполне подходящий инструмент для дома.
Как положительные моменты, можно выделить то, что инвертор образует стабильную дугу, поэтому работать с нею довольно легко и надежный шов может получить любой работник после нескольких проб. Возможность регулирования сварочного тока позволяет работать с разным металлом, как по виду, так толщине.
Достоинства и недостатки применения автоматов
Преимущества сварочных автоматов хорошо проявляются в режимах интенсивной эксплуатации.
- Высокая производительность. Установки способны работать с лентой и проволокой больших сечений. Их производительность позволяет выполнять сварку деталей толщиной более 100 мм. Также они эффективны, если необходимо получить большое количество коротких швов при серийном производстве.
- Исключено влияние человеческого фактора. Работа автомата не зависит от физического и психологического состояния оператора. Если настройка выполнена в соответствии с технологией, шов получится ровным по длине и толщине.
- Работа в труднодоступных местах. Конструкции аппаратов позволяют выполнять сварку там, где человек не сможет находиться физически. Некоторые установки рассчитаны именно на такие специфические операции.
- Удобство регулировки. Современные автоматы оснащены электронным управлением и встроенной памятью. Для каждого нового изделия параметры сварки настраиваются один раз. Впоследствии предустановки можно загрузить из памяти.
- Безопасность оператора. Современные установки оснащаются системами принудительного удаления дыма и другими средствами защиты. Благодаря отсутствию воздействия вредных и опасных факторов снижается риск возникновения профессиональных заболеваний.
Основные недостатки автоматов – это высокая стоимость и затраты на организацию процесса. Для установки некоторых элементов и свариваемых деталей может потребоваться грузоподъемное оборудование. Чтобы получить качественный шов, начальная настройка режима должна быть выполнена тщательно: оператор должен иметь соответствующую квалификацию.
Чтобы получить дополнительную информацию о сварочном оборудовании и профессиональные рекомендации по выбору, свяжитесь с представителем ООО «ТСК» по телефону. Мы готовы создать проект сварочного производства, обеспечить его сопровождение, а также комплектацию оборудованием и материалами.
Присоединение сварочного аппарата к электросети: правила и алгоритм, техника безопасности
Наверняка, после покупки инверторного сварочного аппарата, в коробке вы обнаружите инструкцию по эксплуатации устройства. Ознакомившись с ней, вы, скорее всего обратите внимание, что о правильном подсоединении к сети будет сказано вскользь.
И напрасно, потому что дело не ограничивается простым вставлением штепселя в розетку.
Опасно беспечно подключать такое сложное оборудование к домашней сети, не учитывая его свойства и нюансы. В итоге запросто можно погубить сам сварочный инвертор или проводку в здании. Что нужно знать о правильном подключении сварочного аппарата?
Ниже вкратце приведем основные моменты, на которые стоит обратить внимание при подключении сварочного инвертора к бытовой розетке 220В.
Подготовка к подключению
Прежде чем подсоединять сварочный инвертор, следует удостовериться, что проводка в здании пригодна для проведения сварочных работ. Первым делом проведите осмотр розеток.
Если они установлены боле четверти века назад, то большой шанс, что и проводка с тех пор не менялась. Хорошо, если она выдерживает высокое напряжение, но это, скорее, исключение из правил.
Обычно такая проводка только добавляет трудностей в работе. В таком случае вы не сможете работать с современным инверторным аппаратом, даже используя новейшие сварочные кабели.
Необязательно иметь инженерское образование, чтобы представить последствия подсоединения мощного инвертора к старой розетке.
Вы рискуете обесточить не только рабочее помещение, но и соседские здания, при этом электрические приборы могут прийти в негодность.
До начала проведения работ и подключения инвертора нужна обязательная проверка состояния проводки. Не опускайте руки, если выяснится, что ваша проводка может не справиться с такой нагрузкой.
Из этой ситуации можно выйти, используя генератор тока. Как это сделать, описано ниже. Сейчас предлагаем рассмотреть варианты подключения к сети инверторного сварочного аппарата.
Использование генераторов
Если результат проверки проводки неутешительный, подключение инвертора недопустимо. Но всегда есть выход из положения. Можно задействовать электрические генераторы.
У многих есть бензогенераторы, способные выручить при отсутствии электричества. Теоретически их применение может показаться, отличной идеей.
На деле оказывается, что такие генераторы обладают невысокой мощностью, и подавать напряжение более 5КвТ, для них – невыполнимая задача.
Очевидно, что нет смысла подключать инверторный аппарат к генератору с малой мощностью. Минимально необходимое значение мощности можно узнать, умножив силу варочного тока на значение напряжения.
Рассмотрим стандартную схему подключения. При сварке электродом 3 мм и током силой в 120А и напряжением 40В, надо умножить 120 на 40. Значит необходимое значение мощности – не менее 4,8 кВт.
Учитывая, что КПД инвертора меньше 100%, для стабильной работы сварочного аппарата потребуется не менее 6 кВт.
Итак, бензиновый генератор можно использовать в случае, когда никакой иной источник тока не доступен. Логичнее проверить проводку еще на этапе планирования покупки инверторного аппарата.
Если она не отвечает требованиям, есть решение приобрести аппарат с уже вмонтированным генератором. Единственными недостатками этих моделей является цена и большие габариты. Но, бывает, иначе проблему не решить.
В случае неактуальности для вас такого варианта, обратите внимание на стабилизатор тока для сварочного инвертора. К нему можно подключить аппарат в условиях относительно стабильной сети.
Выбор удлинителей
Особое внимание нужно уделить применению удлинителей при подключении инверторов к сети. При неправильно выбранном удлинителе снижается КПД сварочного инвертора и падает напряжение.
Комплектация сварочных аппаратов обычно подразумевает наличие кабеля, длиной около 2,5 м. Для несложных работ этой длины хватит, но в случае частого передвижения или сварки на высоте, ее будет недостаточно.
Поэтому совсем не лишним будет узнать про подключение кабелей удлинителей. Ни в коем случае не подключайте их наобум! Потребуется рассчитать точный размер сечения удлиняющего кабеля.
Эта величина напрямую связана с максимальной мощностью, которую может выдержать провод.
Используя приведенную выше схему, приведем пример. Сила нужного нам тока при сварке составляет 120А. 16А мы получим при использовании кабеля сечением 2,5 кв.мм.
Пропорционально, для силы сварочного тока 120А, сечение кабеля удлинителя должно превышать 12 кв.мм. Не забывайте о технике безопасности, помните о заземлении и распутывайте кабели перед началом сварки, для скорейшего остывания.
Гораздо эффективнее купить один кабель необходимой длины, чем подключать друг к другу несколько коротких. Так контактные соединения удлинителя окажутся более долговечными, а возможность потери КПД сварочного инвертора снизится.
ЗАКЛЮЧЕНИЕ
Описанная технология подключения инверторного сварочного аппарата к сети — проста.
Стоит понять важность этих правил, запомнить их и в будущем успешно применять на практике.
При подключении трансформатора, полуавтомата или аппарата 380В последовательность действий та же. Успешной работы!
Источник