Установка технологического оборудования
Установка технологического оборудования представляет собой процесс, при котором происходит не только сбор оборудования и механизмов, но и ряд предшествующих работ.
Правильный монтаж и установка являются залогом малых экономических затрат и эффективной оптимизации производства. Иными словами, от того, насколько профессионально и продумано будет собрано оборудование, зависит и то, какие растраты или даже убытки понесет компания.

Этапы установки технологического оборудования
Установка технологического оборудования – это достаточно сложный процесс, поэтому для удобства восприятия его разбивают на три этапа:
- Первый. Организация и технологическая подготовка.
- Второй. Непосредственно установка и сборка.
- Третий. Пусконаладочные работы.
Первый этап является подготовительным. Во время него все необходимые для установки документы передаются или специальному отделу (если предприятие крупное) или организации по оказанию монтажных услуг (в случае специфического оборудования или малых размеров предприятия).
Подготавливается место для складирования, поставляется оборудование, производится оснастка всем необходимым монтажным оборудованием. Также на этой стадии нередко происходит подготовка кадров.
Второй этап относится непосредственно к монтажу. Во время него происходит сборка, установка технологического оборудования, его крепление. Существует несколько требований:
- работы должны проходить в светлое время суток;
- поднятый груз, который не успели установить, должен быть обязательно опущен вниз;
- при подъеме любой объект должен быть застропован;
- расстроповка происходит только после окончательного крепления.
Важно заметить, что при монтаже на открытых площадках любые осадки, гололед или ветер более 6 баллов являются причиной для отказа от проведения работ.

Третий этап – завершающий. Проверяется, насколько правильно и точно были проведены работы, происходит окончательная проверка согласованности с планом. Оборудование работает в тестовом режиме.
Установка технологического оборудования: на что обратить внимание
Любая установка технологического оборудования требует предельного внимания и работы квалифицированных профессионалов. Не каждое производство может позволить себе содержать такой отдел, поэтому нередко монтажом занимаются отдельные организации.
Несмотря на экономическую нестабильность, после небольшого затишья в 2009 многие предприятия усиленно вкладывают средства в оптимизацию и обновление парка, из-за чего актуальность подобных услуг не падает уже который год.

Как можно увидеть выше, начиная с 2009 года, активно пошел процесс модернизации производств, в связи с этим спрос на услуги монтажных организаций также возрос.
При установке нового оборудования следует иметь в виду, что любые изменения на производстве должны соответствовать всем нормам безопасности.
Несоблюдение требований чревато не только повышенным риском травмирования сотрудников и возникновения чрезвычайных происшествий, но и проблемами с контролирующими органами.
Для того чтобы учесть все нюансы, рекомендуется обращаться в специализированные фирмы, так как они:
- предоставляют любой штат сотрудников;
- ознакомлены с последними изменениями в требованиях;
- имеют огромный опыт проведения работ.
В зависимости от типа предприятия может потребоваться даже переоформление лицензии. Как пример: предприятия с повышенной опасностью, установив новое оборудование и расширив перечень своих услуг, должны обращаться в Ростехнадзор.
Больше о способах установки технологического оборудования можно узнать на ежегодной выставке «Металлообработка».
Источник
Общие сведения и документация по монтажу оборудования




![]()
![]()
Монтаж технологического оборудования
В общем случае монтаж (ГОСТ 23887–79) – это процесс установки изделия или его составных частей на месте использования. Однако, как и любой процесс, монтажный процесс характеризуется комплексом приемов, переходов, операций, регламентированных определенными требованиями и выполняемых в определенной последовательности с соответствующим обеспечением и оснащением.
Под монтажом оборудования понимается комплекс работ, включающих сборку машин (агрегатов и др.), их установку в рабочее положение на предусмотренном проектном месте, сборку и соединение в технологические линии и установки, испытания на холостом ходу и под нагрузкой, а также вспомогательные, подготовительные и пригоночные операции, не выполненные по каким-либо причинам предприятием-изготовителем.
В практике производства монтажных работ сформировались также такие понятия, как шефмонтаж и перемонтаж. Под шефмонтажом понимают процесс монтажа, осуществляемый под контролем представителей завода-изготовителя или фирмы-поставщика оборудования. Перемонтаж оборудования – это процесс монтажа, связанный с демонтажем ранее установленного оборудования и монтажом его на новом месте эксплуатации.
Работы, которые относятся к монтажу технологического, энергетического, подъемно-транспортного и нестандартного оборудования, трубопроводов и металлоконструкций, объединяются таким понятием, как механомонтажные работы. Различают собственно механомонтажные и пусконаладочные механомонтажные работы.
К собственно механомонтажным работам относят следующие работы:
• проверка фундаментов и приемка их под монтаж; установка фундаментных болтов и закладных частей;
• подготовка оборудования к монтажу;
• перемещение оборудования или его сборочных единиц и деталей в пределах монтажной зоны;
• установка оборудования в проектное положение (такелажные работы);
• выверка и крепление к фундаментам;
• сборка и установка входящих в состав поставки оборудования металлических конструкций, трубопроводов, арматуры, вентиляторов, насосов, питателей, контрольно-измерительной и пуско-регулирующей аппаратуры, ограждений, систем пневмогидроуправления, централизованной смазки, охлаждения и т. п.
К пусконаладочным механомонтажным работам относят работы, связанные с обеспечением проверок соответствия техническим условиям смонтированного оборудования:
• производится проверка на герметичность и прочность, точность установки сборочных единиц и деталей;
• проводится испытание работы оборудования на холостом ходу и под нагрузкой (эти работы проводятся как для отдельных механизмов, машин, аппаратов и трубопроводов, так и в комплексе для всего оборудования);
• выполняются наладочные работы, связанные с регулировкой, контролем, управлением параметров, режимов его работы.
Монтажные работы осуществляются на определенной территории – монтажной зоне или монтажной площадке. Монтажной зоной называется территория, на которой ведутся работы по монтажу нескольких единиц оборудования, участка трубопроводов или металлоконструкций. Монтажной же площадкой называется территория, на которой выполняются работы по монтажу комплекса машин, агрегатов и другого технологического оборудования, трубопроводов и металлоконструкций объекта.
Различают производственный и технологический процессы монтажа оборудования.
Производственный процесс монтажа оборудования представляет совокупность взаимосвязанных действий, в результате которых исходные изделия машиностроения превращаются в смонтированный агрегат, линии, комплексы или технологические установки, предназначенные для производства определенных видов продукции.
Технологический процесс монтажа – это часть производственного процесса монтажа, непосредственно связанная с последовательным изменением или/и определением пространственного и качественного состояния элементов монтируемого оборудования или агрегата. Таким образом, отличительной особенностью технологического процесса монтажа от производственного является возможность выделить, зарегистрировать и оценить измененное состояние монтируемого элемента или оборудования. Технологические процессы монтажа подразделяются на основные, подготовительные и пусконаладочные.
К основным технологическим процессам монтажа относятся: сборка оборудования и узлов на месте монтажа; такелаж оборудования; установка его в проектное положение с требуемой точностью и последующим закреплением на фундаменте.
К монтажным подготовительным технологическим процессам относятся такие, как укрупнительная сборка оборудования, трубных узлов и металлических конструкций на специальных площадках для укрупнительной сборки; комплекс погрузо-разгрузочных, а также транспортных операций.
К монтажным пусконаладочным технологическим процессам относятся испытание и комплексное опробование оборудования, а также его наладка.
Технологические процессы монтажа состоят из операций, переходов и приемов.
Монтажной операцией называется законченная часть технологического процесса монтажа, выполняемая непрерывно над узлом, машиной или агрегатом на одном рабочем месте или в пределах одной монтажной зоны, одним или группой рабочих, объединенных целью.
Монтажная операция характеризуется постоянством состава рабочих, рабочего места, орудий и предметов труда. Основной признак монтажной операции – это возможность ее нормирования, выделения и контроля полученных результатов.
Монтажным переходом называется часть технологической операции, характеризуемая неизменностью сопрягаемых поверхностей, оборудования и применяемой оснастки или инструмента.
Монтажным приемом называется совокупность отдельных движений рабочего, связанных единой целью, в процессе выполнения монтажной операции.
Документация, используемая для производства монтажных работ, подразделяется на техническую, нормативную, проектно-сметную, технологическую монтажную и производственную исполнительскую.
Технологическую документацию разрабатывают заводы – изготовители оборудования и к ней относят:
• сборочные и установочные чертежи со спецификациями и комплектовочно-отгрузочными ведомостями;
• паспорта машин, аппаратов, арматуры и контрольно-измерительных приборов, входящих в комплект поставки;
• схемы деления негабаритного оборудования на поставочные части с указанием маркировки;
• заводские технические условия (ТУ) на изготовление и поставку оборудования, а также инструкции на его сборку, монтаж, сварку, испытание и обкатку вхолостую;
• акты завода-изготовителя на контрольную сборку, обкатку и испытание оборудования с приложением формуляров (монтажных карт) и указанием допускаемых и фактических зазоров, полученных при сборке;
• упаковочный лист (один экземпляр);
• схемы строповки отдельных составных частей оборудования и машин в целом;
• чертежи фундамента под оборудование (слайд 9).
На основании документации завода-изготовителя оборудования разрабатываются строительно-монтажные чертежи, в которых учитываются конкретные условия установки оборудования у потребителя (площади и планировка производственного помещения) и рекомендации разработчиков оборудования. Пример выполнения строительно-монтажного чертежа дан на слайде 10.
К нормативной документации относят: строительные нормы и правила (СНиП), отраслевые (ОСТ) и государственные стандарты (ГОСТ); сборники ЕН и Р (единых норм и расценок), ЕРЕР (единых районных единичных расценок) и ведомственных расценок; ценники и прейскуранты действующих цен на материалы и оборудование; технические условия на производство и приемку монтажных работ, изготовление и поставку оборудования; нормы продолжительности строительства объектов, монтажных работ и опробования оборудования.
Проектно-сметная документация включает ряд документов, в том числе сметы на приобретение и монтаж оборудования, заказные спецификации на монтажные материалы и нестандартизированное оборудование.
К технологической монтажной документации относят:
• проект производства работ (ППР);
• технологические карты и технологические схемы производства работ;
• журналы производства монтажных работ.
ППР состоит из пояснительной записки, графической части и приложения. Он содержит краткую характеристику объекта, данные по объему, стоимости и трудоемкости монтажа, схему монтажной площадки; решения по технологии монтажа и организации труда; сведения об энергоресурсах, материалах и средствах монтажа; требования к геодезическому обоснованию; технологические карты или схемы выполнения производственных процессов монтажа; схемы энергоснабжения, проекты производства сварочных работ; схемы строповки и перемещения монтируемых узлов.
На работы по транспортировке и подъему оборудования (конструкций), не требующие сложных инженерных решений, оформляют не технологические карты, а технологические схемы. Они выполняются на типовом бланке с приложением плана монтажной зоны, схем подъема и перемещения грузов.
Журналы производства работ ведут при монтаже ответственного оборудования, сварке трубопроводов и оборудования.
К производственной исполнительской документации относят: схемы фундаментов под оборудование; формуляры установки ответственных машин (компрессоров и др.); акты скрытых работ и др. При этом в исполнительных схемах и формулярах указываются проектные и фактические размеры, положения осей и высотных отметок элементов фундаментов, оборудования, конструкций и трубопроводов, а также допускаемые и фактические зазоры в подшипниковых опорах, зубчатых и червячных зацеплениях и т. п. Производственную исполнительную документацию составляют в процессе выполнения работ.
Источник
РАЗДЕЛ 3. МОНТАЖ ОБОРУДОВАНИЯ
Организация монтажных работ
12.1. Общие принципы организации монтажных работ
Под монтажом следует понимать всю совокупность операций, как подготовительных, так и исполнительных, включающих расконсервацию оборудования, ревизию, агрегатную сборку, установку на фундаменты, выверку, подключение к коммуникациям и индивидуальные испытания.
Монтажные работы могут производиться как на вновь строящемся, так и на действующем предприятии при оснащении его дополнительным оборудованием или реконструкции отдельных цехов.
Монтажные работы проводятся по специально разработанному проекту организации монтажа, в котором отражены следующие основные вопросы и технические решения:
1) календарные планы работ по монтажу в целом, а также по монтажу отдельных объектов и виду оборудования;
2) план площадки для монтажных работ;
3) методы работ и их механизация, мероприятия по безопасному ведению работ;
4) технологические схемы процессов монтажа отдельных объектов оборудования в планах и разрезах;
5) потребность в подъемно-транспортном оборудовании, приспособлениях, опорных устройствах и инструменте для механизации монтажных работ;
6) потребность в рабочей силе, расстановка специализированных и монтажных бригад;
7) схема совмещения монтажных работ со строительными и специально монтажными;
8) сметы на производство монтажных работ.
Полный комплект технической документации включает следующие документы: рабочие чертежи, сметы, деталировочные чертежи на трубопроводы и на металлоконструкции индивидуального заказа, паспорта на монтируемое оборудование и сосуды с комплектовочными ведомостями, инструкции заводов-изготовителей по монтажу и наладке оборудования.
Рабочие чертежи на монтаж металлоконструкций должны включать: монтажные схемы, планы и разрезы, планы фундаментных (анкерных) болтов, узлы крепления конструкций, сечения, расчетные усилия в конструкциях и узлах.
Сметная документация содержит: сметы по рабочим чертежам объекта на монтаж оборудования, металлоконструкций, технологических трубопроводов, водопровода, канализации, вентиляции и отопления, силового электроснабжения, строительной части объекта; сводную смету по строящемуся предприятию и сметнофинансовый расчет.
На основе проектно-сметной документации, полученной от заказчика, монтажная организация, которая будет проводить монтаж, разрабатывает, согласовывает и утверждает проект производства монтажных работ.
12.2. Способы производства монтажных работ
Производство монтажных работ может быть осуществлено следующими способами: хозяйственным, подрядным и субподрядным.
При хозяйственном способе монтажные работы выполняются непосредственно предприятием, на котором монтируется оборудование. Предприятие обеспечивает проведение всех монтажных работ рабочей силой и всеми потребными материалами. При хозяйственном способе стоимость монтажных работ, как правило, повышается и срок их удлиняется, поэтому этот способ проектируется при небольших объемах монтажных работ (обычно на действующем предприятии).
При подрядном способе монтажные работы ведет специальная монтажная организация, называемая подрядчиком (генподрядчиком). Этот способ является основным и обеспечивает выполнение всех работ высококвалифицированными специалистами с использованием необходимых механизмов и специализированного транспорта.
При субподрядном способе генподрядчик часть монтажных работ передает другой специализированной монтажной организации. Организация, ведущая эту часть работ, называется субподрядчиком.
12.3. Подготовка к монтажу
Своевременная подготовка монтажных работ и правильная организация их производства обеспечивают максимальную производительность труда, сокращение сроков продолжительности монтажа оборудования и высокое качество монтажных работ.
При большом объеме монтажных работ специализированная проектная организация разрабатывает проект организации монтажа. Поэтому, прежде чем приступить к монтажу, необходимо детально ознакомиться с проектом и, в первую очередь, с проектными материалами: монтажным проектом, проектом организации монтажных работ, сметной документацией, технической документацией на оборудование, рабочими и установочными чертежами, спецификациями. Эти материалы необходимо проверить с целью выявления их полноты и достаточности для производства монтажных работ.
К началу производства монтажных работ необходимо осуществить организационно-техническую подготовку, включающую:
− организацию складов, открытых площадок для хранения и укрупнительной сборки технологического оборудования, узлов трубопроводов и металлоконструкций;
− сооружение постоянных или временных подъездных путей, обеспечивающих нормальную подачу оборудования, конструкций и материалов в монтажную зону;
− прокладку внешних сетей для подвода к строящемуся объекту электроэнергии, воды, пара, сжатого воздуха, необходимых для производства монтажных работ;
− разработку графиков производства монтажных работ и передачи в монтаж оборудования;
− возведение необходимых для монтажных работ временных сооружений, производственных и бытовых помещений.
Временные мастерские для изготовления непоставляемого оборудования (каркасы, трубопроводы и др.) и обеспечения ремонта оборудования, монтажных приспособлений и инструментов создаются в соответствии с указаниями проекта производства монтажных работ.
По окончании устройства складов, навесов, площадок, временных мастерских и организации монтажной площадки выполняют следующие работы:
− приемку оборудования и организацию его хранения;
− приемку строительных работ объекта для производства монтажных работ;
− проведение разметочных работ;
− распаковку оборудования, общий просмотр его и проверку комплектности;
− ревизию оборудования (разборка и сборка оборудования с промывкой и прочисткой деталей) – ее проводят в том случае, если обнаружены дефекты заводского изготовления и сборки, если оборудование было ранее демонтировано, если оборудование пролежало на складе более года;
− частичное оснащение оборудования – комплектовка его изделиями и пригонку их (патрубки, коробки, ограждения и др.);
− сборку отдельных узлов оборудования (например, секций станины, норийных труб, вентиляционных трубопроводов);
− выборочную проверку оборудования на холостом ходу от временных электродвигателей;
− изготовление приспособлений и оснастки, предусмотренных проектом производства монтажных работ.
12.4. Приемка и хранение оборудования
Приемка оборудования, поступающего на монтаж, производится комиссией заказчика с привлечением подрядчика. При этом проверяются: соответствие оборудования по проекту, а по заводской документации – выполнение заводом-изготовителем контрольной сборки, обкатки и других испытаний в соответствии со стандартами и техническими условиями на оборудование; комплектность оборудования по заводским спецификациям, отправочным и упаковочным ведомостям, в том числе наличие специального инструмента и приспособлений, поставляемых заводом-изготовителем; отсутствие повреждений и дефектов оборудования, сохранность окраски, консервирующих и специальных покрытий, сохранность пломб; наличие и полнота технической документации завода-изготовителя, необходимой для производства монтажных работ.
В случае установления комиссией некомплектности оборудования или дефектов составляется акт. Составление актов и предъявление рекламаций и претензий заводу-изготовителю или поставщику оборудования являются обязанностью заказчика.
Оборудование, предназначенное для монтажа, должно храниться на специальном складе, отвечающем требованиям пожарной безопасности. Оно должно быть установлено на деревянные подкладки или уложено на стеллажи.
Размещение оборудования в складе должно проводиться в соответствии с очередностью его подачи на монтаж. К каждой машине или ящику прикрепляется бирка с указанием наименования и краткой характеристикой оборудования.
Хранимое на складе оборудование должно быть очищено от грязи и периодически протираться с одновременной проверкой состояния смазки на обработанных поверхностях. Для предохранения металлических частей оборудования от коррозии их покрывают антикоррозионной смазкой. Передача оборудования со склада в монтаж оформляется актом.
Таблица 12.1. Допускаемая глубина местных дефектов на поверхности стальных аппаратов и глубина зачистки, мм
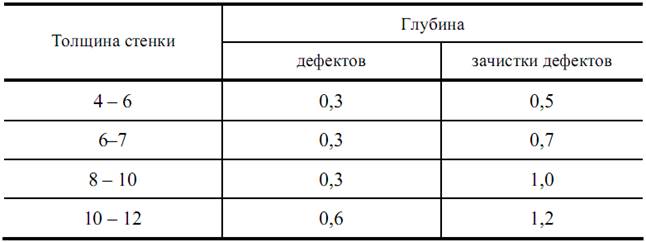
12.5. Документация на оборудование
На поставляемое под монтаж оборудование должна быть следующая документация:
1. Сведения об условиях работы аппарата или машины (P, t, среда, агрессивность).
2. Способы и параметры испытаний.
3. Данные о материале прокладок и набивок.
4. Спецификация деталей с указанием веса материала.
5. Карта назначения штуцеров.
6. Указания о футеровке или других защитных покрытиях.
7. Зарегистрированная книга для аппаратов, подведомственных Госгортехнадзору.
8. Комплектовочная и маркировочная ведомость для негабаритных и разобранных аппаратов и инструкция по сборке и сварке.
9. Указания по установке и креплению аппарата.
10. Указания по тепловой изоляции.
11. Данные о документации, оформляемой в процессе приемки, монтажа, испытаний, сдачи в эксплуатацию.
Методы монтажа оборудования
Методы монтажа оборудования
Для проведения монтажа скоростными методами, прежде всего, необходимы своевременная подготовка монтажных работ и правильная организация их производства.
До начала монтажных работ необходимо провести следующие мероприятия:
− составить общий график производства монтажных работ и отдельные графики для бригад и звеньев на монтаж каждого отдельного объекта;
− укомплектовать бригады и специализированные звенья, распределить их по отдельным объектам работ;
− подготовить и оборудовать помещения для мастерских, складов и других служб;
− ознакомить рабочих с намеченными видами работ и провести инструктаж по вопросам техники безопасности.
В значительной мере сокращают сроки выполнения монтажных работ и внедрения в производство следующие мероприятия:
− демонстрация, изучение и внедрение новых (передовых) приемов работы монтажников;
− внедрение механизации при ручных такелажных работах;
− параллельное и одновременное ведение различных работ и операций по согласованным графикам (поточно-совмещенный график);
− проведение работ в две и три смены (непрерывный монтаж);
− использование эксплуатационных рабочих для монтажа.
Наибольшее распространение в пищевой промышленности получили поточно-совмещенный и последовательный методы, и в зависимости от организации производства монтажных работ – комплектно-блочный, крупноблочный, поточно-узловой и бесподкладочный.
Поточно-совмещенный метод. Этот метод производства является наиболее прогрессивным и экономичным, требует наиболее тщательной инженерно-экономической подготовки, способствует сокращению нормативных сроков продолжительности строительства (реконструкции) объектов. Работы выполняются строго по разработанному и согласованному со всеми строительно-монтажными организациями и заказчиком графику.
Вначале сооружают фундаменты и площадки под технологическое оборудование, монтируют колонны и другие конструкции. Затем устанавливают в проектное положение оборудование, опорные и обслуживающие металлоконструкции и после этого ограждающие стеновые конструкции. Этим методом, как правило, монтируют тяжеловесное оборудование (выпарные аппараты, печи, бутылкомоечные машины, сушилки, силосы для муки, ректификационные колонны для получения этилового спирта).
Эффективность поточно-совмещенного метода монтажа оборудования и коммуникаций достигается путем: укрупнения оборудования, металлоконструкций и трубопроводов до их монтажа на производственных базах или площадках для укрупнительной сборки; повышения уровня механизации и коэффициента использования грузоподъемных машин и механизмов; экономии затрат на устройство монтажных проемов, выносных площадок, изготовления индивидуальных такелажных средств; повышения производительности труда монтажников и снижения себестоимости механомонтажных работ; сокращения продолжительности строительства (реконструкции) объектов.
Недостатком этого метода являются дополнительные затраты на защиту смонтированного оборудования от повреждений в процессе общестроительных и отделочных работ.
Последовательный метод. Данный метод применяют при монтаже оборудования, которое по техническим условиям может быть установлено только в построенных зданиях и помещениях, а также при незначительном объеме монтажных работ (техническом перевооружении предприятия).
Комплектно-блочный метод. Монтаж оборудования и трубопроводов этим методом сопряжен с максимальным переносом работ с монтажной площадки в условиях промышленного производства (предприятия-поставщики либо производственные базы монтажных организаций). В результате этого обеспечивается поставка на стройки агрегированного оборудования в виде комплектов блочных устройств, включающих опорные и обслуживающие конструкции, обвязочные технологические трубопроводы, элементы электрических и автоматизированных систем в пределах группы машин.
Крупноблочный метод. При этом методе оборудование поставляется заводами-изготовителями в виде транспортабельных комплектных блоков. В отдельных случаях на монтажной площадке предварительно производят укрупнительную сборку. Монтаж осуществляется путем установки отдельных укрупненных блоков.
Поточно-узловой метод. Этим методом осуществляют монтаж оборудования, поступающего с низкой степенью заводской готовности («россыпью») – подвесные бесконвейерные и конвейерные пути, нории и т.п. Основным принципом метода является непрерывное и равномерное во времени производство работ, которое обеспечивается следующими организационно-техническими мероприятиями: разделение технологического процесса монтажа на составляющие процессы и операции; создание производственного ритма; разделение труда между исполнителями; совмещение процессов укрупнительной сборки и монтажа в пространстве и времени.
Бесподкладочный метод. Монтаж оборудования этим методом осуществляется без применения подкладок путем установки отжимных регулировочных устройств, вмонтированных в основания машин, инвентарных регулировочных подкладок и специального приспособления, установочных гаек специальной конструкции.
Успешно применяемый комплекс прогрессивных и экономичных методов монтажа оборудования и коммуникаций составил понятие «скоростной монтаж». Использование скоростного монтажа комплектно поставляемых технологических линий и установок позволило сократить нормативную продолжительность монтажа на 20 – 25 %.
Кроме того, необходимо выдерживать график движения рабочей силы (рис. 13.1). Он должен иметь плавный характер, причем максимум рабочей силы занимает не менее 1/3 всего времени монтажа. Плавность графика обеспечивается правильной последовательностью монтажа оборудования объекта: I – участок подготовки к проведению монтажных работ; II – участок проведения монтажных работ; III – участок пуско-наладочных работ.
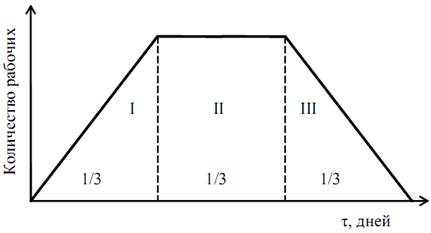
Рис. 13.1. График движения рабочей силы
13.2. Перевозка оборудования и монтажных кранов на объект
Технологическое оборудование перевозится на большие расстояния в основном железнодорожным транспортом. Все оборудование должно вписываться в нормальный габарит погрузки, установленный Министерством путей сообщения РФ. Грузы, выходящие за пределы очертания нормального габарита погрузки, называются негабаритными, и их перевозка производится по специальному согласованию с железной дорогой.
Погруженные на подвижной состав грузы, в зависимости от выхода за габарит погрузки в вертикальной плоскости, могут иметь боковую, верхнюю или нижнюю негабаритность. К грузам с боковой негабаритностью относятся такие, которые выходят за габарит погрузки по высоте на 230 – 4000 мм, считая от головки рельса.
Грузами с нижней негабаритностью считают такие, которые превышают габарит погрузки в пределах высоты до 230 мм от головки рельса.
При погрузке крупного оборудования, в том числе монтажных кранов, с железной дорогой согласовывают схему погрузки и крепления оборудования на платформах. Для серийного и часто перевозимого груза, например для гусеничных и колесных кранов, схема погрузки отражена в технических паспортах заводов-изготовителей и согласована с МПС РФ.
При перевозке оборудования железнодорожным транспортом должны быть выдержаны требования по расположению высоты центра тяжести машины относительно оси платформы (смещение центра тяжести от продольной оси платформы должно быть не более 0,1 м). Для перевозки по железной дороге к месту работы монтажных кранов требуется несколько платформ в зависимости от типа крана: для кранов МКГ-25 и МКГ-25 БР – две, СКГ-63 – семь, МКП-25 – три.
Для перевозки оборудования на расстояние до 100 – 200 км, а иногда и более 300 км применяют прицепы-тяжеловозы (трайлеры). Крепление оборудования должно исключать возможность свободного перемещения на платформе. Допускается перевозка аппаратов по согласованию с МПС весом до 240 т, Ø 3980 мм при длине до 21 м и Ø 3915 мм при длине 22 – 30 м.
Речным транспортом на судах Ø ≤ 8 м и длиной до 55 м с буксировкой на плаву Ø ≤ 10 м и длиной до 100 м по согласованию с Министерством речного флота. Поставляемое оборудование должно иметь ответные фланцы на штуцерах, а также крепежные детали и анкерные болты.
Источник



