- Как правильно обжимать наконечники для проводов — 5 правил опрессовки
- Какой наконечник выбрать
- Подготовительные работы с кабелем
- Порядок опрессовки наконечников и гильз
- 5 правил опрессовки
- Сварка медных проводов
- Обзор соединений проводов
- Механическое соединение:
- Неразъемные соединения:
- Скрутка жил
- Пружинные клеммы
- Преимущества такого соединения:
- Недостатки:
- Опрессовка гильзой
- Преимущества такого способа:
- К недостаткам можно отнести:
- Сварка
- Наиболее распространенные способы:
- Сварка медных проводов инверторным сварочным аппаратом
- 1. РЕСАНТА САИ-160 имеющий характеристики:
- 2. Сварочный аппарат Eurolux IWM-190 имеющий характеристики:
- Преимущества:
- Процесс сварки
- Установка сварочного тока
- Прибор для сварки медных жил кабеля
- Сварочные карандаши
- Принцип работы
Как правильно обжимать наконечники для проводов — 5 правил опрессовки
 Как же правильно опрессовать кабельный наконечник или гильзу гидравлическим прессом? Есть ли какие-то правила или нормы которые могут повлиять на качество опрессовки? Безусловно они есть, и покупка качественного пресса еще не обеспечивает вам гарантию надежного контакта на том или ином наконечнике. Давайте рассмотрим основные моменты качественной опрессовки или обжима толстостенных наконечников.
Как же правильно опрессовать кабельный наконечник или гильзу гидравлическим прессом? Есть ли какие-то правила или нормы которые могут повлиять на качество опрессовки? Безусловно они есть, и покупка качественного пресса еще не обеспечивает вам гарантию надежного контакта на том или ином наконечнике. Давайте рассмотрим основные моменты качественной опрессовки или обжима толстостенных наконечников.
Какой наконечник выбрать
Перед началом обжима необходимо правильно выбрать наконечник. Стоит помнить, что наконечники бывают различных видов — разная толщина гильзы, разный диаметр входного отверстия. Причем это бывает у наконечников одного сечения, но разных производителей. 
Поэтому не всегда одной и той же матрицей, можно опрессовать 2 разных наконечника под провод одинакового сечения. Кроме этого, количество опрессовок гильзы также может отличаться.
Если вы хотите добиться качественного соединения, которое надежно прослужит вам годами, воспользуйтесь следующими рекомендациями.
Очищенная от изоляции жила, должна четко соответствовать диаметру хвостовой части наконечника.
Люфт может быть и он допустим, но он должен быть минимальным.
 Если материал наконечника алюминий, то здесь с выбором попроще. Подбираете наконечник того же сечения, что и сечение провода. Ориентироваться можно по надписям на лопатке контактной части.
Если материал наконечника алюминий, то здесь с выбором попроще. Подбираете наконечник того же сечения, что и сечение провода. Ориентироваться можно по надписям на лопатке контактной части.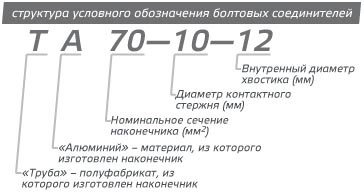
А вот если материал изделия медь, то возникают определенные сложности. Но и здесь есть несколько решений.
- ⚡существуют ГОСТ-овские таблицы, по которым можно подобрать нужный тип. Но это не совсем удобно, т.к. необходимо четко знать и различать классы гибкости жил, да и таблицы эти у вас не будут под рукой.
- ⚡замерить диаметр жилы обыкновенным штангенциркулем. После чего сравнить его с диаметром внутренней части хвостовика наконечника. Сделать это можно тем же штангенциркулем, либо по надписям на лопатке.


Третья цифра в сокращении ТМ-35-8-9 как раз и будет тем самым необходимым диаметром. То есть, если диаметр жилы который вы замерили, оказался равным 8,5мм, то самым подходящим наконечником будет именно с маркировкой ТМ-35-8-9.  Заметьте, что диаметр жилы должен быть чуть-чуть меньше, но никак не больше диаметра хвостовика.
Заметьте, что диаметр жилы должен быть чуть-чуть меньше, но никак не больше диаметра хвостовика.
Материал изготовления наконечника и гильз должен быть одинаковым с материалом изготовления провода или кабельной жилы. Алюминиевые провода соединяйте с помощью алюминиевых гильз и наконечников. Медные с медными. Иначе коррозийных процессов не избежать.
Если нужно соединить алюминиевый наконечник с медным контактом (на выключателе или рубильнике), используйте алюмо-медный наконечник или подкладывайте алюмо-медные шайбы.
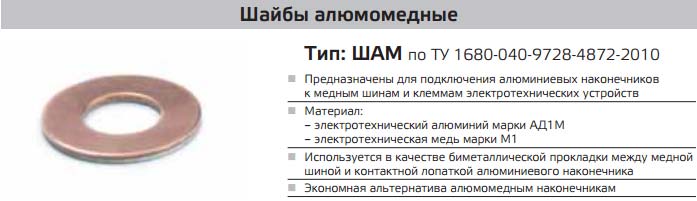 Для стыковки медных и алюминиевых жил кабеля есть специальные алюмо-медные гильзы.
Для стыковки медных и алюминиевых жил кабеля есть специальные алюмо-медные гильзы.
Подготовительные работы с кабелем
Очистите изоляцию с жил кабеля на необходимую длину. Какова эта длина?
Она должна равняться глубине наконечника, плюс 5мм запаса.
 Запас требуется, потому что наконечник при опрессовке будет вытягиваться и деформироваться (особенно алюминиевый).
Запас требуется, потому что наконечник при опрессовке будет вытягиваться и деформироваться (особенно алюминиевый).
Срез изоляции старайтесь делать ровным, строго под углом 90 градусов к оси самого кабеля.
Если жилы кабеля имеют треугольную форму их необходимо сточить напильником для скругления.  Иначе никогда не добиться вот такой плотности при опрессовке:
Иначе никогда не добиться вот такой плотности при опрессовке: 
После удаления изоляции голую жилу требуется зачистить и обезжирить. Для этого воспользуйтесь специальными контактными пастами. 

Порядок опрессовки наконечников и гильз
Для опрессовки толстостенных наконечников и гильз лучше всего использовать гидравлический пресс. В набор пресса изначально входят универсальные матрицы под любые наконечники и провода. Ни в коем случае не используйте не предназначенный для обжима инструмент (молоток, зубило и др.). Контакт опрессованный подобным образом не прослужит долго, особенно если будет постоянно испытывать большие нагрузки.
- ⚡от длины наконечника
- ⚡и ширины матрицы
В инструкции по эксплуатации пресса, которая идет в комплекте с инструментом есть табличка, где указывается требуемое количество обжимов, Учтите один момент, что данная таблица предназначена для наконечников и гильз сделанных по ГОСТ. Чем они отличаются от других марок можно узнать в статье Кабельные наконечники маркировка и виды. 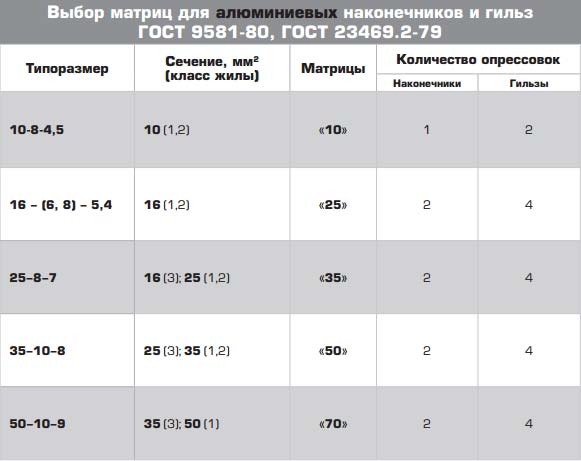

Наконечник вставляйте в пресс так, чтобы маркировка сечения матрицы (35-50-70 и т.д.) отпечатывались на лицевой стороне наконечника, а не сбоку или снизу. 


- ⚡первую по счету опрессовку наконечника нужно делать ближе к лопатке (там куда вставляется болт)
- ⚡следующие обжимы производите по порядку, двигаясь от лопатки к хвостовой части наконечника
- ⚡для гильз действуют те же самые правила

Делать нужно именно в этой последовательности, потому что при каждом нажиме пресса наконечник имеет свойство удлиняться (иногда до десяти процентов!). И если вы начнете прессовать с конца (не от лопатки), при последнем обжиме, с большой вероятностью, у вас в конце гильзы образуется пустота. И вы не добьетесь того контакта, который был необходим.
В первую очередь это касается всех алюминиевых изделий. Для меди это еще не настолько критично.
При обжиме со стороны лопатки — наконечник будет как бы налазить на жилу, все более уплотняя соединение. Изолированные наконечники имеют даже специальную цифровую маркировку подсказывающую порядок прессования. 
Опрессовка заканчивается в момент когда матрицы смыкаются между собой. Если вам необходимо выполнить две или три опрессовки, отступаете 2-3мм от предыдущего места обжима и продолжаете обжим.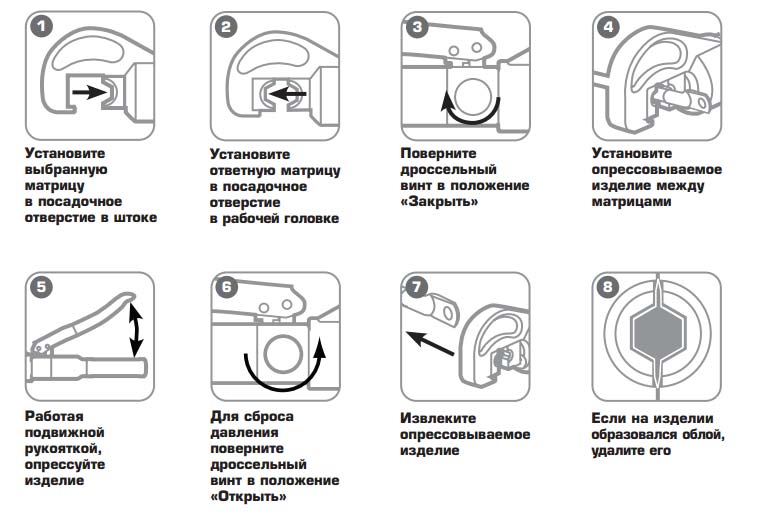
При опрессовке допустимо образование небольшого облоя. Его можно убрать или сточить напильником.
Очень распространенная ошибка — образование больших «ушей» на наконечнике. Это получается в результате не правильного выбора матрицы.
Если такие «уши» все же появились, не стоит их спиливать под ноль, до основания гильзы. Иначе может образоваться щель в наконечнике и прослабнет контакт обжима.
После того, как наконечник обжат, желательно заизолировать место между тем, где заканчивается хвостовик и оставшейся неизолированной частью жилы. Лучше всего для этого использовать термоусаживаемые трубки. 
5 правил опрессовки
Подводя итог вышесказанному, если вы хотите получить качественную и долговечную опрессовку вам необходимо придерживаться пяти правил:
- правильно выбрать наконечник
- грамотно зачистить жилу
- воспользоваться специализированным инструментом
- подобрать нужную матрицу
- соблюсти последовательность обжима



Источник
Сварка медных проводов
При монтаже коммуникаций возникает необходимость соединения электрических проводов. При этом необходимо обеспечить надежный контакт между соединяемыми концами провода. В настоящее время одним из основных материалов для электрических кабелей является медь, этот материал имеет низкое сопротивление из-за чего пропускная способность по току выше чем у других материалов. При плохом соединении жил кабеля в месте контакта нагреваются и могут выгореть из-за возникновения электрической дуги в слабом контакте.
Существуют различные способы соединения медных жил – это разъемные и неразъемные. К разъемным относят: механическое, к неразъемным – пайка и сварка.
Выбор соединения зависит от различных факторов, главное из которых обеспечение пропуска необходимой величины тока, в котором только один критерий – надежность. В этой статье рассмотрим виды соединения кабелей при их монтаже с точки зрения безопасности.
Обзор соединений проводов
Механическое соединение:
1. Скрутка. Запрещена в чистом виде, поскольку отсутствует надежный контакт для обеспечения пропуска тока, запрещен ПУЭ: п. 2.1.21. Настоящее время скрутку используют как предварительно операции перед сваркой.
2. Зажимы. Применяются три вида зажимов: пружинные клеммы, которые обеспечивают необходимое нажатия, пока сохраняются жесткость пружины; винтовые, у которых существует возможность ослабления резьбовых соединений и, как следствие, ослабление контакта; зажимные клеммы – обеспечивают контакт механическими эксцентриковым прижимом.
3. Опрессовка гильзами. Этот вид один из самых надежных. Но для него необходимо иметь набор специальных гильз подходящего диаметра и обжимок для обеспечения необходимых требований по величине давления.
Неразъемные соединения:
- Пайка. Разрешено использование при соединении тонких проводок со слабой токовой нагрузкой. Пайка медных кабелей бытового и промышленного назначения не рекомендуется ПУЭ глава 4.2 п. 4.2.46 в связи с окислительными процессами, проходящими в оловянисто – свинцовых припоях.
 2.Сварка. Одна из самых надежных и разрешенных ПУЭ видов соединения в электрических схемах силового назначения.
2.Сварка. Одна из самых надежных и разрешенных ПУЭ видов соединения в электрических схемах силового назначения.
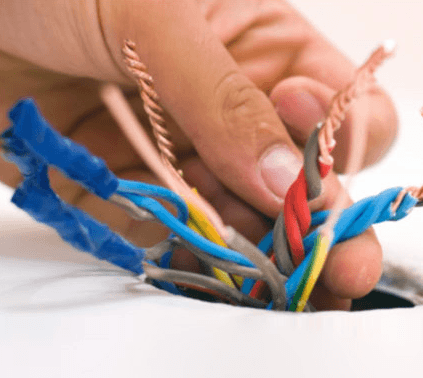
Скрутка жил
Одним из самых простых методов соединения проводов является скрутка. Сразу же стоит заметить, что в чистом виде этот метод запрещён правилами электроустановок. Причина – ненадежность, из – за увеличения сопротивления между скрученными жилами. Оксидная пленка, которая возникает при контакте меди с воздухом, хотя толщиной несколько микрон, имеет большую величину электрического сопротивления. В результате большого переходного сопротивления скрутка нагревается и может ослабнуть. Поэтому лучше прибегать к такому соединению только при крайней необходимости. Также запрещены в скрутках: соединения проводов из различных материалов (алюминий, медь, сталь); одножильный кабель с многожильным. Если же все-таки необходимо соединить провода скруткой, тогда сделать ее нужно правильно.
Как сделать скрутку:
- Зачистить изоляцию на жиле на расстоянии 5-6 см от края;
- Наложить жилы крестом, скрутки производить максимально плотно без перекоса жил на сторону;
- Затем откусить оставшиеся края провода;
- Заизолировать оголенную жилу захватив изолентой край изоляции провода не расстоянии не менее 5 мм. Если есть изолирующие колпачки или термоусаживаемая пленка, можно заизолировать ими.
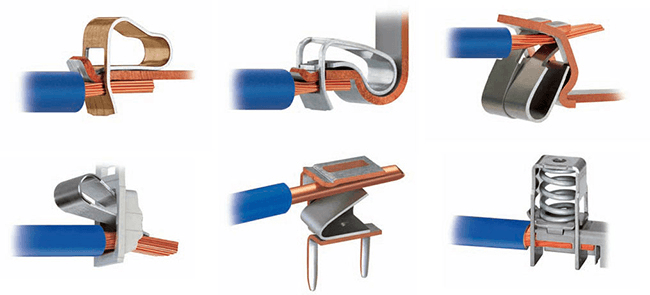
Пружинные клеммы
Пружинные зажимы – это наиболее простое эффективное и быстрое соединение. По отзывам пользователей, наиболее надежными являются клеммы немецкой фирмы Wago. Принцип работы и устройство клемм можно посмотреть на картинке.
Преимущества такого соединения:
- Можно пользоваться, не обладая специальными знаниями;
- Нет необходимости дополнительной изоляции жил;
- Быстрое соединение, некоторые соединения выполняется нажатием кнопки или рычажка на корпусе зажима.
Недостатки:
- Пружинные клеммы могут использоваться для кабелей диаметром не боле 4 мм 2 .;
- Необходимо учитывать 15 % запас прочности. Например, если сеть рассчитана на 16А,то клеммник необходимо брать не менее 20 А.;
- Также к минусам можно отнести их дороговизну, одна клемма Wago может стоить около 12 руб.
Опрессовка гильзой
Опрессовка медным или латунными гильзами является одним из самых надежных из механических способов соединения. Этот способ также применим для соединения проводов в электрощитах. Принцип соединения таким методом для общего понятия простой – это обжим вставленных в гильзу проводов специальными пресс – клещами. Соединяемые жилы необходимо предварительно зачистить длиной чуть больше самой гильзы. Предварительно скрученные провода помещается внутрь и в зависимости от длины гильзы обжимаются в нескольких местах. Гильзы могут быть: медные, латунные из сплава латуни и алюминия, луженые латунные или медные.
Преимущества такого способа:
- Надежность соединения;
- Быстрота, независимость от действующей сети;
- Быстрый визуальный контроль за нагревом.
К недостаткам можно отнести:
- Наличие гильз различного диаметра и специальных обжимных приспособлений;
- Неразъемное соединение большой длины соединяемых проводов;
- Относительная дороговизна процедуры;
- Увеличение объема соединения и необходимость изолировки гильзы.

Сварка
Кроме вышеописанных способов в настоящее время широко применяется сварка, тем более, что требование ПУЭ к бытовым и промышленным электросетям постоянно ужесточаются, и без сварки скруток медных проводов уже не обойтись. Положительным моментом в этом случае является, что в правилах не регламентируется величина или объем шва. Для качественного сварного соединения достаточно образованной капли расплавленного металла, которая бы охватывала все соединяемые провода.
Наиболее распространенные способы:
- слаботочным сварочным инвертором;
- прибором для сварки медных проводов;
- самодельным аппаратом сделанным из сетевого трансформатора мощностью не менее 0,6 кВт.
Сварка медных проводов инверторным сварочным аппаратом
Современный сварочный инверторный аппарат имеет широкий диапазон регулировки выходного тока и напряжения. Благодаря этим возможностям аппарат можно использовать не только по прямому назначению – сварки металлических деталей, но и как источник постоянного и переменного тока для различных домашних приспособлений, в том числе, и для сварки скрутки медных проводов при монтаже проводки. Как было отмечено выше инвертор для этих целей должен быть небольшой мощности и имел диапазон токовой нагрузки от 15 А при напряжении от 30В. Отлично подходят для этих целей инверторные аппараты.
1. РЕСАНТА САИ-160 имеющий характеристики:
[affegg >
- Регулировка тока в диапазоне: 10-160 А.;
- Устойчивая работа при сетевом напряжении: 140-260 В.;
- Напряжение холостого хода 80В.; Тип выходного тока постоянный.
- Вес 4,5 кг.
- Ориентировочная цена: 4800 руб
2. Сварочный аппарат Eurolux IWM-190 имеющий характеристики:
- Регулировка тока в диапазоне: 10-190 А.;
- Устойчивая работа при сетевом напряжении: 140-250 В.;
- Напряжение холостого хода 80В.;
- Тип выходного тока постоянный;
- Вес 4,61 кг.;
- Ориентировочная цена: 4500 руб.
Сварка скруток медных проводов медных проводов при помощи ручной дуговой электросварки является одним из наиболее надёжных способов соединения электрических проводов.
Преимущества:
- Прочность соединения;
- Отсутствие переходного сопротивления;
- На качество контакта не влияют внешние факторы: изменения температуры влажности;
- Не влияют механические воздействия.
Сварка для медных проводов можно купить в специализированных магазинах или дилерских центрах продаж электротехники.
Процесс сварки
Предварительно скрученные жилы подсоединяются к плюсовому кабелю инвертора, медный или угольный электрод к отрицательному.
В случае сварки специальным электродом для сварки медных проводов достаточно поднести его к скрутке, чтобы зажглась дуга и в течении 1сек. убрать, после чего осмотреть место соединения. Если образовавшейся капли недостаточно, можно повторить процедуру. Если специального электрода нет, то сварить медные провода можно графитовым стержнем. Сделать его можно самостоятельно из центрального стержня батарейки. При этом сварка для медных проводов по цене будет значительно ниже.
Установка сварочного тока
Как советуют опытные пользователи, необходимый ток для сварки скруток медных кабелей устанавливается из расчета сечение жилы умножив на 10. Например, для жилы диаметром 1,5 мм , сварочный ток будет устанавливаться 15А, для жил толщиной 3 мм 2 . ток устанавливается 30 А., соответственно если суммарное сечение кабеля 50 мм 2 сварочный ток устанавливается на 50 А. Напряжение при этом устанавливается минимальное и дальнейшем не имеет значения, так – как вышеуказанные инверторы имеют встроенные функции, которые срабатывают автоматически без участия оператора:
Hot-star – горячий старт (Хот-стар) – когда производится первоначальная контакт, аппарат автоматически повышает напряжение для розжига дуги и уменьшает его при возникновении сопротивления после поджога
Anti-stick – (Анти-стик) автоматически уменьшается ток при касании электродом соединяемой детали.
Эти функции помогут разжечь и удержать необходимое количество времени дуги для оплавления концов жил кабеля. Это способ подходит для сварки многожильных медных проводов.
Конечно, перед тем как сваривать непосредственно рабочие жилы, необходимо потренироваться два-три раза на пробных скрутках. Этого количества тренировок достаточно чтобы в дальнейшем получалась качественная сварка.
Прибор для сварки медных жил кабеля
Для профессионального монтажа электропроводки, сварка медных проводов инвертором имеет некоторые недостатки:
- всё-таки он предназначен для сварочных работ и хотя весит 4, 5 кг работа со сварочными кабелями не совсем комфортна;
- постоянное использование сварочных аппаратов в режиме минимальных нагрузок отрицательно сказывается на работе всей схемы, так – как она, как раз работает, на пределе возможности.
Для профессиональной сварки промышленностью выпускаются специальный аппарат серии ТС 700. (модификации ТС 700 -1, ТС 700-2 ” Призма”, ТС 700 -3) Базовая модель ТС 700 – 2 “Призма» разработана специально согласно требованиям ПУЭ для правильного и быстрого монтажа проводки.
Аппарат позволяет сваривать скрутки не только медных, но и алюминиевых жил сечением до 24 мм 2 .
Лёгкий вес прибора, всего 4, 4 кг. с габаритами 19,5х18,0х6,6 см. Позволяет его размещение в легкой и удобной сумке с размещением на груди (поставляется в комплекте с прибором).
Основные характеристики:
- Длина сетевого кабеля 3 м ., длина силовых кабелей плюс-минус 1,4м;
- Потребляемая мощность 1,5 кВт.
- Благодаря наличию сетевого фильтра работает от бытовой сети с колебанием напряжения до 15%.
- Вес силовых кабелей с приспособлениями для удержания электрода и скрутки всего 1,5 кг.
Имеется встроенная защита от токовой перегрузки и перегрева. Аппарат для сварки скруток медных проводов можно купить в специализированных дилерских центрах или найти в магазинах на интернет ресурсах.

Самостоятельное изготовление аппарата
Для того чтобы изготовить самостоятельно аппарат для сварки скруток необходимо иметь некоторые навыки монтажа электротехнических деталей. Основным элементом конструкции является понижающий трансформатор, мощностью не менее 0,6 кВт.А., то есть, который при напряжении на вторичной обмотке 24 В может выдержать кратковременную нагрузку до 30 А. Такие трансформаторы можно приобрести в розничной торговле, либо заказать в специализированных интернет магазинах.
Если же, есть дома старая ненужная техника с силовыми трансформаторами подходящей мощности, то можно использовать ее. Подойдёт и силовой трансформатор от микроволновой печи. Но у него может использоваться только первичная обмотка и само железо, вторичная обмотка удаляется и на ее место наматывается провод сечением 6 мм 2 не менее 30 витков.
Для того как правильно произвести монтаж оборудования можно посмотреть на видео, который представлен ниже. Плюсовой кабель для крепления самих скруток можно использовать пассатижи или кусачки с прикрепленными к нему кабелем, как электрод можно использовать любую угольную электрощетку от электрических коллекторных машин. Перед использованием как электрод для сварки медных проводов плоских электрощеток не забывать выравнивать концы скрутки.
Ещё один способ сварки медных кабелей, который присутствует в описании на просторах интернет ресурсов.
Сварочные карандаши
Речь идёт о сварочном стержне. Изделие представляет собой стержень напоминающий карандаш диаметром от 4 до 15 мм, длиной 7 -20 см. только вместо стрежня внутри экзотермическая смесь.
Такие изделия применяли военные при ремонте мат. части в полевых условиях.
Принцип работы
Сгорая смесь выделяет большое количество тепла достаточную для расплава тонколистового металла или медных жил кабелей. Тонкий стержень можно поджечь от обыкновенной спички, на более толстых имеется специальный фитиль, который поджигается обычной зажигалкой. Время горения такого карандаша от 20 сек до 5 мин. Что вполне хватит чтобы сварить несколько скруток, естественно соблюдая при этом технику безопасности при удержании стержня и профилактические противопожарные мероприятия, например, поставить рядом ведро с водой, чтобы в случае падения горящий стержень упал в воду, постелить металлический лист, подготовить огнетушитель.
Источник



