Монтаж трансформаторных подстанций и распределительных устройств
Технология монтажа комплектных распределительных устройств (КРУ) внутренней установки
КРУ монтируются только в помещениях, где закончены все строительные работы.
Установочные конструкции под КРУ изготавливают из уголков или швеллеров, которые устанавливают горизонтально, выверяя по уровню. Неровность допускается 1 мм на 1 м длинны и 5 мм по всей длине. Согласно ПУЭ эти конструкции присоединяют к контуру заземления полосовой сталью 40 х 4 мм не менее чем в двух местах.
При монтаже шкафов КРУ в помещении ширина прохода для однорядной установки должна быть равной длине выкатной тележки плюс 0,8 м, для двухрядной – длине одной тележки плюс 1 м. расстояние от шкафов до боковых стен не менее 0,1 м.
Монтаж камер КСО и шкафов КРУ начинают с крайней камеры. Проверяют правильность установки камеры по горизонтали и вертикали только после этого устанавливают следующую камеру. По окончании установки корпуса камер соединяют болтами, начиная с крайней камеры. В первую очередь затягивают нижние болты, а затем верхние.
 С помощью шнура проверяют прямолинейность верхней части камер и при необходимости регулируют их положение с помощью стальных подкладок. Вкатывая тележку, проверяют правильность установки шкафов КРУ. Подвижные части тележки и неподвижные части шкафа должны совпадать, а положение тележки надежно фиксироваться. Особенно тщательно проверяют работу шторок, которые должны опускаться и подниматься без перекосов и заеданий, а также действие механической блокировки.
С помощью шнура проверяют прямолинейность верхней части камер и при необходимости регулируют их положение с помощью стальных подкладок. Вкатывая тележку, проверяют правильность установки шкафов КРУ. Подвижные части тележки и неподвижные части шкафа должны совпадать, а положение тележки надежно фиксироваться. Особенно тщательно проверяют работу шторок, которые должны опускаться и подниматься без перекосов и заеданий, а также действие механической блокировки.
Выверенные шкафы КРУ и камеры КСО окончательно закрепляются электросваркой к установочной конструкции в четырех углах. Что также обеспечивает надежное заземление шкафов и камер. Далее выполняют монтаж сборных шин, соблюдая цвета фаз. Для этого необходимо снять с шинного отсека шкафа наружные листы. Ответвительные шины присоединяют к сборным болтами.
 Приборы и аппараты, снятые на время перевозки, устанавливают после монтажа шин и присоединяют к первичным и вторичным цепям согласно схемы.
Приборы и аппараты, снятые на время перевозки, устанавливают после монтажа шин и присоединяют к первичным и вторичным цепям согласно схемы.
Поверхности сборных шин в местах контактов промывают и смазывают вазелином. Эти поверхности нельзя зачищать напильником или наждачной шкуркой, так как на заводе эти места порыты специальным сплавом олова с цинком против коррозии. После установки сборных шин всей секции затягивают болты всех контактных соединений. Проверяют работу выключателей, разъединителей, вспомогательных контактов и блокировочных устройств.
Ножи разъединителя в камерах КСО при включении должны входить в неподвижные контакты плавно, без перекосов на глубину 30 мм и не доходить до упора на 3 – 5 мм. Привод разъединителя должен автоматически запираться в крайних положениях фиксатором.
Выключатели типа ВМП – 10 после монтажа их на опорные конструкции, выверяют по вертикали и по осям камеры не допуская перекосов.
Приводы выключателей поступают на монтаж обычно в собранном и отрегулированном состоянии. Регулировку привода совместно с выключателе проводят по заводской инструкции.
После подсоединения отходящих и питающих кабелей и проводов цепей вторичной коммутации все металлические конструкции КРУ (КСО) присоединяют к сети заземления. Заземление выполняют приваркой рам корпусов камеры в двух местах к магистрали заземления.

Комплектные распределительные устройства наружной установки (КРУН) применяют для распределительных устройств подстанций энергосистем, а также в составе КТП 35/6-10 кВ. Они состоят из отдельных шкафов.
Шкафы со встроенным оборудованием и коридором управления. Задняя стенка шкафов и боковые одновременно являются стенками помещения. Передняя часть шкафов оформлены аналогично передней части шкафов КРУ внутренней установки.

Технология монтажа КРУН
До начала монтажа все работы по фундаменту под КРУН должны быть закончены. Фундамент проверяют на соответствие чертежам проекта. Особое внимание необходимо обратить на правильность выполнения закладных швеллеров-оснований под шкафы КРУН и надежность их крепления к фундаментным стойкам.
Закладные основания под КРУН выполняют из рихтованных швеллеров № 12. Несущую поверхность выполняют в одной плоскости, соединяют с контуром заземления не менее чем в двух местах полосовой сталью сечением 40 х 4 мм.
 Шкафы КРУН к месту монтажа доставляются в упакованном виде. Перед установкой шкафов КРУН их снимают с поддонов тары, выкатывают тележки из корпуса КРУНа и устанавливают корпуса в соответствии со схемой их расположения в рапределительном устройствае.
Шкафы КРУН к месту монтажа доставляются в упакованном виде. Перед установкой шкафов КРУН их снимают с поддонов тары, выкатывают тележки из корпуса КРУНа и устанавливают корпуса в соответствии со схемой их расположения в рапределительном устройствае.
Монтаж КРУН начинают с крайнего шкафа. Только после проверки правильности установки монтируемого шкафа, приступают к монтажу следующего. Соединяя корпуса шкафов КРУН на их боковинах для уплотнения прокладывают резиновую трубку, предварительно смазанную клеем. Крышу коридора управления монтируют и стыкуют с торцовой, передней и задней стенками распределительного устройства. Аналогично собирают следующую пару элементов передней стенки и крыши.
Затем монтируют последующие элементы передней стенки и крыши распределительного устройства. Со стороны еще пока неустановленной второй торцевой стенки КРУН закладывают сборные шины, закрепляют их на шинодержателях, к которым присоединяют отпайки. Далее устанавливают компенсаторы сборных шин, перегородки отсеков, ТСН, присоединяют к нему ошиновку, закрепляют задние стенки шкафов КРУН, собирают и закрепляют вторую торцевую стенку.
Корпуса шкафов КРУН не должны иметь качаний и перекосов. При вкатывании тележки в шкаф, тележка не должна иметь перекосов при любом ее положении в корпусе, т.е. при перемещениях тележки её колеса должны опираться на направляющие.
На крыше шкафов для монтажа отходящих воздушных линий или вводов закрепляют кронштейны. Они поставляются в разобранном виде вместе со шкафами КРУН. После этого монтируют ошиновку ввода, отходящей линии, делают связь со шкафа ввода на шкаф ТСН. В коридоре управления монтируют навесные шкафы вторичных цепей, блоки питания соленоидов включения выключателей и блоков питания оперативного тока, а также выключатели освещения. Выполняют монтаж освещения.
Силовые кабели монтируют через заднюю дверцу в задней стенке шкафа. Так как в шкафах КРУН дно металлическое, для прохода кабеля в нем вырезают необходимое количество отверстий. После прокладки силового кабеля это отверстие уплотняют для защиты от попадания внутрь влаги, снега, пыли. Монтаж вторичных цепей между шкафами КРУН сводится к соединению штепсельных разъемов. Затем соединяют оперативные шинки и шинки питания, присоединяют жилы контрольных кабелей внешних соединений.

КТП внутренней установки
Комплектные трансформаторные подстанции (КТП) внутренней установки состоят из трехфазных понижающих трансформаторов, высшее напряжение, которых 6 или 10 кВ, а низшее напряжение 0,4 кВ и шкафов РУ. Шкафы РУ изготовляют секционными, линейными и вводными. Они состоят из шинной и коммутационных частей, разделенных перегородками.
В шкафах распределительного устройства (РУ) напряжением до 1 кВ размещены коммутационная и защитная аппаратура: выдвижные универсальные автоматические выключатели, релейная аппаратура АВР, измерительные приборы, а также измерительные трансформаторы тока.
Схемы управления, защиты и сигнализации оборудования КТП выполняют на оперативном переменном токе. Подстанции имеют один или два трансформатора мощностью 250, 400, 630, 1000, 1600, и 2500 кВА., которые поставляются заполненными трансформаторным маслом с азотной подушкой или с маслорасширителем, а также сухими со стекловолокнистой изоляцией. КТП с трансформаторами, заполненными трансформаторным маслом, можно применять только при устройстве под ними маслосборных приямков и расстояние между двумя КТП не менее 10 м.
Комплектные трансформаторные подстанции укомплектовывают шкафами предупредительной сигнализации. В зависимости от заказа шкафы распределительного устройства укомплектовывают различными схемами.
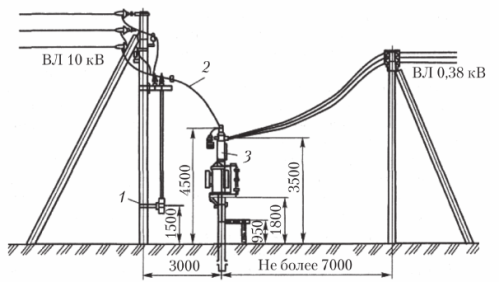
Размещение и присоединение КТП к ВЛ напряжением 10 и 0,38 кВ: 1 — привод разъединителя; 2 — провод на напряжение 10 к В; 3 — КТП
Монтаж комплектных трансформаторных подстанций
Приступая к монтажу комплектной трансформаторной подстанции внутренней установки проверяют оси подстанции, выверяют отметки основания под опорные швеллеры распределительного устройства и салазки трансформаторов, а также необходимые размеры строительной части.
 Блоки распределительного устройства поднимают инвентарными стропами, которые крепят за скобы. Если скобы отсутствуют, то блоки распределительного устройства устанавливают на фундаменты с помощью катков, выполненных из отрезков металлических труб. Если блоки распределительного устройства не имеют опорных швеллеров то увеличивают количество катков не мене четырех на блок.
Блоки распределительного устройства поднимают инвентарными стропами, которые крепят за скобы. Если скобы отсутствуют, то блоки распределительного устройства устанавливают на фундаменты с помощью катков, выполненных из отрезков металлических труб. Если блоки распределительного устройства не имеют опорных швеллеров то увеличивают количество катков не мене четырех на блок.
Многоблочные распределительные устройства монтируют поэтапно. Блоки устанавливают поочередно, предварительно снимая специальные заглушки, которые закрывают выступающие концы шин. Установочные швеллеры шкафов соединяют сваркой с помощью перемычек из полосовой стали сечением 40 х 4 мм. после установки блоков приваривают шины заземления к опорным швеллерам.
 Распределительные устройства соединяют с трансформатором гибкой перемычкой и закрывают коробом из листовой стали, который поставляется в комплекте с комплектной трансформаторной подстанцией. При выполнении присоединения к выводам трансформатора необходимо знать, что чрезмерные изгибающие усилия при затяжке гаек могут вызвать течь масла. Соединение шин выполняют с помощью болтов. Короб к трансформатору и вводному шкафу крепят болтами.
Распределительные устройства соединяют с трансформатором гибкой перемычкой и закрывают коробом из листовой стали, который поставляется в комплекте с комплектной трансформаторной подстанцией. При выполнении присоединения к выводам трансформатора необходимо знать, что чрезмерные изгибающие усилия при затяжке гаек могут вызвать течь масла. Соединение шин выполняют с помощью болтов. Короб к трансформатору и вводному шкафу крепят болтами.
По окончании монтажа блоков КТП проверяют исправность проводки приборов, надежность крепления болтовых соединений, особенно контактных и заземляющих, работу механической блокировки, состояние изоляторов. После этого подсоединяют кабели высокого и низкого напряжения. Для заземления КТП швеллеры приваривают к контуру заземления в двух местах.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Источник
МОНТАЖ ЭЛЕКТРООБОРУДОВАНИЯ ТРАНСФОРМАТОРНЫХ ПОДСТАНЦИЙ И РАСПРЕДЕЛИТЕЛЬНЫХ УСТРОЙСТВ




![]()
![]()
К подстанциям относят электроустановки, служащие для преобразования и распределения электроэнергии, а к распределительным устройствам (РУ) — установки для ее приема и распределения. Подстанции сооружают по типовым проектам, что способствует внедрению индустриальных методов строительства и монтажа. На подстанциях и РУ, сдаваемых под монтаж, должны быть сооружены подъездные пути, подъемные установки, проложены постоянные или временные сети для подвода электроэнергии, выполнено электрическое освещение, установлены закладные детали и основания в полу и оставлены монтажные проемы для перемещения крупногабаритного оборудования, подготовлены кабельные сооружения и подземные коммуникации. В открытых распределительных устройствах должны быть установлены, выверены и закреплены металлические и железобетонные конструкции, сооружены фундаменты под оборудование.
Монтаж подстанций и РУ, как и других электроустановок, проводят в две стадии. На первой стадии выполняют все подготовительные и заготовительные работы: комплектуют электрооборудование, конструкции и материалы; осуществляют укрупнительную сборку и ревизию оборудования. На второй стадии выполняют собственно монтаж электрооборудования.
Важнейшее условие высокого качества монтажных работ — поставка на монтаж надежного, соответствующего всем требованиям электрооборудования. Поэтому перед его установкой организуют квалифицированную предмонтажную проверку. Порядок, объем и критерии оценки в период предмонтажной подготовки зависят от вида электрооборудования и определяются нормативными документами и заводскими инструкциями. Обнаруженные мелкие дефекты при проверке следует устранять.
МОНТАЖ ИЗОЛЯТОРОВ И ШИН . В подстанциях и распределительных установках применяют опорные, проходные и линейные (подвесные) изоляторы для внутренней и наружной установок.
Перед монтажом изоляторы очищают от грязи и краски, удаляют твердые частицы и подвергают тщательной проверке. При этом проверяют качество поверхности изолятора, состояние металлических оцинкованных деталей, прочность армировки, геометрические размеры (выборочно), сопротивление изоляции.
На поверхности фарфоровых изоляторов не должно быть сквозных или поверхностных трещин, вкраплений песка, керамического материала или металла. Площадь сколов отбитых краев не должна превышать значений, нормируемых ГОСТ.
Поверхность металлических оцинкованных деталей должна быть без трещин, раковин, морщин, забоин, следов коррозии. Прочность армировки изоляторов считается достаточной, если колпаки, фланцы, шапки не качаются и не проворачиваются. Швы армирующей связки не должны иметь растрескиваний, неровностей и повреждений влагостойкого покрытия. Воздушный зазор между краем фланца, колпака или шапки и изолирующей детальюдолжен быть не менее 2 мм у фарфоровых и 1 мм у стеклянных изоляторов; толщина шва армирующей связкине менее 2 мм; непараллельность торцовых поверхностей опорных изоляторов внутренней установки не более 2 и 1 мм изоляторов наружной установки; несовпадение центра, фланца, колпака или шапки с изолирующей деталью — не более 2 мм. Сопротивление изолятора, измеренное мегомметром на напряжение 2500В, при положительной температуре должно быть не менее 300 МОм.
Как правило, опорные изоляторы устанавливают на металлических опорных конструкциях или непосредственно на стенах 4 или перекрытиях. Опорные и проходные изоляторы в ЗРУ закрепляют так, чтобы поверхности колпачков находились в одной плоскости и не отклонялись от нее более чем на 2 мм. Оси всех стоящих в ряду опорных или проходных изоляторов не должны отклоняться в сторону более чем на 5 мм. Фланцы опорных и проходных изоляторов, установленных на оштукатуренных основаниях или на проходных плитах, не должны быть утоплены. Изоляторы разных фаз располагают по одной линии, перпендикулярной к оси фаз. Проходные изоляторы устанавливают на каркасе из уголковой стали, перекрытом асбестоцементной плитой или в бетонной плите. Диаметры отверстий для проходных изоляторов в плитах или перегородках должны быть больше диаметра заделываемой части изоляторов на 5—10 мм. На смонтированных изоляторах закрепляют шинодержатели. Заготовка шин производится централизованно в специализированных мастерских. К основным работам при заготовке шин относят: сортировку и отбор их по сечениям и длинам; правку, отрезание и изгибание шин; разметку и заготовку отверстий для разборных соединений; подготовку контактных соединений.
Отдельные шины правят на балки или плите ударами молотка, через смягчающую удары прокладку. Изгибание шин выполняют по шаблонам, изготовляемым из стальной проволоки диаметром 3—6 мм. Шины изгибают на плоскость на ребро, штопором или уткой. При этом должны выполняться следующие условия: радиус изгиба шин на плоскость должен быть не менее двойной толщины шины; в изгибах на ребро для шин шириной менее 50 мм радиус изгиба должен быть не менее ее ширины, а при ширине более 50 мм должен равняться 2-кратной ширине шины; при изгибе на штопор длина должна быть не менее 2,5-кратной ширины шины. Изгибание шин на плоскость и ребро выполняют на шиногибочных с ганках или ручными шиногибами, а штопором и уткой — на специальных приспособлениях.
При подготовке шин к соединению на болтах отверстия выполняют вырубкой на прессе или сверлением на станке. На установленных и изогнутых шинах для сверления отверстий применяют дрель. Для лучшего прилегания контактирующих поверхностей на шинах шириной более 60 мм выполняют продольные надрезы. Контактные поверхности обрабатывают с целью удаления грязи, консервирующей смазки и пленки на шинофрезерном станке или напильником с покрытием слоем смазки. Шины на изоляторах закрепляют плашмя или на ребро с помощью планоктак, чтобы обеспечивалась возможность их продольного перемещения при изменении температуры. При большой длине шин для исключения линейных деформаций на них устанавливают шинные компенсаторы, состоящие из пакета тонких лент, с суммарным сечением, равным сечению шины. В середине общей длины или в середине участка между компенсаторами шины должны закрепляться жестко. Шинодержатели не должны создавать замкнутый контур вокруг шин, для этого одна из подкладок или все стяжные болты, расположенные по одной из сторон шины, должны быть из немагнитного материала. Проложенные шины выверяют натянутой проволокой, уровнем или отвесом, так как они должны лежать на изоляторах прямолинейно, без перекосов, без видимой поперечной кривизны и волнистости.
Соединяют шины сваркой или болтами. Предпочтение следует отдавать соединению сваркой. Болтовое соединение применяют только тогда, когда по условиям эксплуатации необходима его разборка. Такое соединение для алюминиевых шин, алюминиевых шин с медным или алюминиевым сплавом должно пополняться с применением средств стабилизации — метизов из цветных металлов или из стали, но с использованием тарельчатых пружин. Шины из остальных материалов можно соединять стальными болтами и гайками. В электроустановках с высокой влажностью и в помещениях с агрессивной химической средой для соединения алюминиевых шин с медными, а также для присоединения шин к аппаратам рекомендуется применять переходные пластины: медноалюминиевые или из твердого алюминиевого сплава.
Стыки сборных шин при болтовом соединении должны отстоять от головок изоляторов и мест ответвлений на расстояние не менее 50 мм.
После окончания работ по ошиновке выборочно проверяют качество соединений. Сварные швы не должны иметь трещин, раковин, прожогов, непроваров длиной более 10% длины шва (но не более 3 мм), подрезов глубиной более 10% (но не более 3 мм) и др. В болтовых соединениях проверяют плотность прилегания контактных поверхностей. При правильной затяжке щуп толщиной 0,02 мм должен входить между контактными поверхностями на глубину не более 5—6 мм.
При монтаже ошиновки должно обеспечиваться правильное чередование фаз, что достигается определенным расположением шин. В закрытых РУ должны выполняться следующие условия их установки: при вертикальном расположении шин фаз А-В-С сверху вниз; при горизонтальном, наклонном или треугольном расположении наиболее удаленная шина фазы А, средняя — фазы В, ближайшая к коридору обслуживания — фазы С; ответвления от сборных шин — слева направо А-В-С, если смотреть на шины из коридора обслуживания. Окраска одноименных шин в каждой электроустановке должна быть одинаковой. ПУЭ установлена следующая окраска шин: при трехфазном токе шина фазы А — желтым цветом, фазы В — зеленым, фазы С — красным, нулевая рабочая N— голубым, нулевая защитная РЕ – в виде чередующихся желто-зеленых полос; при постоянном токе: положительная шина (+) —красным цветом, отрицательная ( —) — синим и нулевая рабочая — голубым.
Источник



