—>Лудим, паяем, iPedы починяем —>
Подготовка проводов и кабелей к монтажу
После резки монтажных проводов и кабелей производится заделка их концов, заключающаяся в снятии изоляции и лужении освободившейся части провода. Монтажные провода следует зачищать специальным инструментом или на специальном оборудовании, исключающем надрез жил или отдельных проволочек. Запрещается использовать для снятия изоляции монтажный нож, скальпель, кусачки.
В зависимости от материала изоляции проводов различают несколько способов заделки их концов.
Марки проводов, а также материал изоляции и защитной оболочки приведены в табл. 1.4.
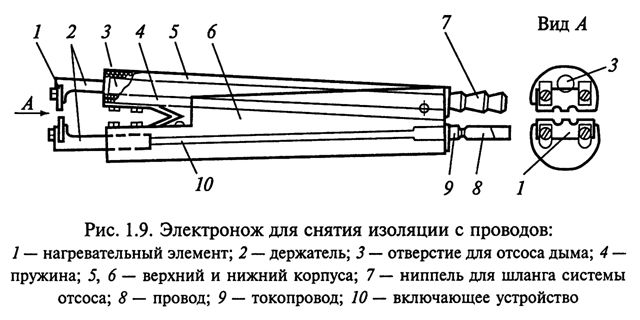
Текстильная, пластикатовая и пленочная изоляция снимаются обжигом с помощью электроножа (рис. 1.9).
Провода с фторопластовой изоляцией следует обжигать только непосредственно под вытяжной вентиляцией.
Провода с изоляцией, содержащей стекловолокно, зачищают в два этапа:
- снимают электрообжигом внешнюю полиэтиленовую или поливинилхлоридную изоляцию;
- расплетают, скручивают и откусывают внутреннюю изоляцию (стекловолокно) на расстоянии не больше 1 мм от торца внешней изоляции жилы (рис. 1.10).
Монтажные провода
Материал изоляции и защитной оболочки
Максимальное напряжение, В
Температура эксплуатации, ‘С
МГВ, МГВЭ, МГВЛ, МГВЛЭ, МГВСЛ, МГВСЛЭ
Пленочный и волокнистый триацетатный
Волокнистый; полихлорвиниловая оболочка и защитная оплетка
Шелковая лакоткань Лавсан
Хлопчатобумажная пряжа Шелк, капрон Стекловолокно, лак
 При удалении изоляции электрообжигом с жил проводов, имеющих внешнюю хлопчатобумажную или шелковую оплетку (БПВЛ, МГШДО и др.), ее концы покрывают клеем АК-20 или БФ-4.
При удалении изоляции электрообжигом с жил проводов, имеющих внешнюю хлопчатобумажную или шелковую оплетку (БПВЛ, МГШДО и др.), ее концы покрывают клеем АК-20 или БФ-4.
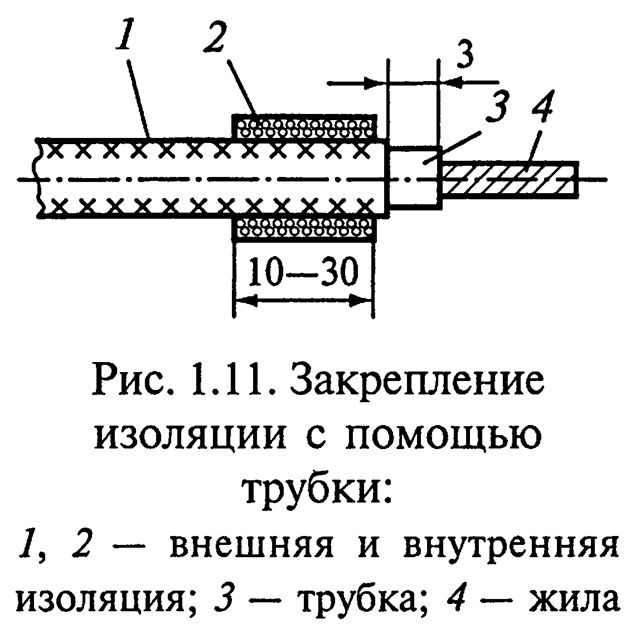
При удалении изоляции с жил проводов марки БПВЛ, имеющих внешнюю хлопчатобумажную оплетку, заделка проводов производится с помощью трубки (рис. 1.11). Изоляционная трубка ставится на клей или подбирается строго по диаметру провода.
При заделке концов многожильных кабелей необходимо сначала снять изоляцию со всех проводов кабеля, а жилы, имеющие окисленную поверхность, зачистить. Затем многопроволочные жилы скручивают таким образом, чтобы отдельные проволочки, составляющие жилу, не отставали друг от друга. После снятия оксидной пленки и скрутки проволочек жилу облуживают горячим способом, для чего погружают ее в электрованну с расплавленным припоем. Для облегчения последующей пайки жилы после облуживания покрывают консервирующим флюсом (ФКСп). Места разделки обвязывают изоляционной лентой (два-три слоя), поверх которой накладывают нитяной бандаж из суровой нити. После обвязки бандаж покрывают клеем БФ-4.
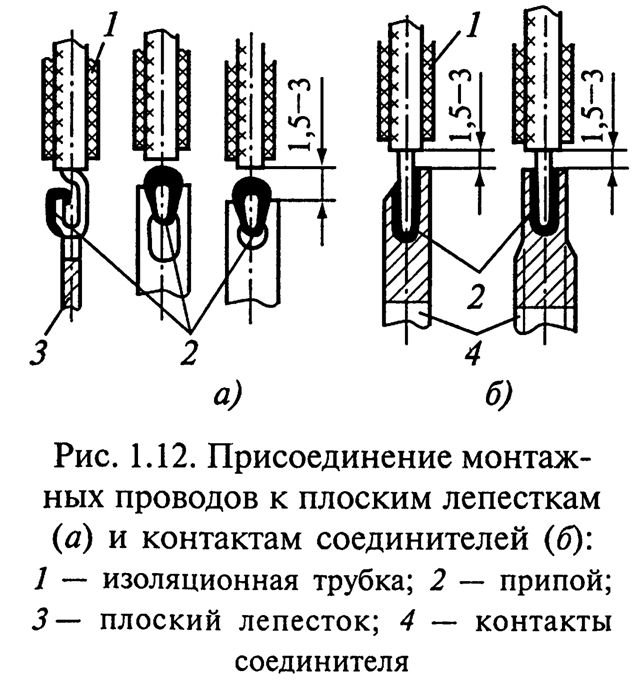 В случае присоединения монтажных проводов к плоским лепесткам жилу провода вставляют в отверстие лепестка (рис. 1.12, а) и обжимают вокруг его верхней части, после чего образованное соединение пропаивают припоем ПОС-61. Затем на монтажное соединение надевают изоляционную трубку, которую перед монтажом устанавливают на провод.
В случае присоединения монтажных проводов к плоским лепесткам жилу провода вставляют в отверстие лепестка (рис. 1.12, а) и обжимают вокруг его верхней части, после чего образованное соединение пропаивают припоем ПОС-61. Затем на монтажное соединение надевают изоляционную трубку, которую перед монтажом устанавливают на провод.
В случае присоединения монтажных проводов к контактам соединителей жилу провода вводят в контакт и пропаивают его монтажное отверстие (рис. 1.12, б). Очень часто при электрическом монтаже панелей или печатных плат применяют штыревые контакты. Для крепления проводов сечением 0,3 мм 2 их обертывают 1 —2 раза вокруг штыревого контакта не менее чем на 3/4 оборота, после чего производят пайку.
При соединении провода с лепестковым наконечником жилу провода припаивают к плоской части наконечника, а верхнюю часть наконечника обжимают вокруг провода. Излишек жилы провода откусывают кусачками, затем на монтажное соединение надевают изоляционную трубку, которую перед монтажом устанавливают на провода.
Провода к монтажным лепесткам, штыревым контактам, пистонам и контактам соединителей должны быть подведены без натяжения, с небольшим запасом по длине.
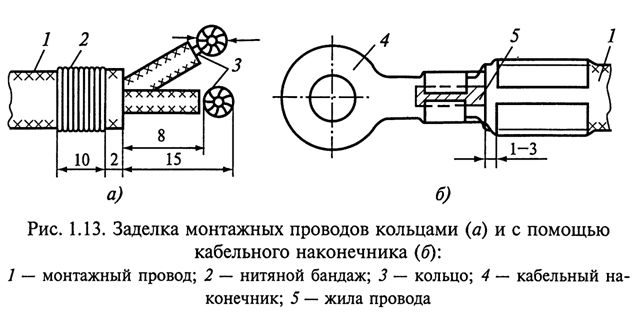
Присоединение монтажных проводов к колодкам зажимов под винт осуществляется либо кольцами, либо с помощью кабельного наконечника. В первом случае из зачищенных и облуженных жил проводов делают кольца, диаметры которых больше диаметра винта (рис. 1.13, а). Во втором случае к жилам проводов пайкой, сваркой или обжимкой присоединяют кабельные наконечники, имеющие отверстия под винт (рис. 1.13, б).
Крепление жилы провода к кабельному наконечнику пайкой производится следующим образом. Жилу монтажного провода после разделки и облуживания вставляют внутрь кабельного наконечника, слегка обжимают его и пропаивают (рис. 1.14). Припой должен спаять токопроводящую жилу провода с внутренней поверхностью наконечника.
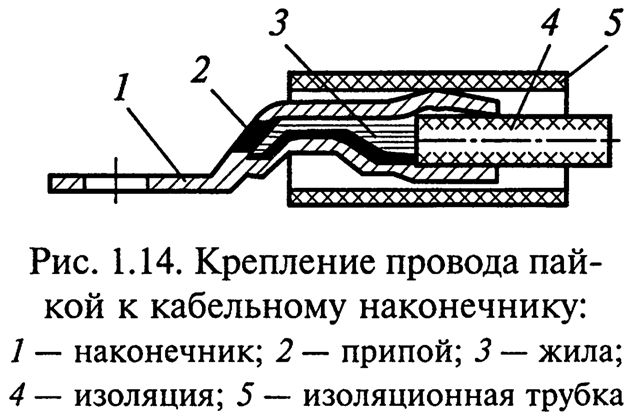 После пайки на монтажное соединение надевают изоляци- 1 онную трубку, которая перед монтажом устанавливается на провод. Для монтажных проводов сечением 0,75. 95 мм 2 и выше необходимо производить обжим наконечников с жилами. В настоящее время выпускаются технологическое оборудование и инструмент, позволяющие осуществлять холодную опрессовку жил проводов в кабельные наконечники различной толщины.
После пайки на монтажное соединение надевают изоляци- 1 онную трубку, которая перед монтажом устанавливается на провод. Для монтажных проводов сечением 0,75. 95 мм 2 и выше необходимо производить обжим наконечников с жилами. В настоящее время выпускаются технологическое оборудование и инструмент, позволяющие осуществлять холодную опрессовку жил проводов в кабельные наконечники различной толщины.
Для быстрого электрического и механического соединения и разъединения проводов, жгутов и кабелей предназначаются соединители. В большинстве случаев они используются для соединения и разъединения электрических цепей в обесточенном состоянии.
В РЭА и приборах соединители осуществляют электрические соединение и разъединение отдельных узлов и блоков, а в системах — отдельных устройств. Поэтому от качества выполнения монтажа соединителя зависит надежная работа приборов и системы в целом.
Сечение проводов, подводимых к контактам соединителя, не должно превышать сечений, рекомендуемых ТУ. Диаметр жилы провода должен быть меньше отверстия хвостовой части контакта. Если в одно отверстие требуется впаять два или три провода меньшего сечения, то жилы всех проводов необходимо скрутить, причем их суммарный диаметр должен быть меньше соответствующего отверстия в контакте соединителя.
В табл. 1.5 приведены типы соединителей и допустимые сечения подпаиваемых проводов.
Типы соединителей и допустимые сечения подпаиваемых проводов
Источник
§ 23. Технология подготовки к монтажу радиокомпонентов и изоляционных деталей
Типовой технологический процесс подготовки к монтажу навесных радиокомпонентов и микросхем состоит из их входного контроля, рихтовки, формовки, обрезки и лужения выводов и надевания изоляционных трубок.
Входной контроль заключается в проверке навесных радиокомпонентов и микросхем на соответствие требованиям ГОСТов или ТУ. Визуально проверяют внешний вид радиокомпонента (целостность корпуса, выводов и др.) и условное обозначение номиналов на соответствие их принципиальной схеме устройства. Иногда по требованию чертежа производят защиту маркировки лаком, стойким к спиртобензиновым смесям и другим растворителям.
Рихтовка (выпрямление выводов) в серийном производстве осуществляется специальными рихтовочными полуавтоматами. Для рихтовки выводов вручную применяют плоскогубцы или прямой пинцет. После рихтовки навесные радиокомпоненты поступают на формовку и обрезку выводов.
Формовка выводов радиокомпонентов заключается в придании им необходимой формы и производится согласно требованиям ТУ на данные радиокомпоненты и сборочного чертежа.
Наиболее характерные виды формовок выводов приведены на рис. 19,а-г. Обрезка выводов, как правило, совмещается с их формовкой и выполняется в одном приспособлении.

Рис. 19. Формовка выводов радио компонентов:
а — с круглым корпусом (сопротивления, конденсаторы, диоды), б — транзисторов, в — плоских конденсаторов, г — микросхемы; 1 — корпус, 2 — выводы, 3 — печатная плата
Приспособление для формовки и обрезки необходимо делать универсальным, чтобы на нем формовать выводы нескольких типов радиокомпонентов. Приспособление проектируют в зависимости от геометрических размеров корпусов радиокомпонентов и вида формовки.
При необходимости после формовки и обрезки выводов производят их лужение по всей заданной длине и поверхности согласно операционным эскизам. После лужения и проверки его качества на металлические корпуса радиокомпонентов и выводы надевают изоляционные трубки; это делается для изоляции их от печатных проводников. Нарезку изоляционных трубок производят вручную или на автомате мерной резки.
Подготовка деталей с ленточными выводами заключается в их обжатии в трубочку с помощью кусачек, в основании губок которых высверливается отверстие по линии разъема.
К подготовительным работам также относится сборка и развальцовка переходных колодок с контактами, мерная резка проводов, зачистка и лужение их концов, заготовка монтажных перемычек и др. Все эти операции механизированы и автоматизированы.
Контрольные вопросы
- Какие виды (методы) сборочных работ вы знаете?
- Какова технология сборочных работ с помощью клепки, пайки, сварки?
- В чем заключаются особенности выполнения соединений склеиванием?
- К какому виду (неразъемному или разъемному) относятся соединения, образуемые посадками?
- Какие разъемные соединения широко используют при сборке узлов РЭА?
Источник
—>Лудим, паяем, iPedы починяем —>
Входной контроль и подготовка электрорадиоэлементов к монтажу
Типовой технологический процесс подготовки навесных электрорадиоэлементов включает в себя следующие основные этапы: входной контроль навесных электрорадиоэлементов и интегральных микросхем; рихтовку выводов; формовку и обрезку выводов; лужение выводов; надевание изоляционных трубок.
Входной контроль навесных электрорадиоэлементов и микросхем заключается в проверке их на соответствие требованиям, изложенным в государственных стандартах или технических условиях, а также на наличие паспорта и штампа ОТК Визуально проверяются внешний вид электрорадиоэлемента (целостность корпуса, выводов и др.) и условное обозначение номиналов на соответствие их принципиальной схеме устройства. В некоторых случаях в соответствии с требованием чертежа производится защита маркировки лаком, стойким к спиртобензиновым смесям и другим растворителям.
Рихтовка (выпрямление) выводов вручную осуществляется с помощью прямого пинцета или плоскогубцев. В серийном производстве применяются специальные рихтовочные полуавтоматы.
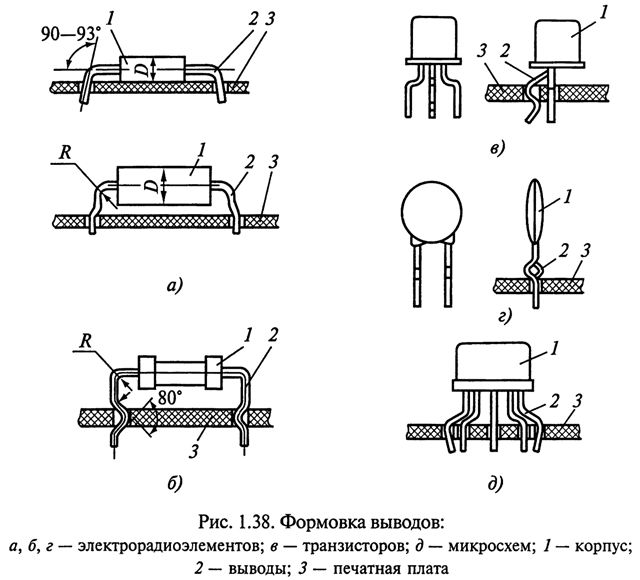
После рихтовки навесные электрорадиоэлементы поступают на формовку и обрезку выводов. Формовка выводов заключается в придании им необходимой формы. Наиболее характерные типы формовок выводов приведены на рис. 1.38, а — д. Обрезка выводов, как правило, совмещается с операцией формовки. Эти две операции выполняются на одном приспособлении.
В основном для формовки и обрезки используются универсальные приспособления, позволяющие формовать несколько типов электрорадиоэлементов (проектирование приспособлений осуществляют в зависимости от геометрии корпуса).
Формовка и обрезка выводов навесных электрорадиоэлементов и интегральных микросхем производятся согласно требованиям ТУ и сборочного чертежа.
При необходимости после формовки и обрезки выводов выполняется их лужение. Все выводы должны быть облужены по всей заданной длине и поверхности согласно операционным эскизам.
После лужения и проверки его качества производится надевание изоляционных трубок на металлические корпуса электрорадиоэлементов. Нарезка изоляционных трубок осуществляется вручную или на автомате для мерной резки полихлорвиниловых трубок.
К подготовительным работам относятся также сборка переходных колодок с контактами и развальцовка последних, мерная резка проводов, зачистка и облуживание их концов, заготовка монтажных перемычек и др. Все эти процессы в настоящее время механизированы и автоматизированы.
Материал для ознакомления взят из учебника «Радиоэлектронная аппаратура и приборы. Монтаж и регулировка». Автор: Ярочкина Г.В.
Источник
Подготовка элементов к монтажу
Сборные элементы для установки в проектное положение необходимо подготовить к монтажу — очистить поверхности конструкций (в первую очередь стыкуемых плоскостей) от пыли и грязи, промыть водой, очистить металлические элементы от ржавчины, проверить расположение выпущенных в стыках концов арматуры и закладных частей. Подготовка к монтажу включает также проверку соответствия конструкций паспорту, которым их обязан снабдить завод-изготовитель, и обстройку монтируемых элементов удобными и безопасными подмостями и лестницами для выполнения работ на высоте.
Монтажные подмости могут быть передвижные и навесные. Первые применяются при выполнении монтажных работ на небольшой высоте, их устанавливают непосредственно на земле или на перекрытии. Вторые — крепят к монтируемой конструкции до ее подъема и поднимают вместе с ней.
Лестницы бывают приставные и навесные и имеют рабочие площадки с ограждением.
В состав работ по подготовке к монтажу входит усиление элементов. При подъеме и кантовке некоторых конструктивных элементов, особенно большепролетных стальных и металлодеревянных ферм, из-за недостаточной жесткости может возникнуть опасность их деформации во время монтажа. Такие конструкции на период монтажа необходимо усиливать прикреплением бревен или брусьев к верхнему и нижнему поясам ферм.
В некоторых случаях подготовка к монтажу включает укрупнительную сборку таких конструкций, как фермы покрытия, рамы фонарей, колонны многоэтажных зданий. Перевозка этих конструкций в собранном виде затруднительна, поэтому их доставляют к месту монтажа отдельными частями, а на строительной площадке производят сборку на стационарных стеллажах, в кондукторах или шпальных клетках.
Подъем и установка конструкций. При монтаже необходимо каждый монтируемый элемент надежно прикреплять к крюку монтажного крана при помощи захватных приспособлений. Этот процесс называется строповкой.
В качестве захватных приспособлений для монтажа сборных конструкций используют стропы, траверсы и захваты.
Стропы чаще всего применяются при монтаже блоков, фундаментов, плит и колонн. В зависимости от монтируемых конструкций применяют стропы обычные, двухветвевые, четырехветвевые и др. Обычные стропы используют при монтаже колонн, двухветвевые — балок и ригелей, а четырехветвевые — при монтаже плит перекрытия (рис. 40). Трос подбирают с шестикратным запасом прочности и крепят к монтируемому элементу с помощью петли (узла) или к монтажным петлям, имеющимся в железобетонных элементах. Иногда вместо петель используют для крепления сквозные отверстия в монтируемых элементах, в которые заводят болты или специальные штыри. Для захвата петли поднимаемого элемента на конце строп имеются карабины или крюки с предохранительными запорными планками.
Траверсы применяются для монтажа элементов большого размера и массы: стропильных ферм, плит и т. п.
Строповку нужно выполнять таким образом, чтобы конструкции подавались к месту установки в положении, близком к проектному. Поднимать сборные элементы после строповки, перемещать их следует плавно, без рывков, не допуская раскачивания и вращения конструкций, толчков и ударов. Сначала нужно приподнять монтируемый элемент на 100—300 мм над землей и, только убедившись в надежности строповки и правильности положения конструкции, продолжать подъем. Чтобы устранить раскачивание и вращение монтируемых деталей, применяют оттяжки из тонких стальных тросов или пенькового каната.
Установка и временное закрепление. Конструкции, которые после установки недостаточно устойчивы (колонны, фермы, рамы и др.), необходимо сразу же временно закрепить, чтобы обеспечить их устойчивость против воздействия ветровых и монтажных нагрузок. Для установки и временного закрепления служат специальные инвентарные приспособления — кондукторы, а также клинья, подкосы, растяжки. Временно закрепить сборные элементы необходимо до освобождения крюка крана, причем до окончания временного закрепления элемента не разрешается опирать на него последующие элементы. Одновременно с временным закреплением производится проверка правильности установки элемента — выверка конструкции.
Сборные конструкции устанавливают по разбивочным осям с выверкой по рискам, которые нанесены на монтируемые элементы. Правильность совмещения рисок на элементе и основании проверяют стальными рулетками, линейками с делениями или специальными шаблонами, отметки проверяют геодезическими инструментами. При этом отклонения не должны превышать допусков по техническим условиям. Так, при установке колонн высотой до 5 м смещение оси нижнего или верхнего сечения относительно разбивочных осей не должно превышать 5 мм.
Окончательное закрепление. Последней, завершающей операцией процесса монтажа является окончательное закрепление установленного элемента. Окончательно крепят монтажные стыки стальных конструкций сваркой, клепкой или с помощью болтов после соответствующей подготовки. Сборные железобетонные конструкции закрепляют сваркой закладных металлических деталей в местах соединения элементов или замоноличиванием стыков жесткой бетонной смесью. Наиболее удобны сварные стыки, что позволяет уже в период монтажа придать устойчивость конструкции, временно прихватывая электросваркой стальные детали. Бетонные смеси, предназначенные для замоноличивания стыков сборных железобетонных конструкций, необходимо приготовлять на быстротвердеющих цементах и портландцементах марки 400 и выше. Обычно марка бетона указывается в проекте.
Источник



