- Отбортовка
- Смотреть что такое «Отбортовка» в других словарях:
- ОТБОРТОВКА
- Смотреть что такое «ОТБОРТОВКА» в других словарях:
- Сети электрические бортовые летательных аппаратов. Требования к электрическим жгутам
- Требования к электрическим жгутам
- Основные правила монтажа и эксплуатации авиационных проводов
- отбортовка кабеля
Отбортовка
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
Смотреть что такое «Отбортовка» в других словарях:
отбортовка — штамповка, загиб Словарь русских синонимов. отбортовка сущ., кол во синонимов: 4 • загиб (20) • … Словарь синонимов
ОТБОРТОВКА — 1) операция листовой штамповки.2) Загиб кромки металлического листа для соединения его с другой кромкой или другим листом (сваркой, склепыванием и т. д.) … Большой Энциклопедический словарь
отбортовка — Ндп. бортовка фланцовка Образование борта по внутреннему контуру заготовки или изделия. [ГОСТ 18970 84] Недопустимые, нерекомендуемые бортовкафланцовка Тематики оборуд. для бесстружечной обработки Обобщающие термины формоизменяющие операции … Справочник технического переводчика
ОТБОРТОВКА — (1) загиб кромки металлического листа для соединения его с др. кромкой или др. листом (клепкой или сваркой); (2) в кузнечно штамповочном производстве одна из технологических операций обработки металлов давлением путём образования борта по… … Большая политехническая энциклопедия
Отбортовка — [flanging, crimping] операция листовой штамповки для получения отверстия с бортом в полой или плоской заготовке (внутренняя отбортовка) или для получения борта по наружному контуру заготовки (наружняа отбортовка) … Энциклопедический словарь по металлургии
отбортовка — 1) операция листовой штамповки. 2) Загиб кромки металлического листа для соединения его с другой кромкой или другим листом (сваркой, склёпыванием и т. д.). * * * ОТБОРТОВКА ОТБОРТОВКА, 1) операция листовой штамповки. 2) Загиб кромки… … Энциклопедический словарь
отбортовка — 2.37.3 отбортовка: Замена протектора и обновление боковины, в том числе полностью или частично нижней части шины. Источник … Словарь-справочник терминов нормативно-технической документации
Отбортовка — ж. 1. процесс действия по гл. отбортовать 2. Результат такого действия. Толковый словарь Ефремовой. Т. Ф. Ефремова. 2000 … Современный толковый словарь русского языка Ефремовой
ОТБОРТОВКА — операция листовой штамповки. Различают внутр. О. (см. рис.), при к рой в полой или плоской заготовках с отверстием образуется отверстие большего диаметра, окружённое кольцевым бортом, и нар. О., при к рой борт образуется по внеш. контуру плоской… … Большой энциклопедический политехнический словарь
отбортовка — отборт овка, и … Русский орфографический словарь
Источник
ОТБОРТОВКА
ОТБОРТОВКА — (1) загиб кромки металлического листа для соединения его с др. кромкой или др. листом (клепкой или сваркой); (2) в кузнечно-штамповочном производстве — одна из технологических операций обработки металлов давлением путём образования борта по наружному контуру листовой заготовки или по торцу трубы.
Большая политехническая энциклопедия. — М.: Мир и образование . Рязанцев В. Д. . 2011 .
Смотреть что такое «ОТБОРТОВКА» в других словарях:
отбортовка — штамповка, загиб Словарь русских синонимов. отбортовка сущ., кол во синонимов: 4 • загиб (20) • … Словарь синонимов
ОТБОРТОВКА — 1) операция листовой штамповки.2) Загиб кромки металлического листа для соединения его с другой кромкой или другим листом (сваркой, склепыванием и т. д.) … Большой Энциклопедический словарь
отбортовка — Ндп. бортовка фланцовка Образование борта по внутреннему контуру заготовки или изделия. [ГОСТ 18970 84] Недопустимые, нерекомендуемые бортовкафланцовка Тематики оборуд. для бесстружечной обработки Обобщающие термины формоизменяющие операции … Справочник технического переводчика
Отбортовка — [flanging, crimping] операция листовой штамповки для получения отверстия с бортом в полой или плоской заготовке (внутренняя отбортовка) или для получения борта по наружному контуру заготовки (наружняа отбортовка) … Энциклопедический словарь по металлургии
отбортовка — 1) операция листовой штамповки. 2) Загиб кромки металлического листа для соединения его с другой кромкой или другим листом (сваркой, склёпыванием и т. д.). * * * ОТБОРТОВКА ОТБОРТОВКА, 1) операция листовой штамповки. 2) Загиб кромки… … Энциклопедический словарь
отбортовка — 2.37.3 отбортовка: Замена протектора и обновление боковины, в том числе полностью или частично нижней части шины. Источник … Словарь-справочник терминов нормативно-технической документации
Отбортовка — операция листовой штамповки (См. Листовая штамповка), в результате которой пластической деформацией исходной плоской заготовки образуют борт по контуру заранее пробитого в ней отверстия или по внешнему контуру. В первом случае О.… … Большая советская энциклопедия
Отбортовка — ж. 1. процесс действия по гл. отбортовать 2. Результат такого действия. Толковый словарь Ефремовой. Т. Ф. Ефремова. 2000 … Современный толковый словарь русского языка Ефремовой
ОТБОРТОВКА — операция листовой штамповки. Различают внутр. О. (см. рис.), при к рой в полой или плоской заготовках с отверстием образуется отверстие большего диаметра, окружённое кольцевым бортом, и нар. О., при к рой борт образуется по внеш. контуру плоской… … Большой энциклопедический политехнический словарь
отбортовка — отборт овка, и … Русский орфографический словарь
Источник
Сети электрические бортовые летательных аппаратов. Требования к электрическим жгутам
СЕТИ ЭЛЕКТРИЧЕСКИЕ БОРТОВЫЕ ЛЕТАТЕЛЬНЫХ АППАРАТОВ
Требования к электрическим жгутам
Проверено в 1986 г.
Распоряжением Министерства от 15 сентября 1977 г. № 087-16 срок введения установлен с 1 июля 1978 г.
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт устанавливает требования к разработке, размещению и защите от повреждений электрических жгутов (в дальнейшем изложении — жгутов) на летательных аппаратах (ЛА).
2. Жгуты должны разрабатываться на основе электрических схем соединений, компоновки оборудования, макетов жгутов и в соответствии с требованиями ОСТ 1 00155-74.
Для бортовых жгутов ЛА, изготовляемых из бортовых проводов, а также бортовых жгутов изделий классов 1, 2, 3, изготовляемых из монтажных проводов, применять провода с медной жилой площадью сечения 0,35 мм 2 и более или провода с упрочненной жилой площадью сечения 0,20 мм 2 и более.
Провода с медной жилой площадью сечения 0,35 мм 2 и с упрочненной жилой площадью сечения 0,20 мм 2 необходимо применять только в жгуте, состоящем не менее чем из трех проводов. В жгуте, составленном из трех проводов, не допускается более одного провода с медной жилой площадью сечения 0,35 мм 2 или одного провода с упрочненной жилой площадью сечения 0,20 мм 2 . В жгуте, составленном из пяти проводов, не допускается более двух проводов с медной жилой площадью сечения 0,35 мм 2 или двух проводов с упрочненной жилой площадью сечения 0,20 мм 2 . В жгуте, составленном из шести и более проводов, количество проводов с медной жилой площадью сечения 0,35 мм 2 и с упрочненной жилой площадью сечения 0,20 мм 2 не ограничивается.
4. Для ответственных цепей бортовой электрической сети в жгуте должна быть предусмотрена закладка запасных проводов.
Необходимость закладки запасных проводов, количество, сечение и длина отрезков проводов определяются разработчиком совместно с заказчиком и уточняются при проведении испытаний ЛА.
5. Жгуты бортовой электрической сети необходимо выполнять только целыми проводами. Соединение проводов с помощью муфт сращивания в жгутах определяется разработчиком ЛА по согласованию с заказчиком в соответствии с требованиями ОСТ 1 03868-77. Места установки муфт сращивания указывают в конструкторской документации, обозначают на ЛА бирками или другим способом и располагают в шахматном порядке (черт. 1) на прямолинейном участке между элементами крепления в зонах, легко доступных для обслуживания.

1 — жгут; 2 — хомут; 3 — муфта сращивания; 4 — бандаж
6. Для монтажа жгутов бортовой электрической сети необходимо применять материалы:
— металлические — коррозионно-стойкие или имеющие защитные антикоррозионные покрытия;
— неметаллические — влагоустойчивые, грибоустойчивые, не выделяющие токсичных газов (в интервале рабочих температур), устойчивые к среде, в которой будут эксплуатироваться.
7. В жгутах распределение проводов в электрические соединители (в дальнейшем изложении — соединители) должно быть таким, чтобы провода наиболее важных систем прокладывались через отдельные (только для данной системы) соединители.
8. В целях удобства прокладки и лучшей ремонтопригодности жгуты должны иметь диаметры, не превышающие:
— 40 мм — для одиночного жгута;
— 70 мм — для группы жгутов (трассы).
В технически обоснованных случаях на отдельных участках допускается увеличение диаметра трасс до 100 мм или применение плоскостной раскладки жгутов.
9. Жгуты и провода в жгутах должны быть проложены и закреплены так, чтобы была обеспечена:
— невозможность механического повреждения проводов при эксплуатации, доступность для осмотра и обслуживания;
— возможность ремонта бортовой электрической сети заменой целых жгутов или отдельных проводов без расстыковки ЛА в условиях эксплуатации и, как правило, без демонтажа его агрегатов.
Прокладка жгутов в местах возможного скопления влаги не допускается.
10. Для исключения истирания изоляции проводов двух пересекающихся жгутов один или оба жгута необходимо защитить в этом месте при помощи изоляционной ленты, трубки или другим способом по ОСТ 1 03856-79, а место пересечения надежно бандажировать (черт. 2).
11. В местах крепления жгуты должны быть стянуты защитным материалом и плотно обжаты хомутами для исключения закусывания проводов и возможности продергивания.
12. Размеры между хомутами и провисание жгута между двумя соседними хомутами, а также внутренние радиусы изгиба неподвижных жгутов должны соответствовать указанным на черт. 3 и в табл. 1.

1 — место бандажирования двух пересекающихся жгутов; 2 — верхний жгут; 3 — нижний жгут (защищенный)
Источник
Основные правила монтажа и эксплуатации авиационных проводов




![]()
![]()
К монтажному и установочному оборудованию относятся:
1. Контактные соединения (штепсельные разъемы, клеммные коробки, болтовые соединения).
2. ЦРУ (энергоузлы), РУ (электрощитки, пульты, панели), релейные и контакторные коробки и др.
3. Элементы защиты электрожгутов и их отбортовки(замки, хомуты, скобы, хлорвиниловые и металлические трубы и др.)
Контактные соединения применяются для удобства монтажа и демонтажа электрической сети в местах технологических разъемов, у съемного оборудования и всевозможных распределительных устройств.
Провода электрической сети ЛА обычно соединяются в жгуты с максимальным диаметром 70 мм. Для защиты от механических, химических и тепловых воздействий жгуты обматываются или обшиваются специальными материалами: капроновым или дермантиновым полотном, стеклотканью, асбестовой, или фторопластовой, хлорвиниловой лентой и др., а также могут прокладываться в металлических трубках или желобах. Для крепления (отбортовки) жгутов к элементам конструкции ЛА применяются специальные замки, хомуты, скобы и др.
Рассмотрим устройство проводов типа БПВЛ и ПТЛ, нашедших наибольшее применение в электрических сетях ЛА. Провод БПВЛ(Э) имеет токонесущую жилу из медных проволок, луженных оловом с изоляцией из полихлорвинилового пластиката в лакированной оплетке.
Выпускаются провода белого, голубого и красного цветов. Провод предназначен для монтажа бортовой сети низкого напряжения. Применяется для эксплуатации при температуре окружающей среды от +70 до -60 градусов по Цельсию. Выпускается сечением от 0,35 до 95 мм¤. Экранирующая плетенка должна быть изготовлена из медной проволоки 0,12 — 0,30 мм, луженной оловом.
Провод ПТЛ (теплостойкий лакированный) имеет токонесущую жилу из медной проводки. Изоляция выполняется из ленточного фторпластика в лакированной защитной оболочке из стеклонити. Данный провод выпускается четырех марок: ПТЛ-250, ПТЛ-200, ПТЛЭ-250, ПТЛЭ-200.
Токопроводящая жила ПТЛ-250 и ПТЛЭ-250 скручена из медных проволок, покрытых серебром или другим равноценным теплостойким слоем металла; у ПТЛ-200 и ПТЛЭ-200 проволоки токоведущей жилы лудятся.
Провода марок ПТЛ-250 и ПТЛЭ-250 отличаются от проводов марок ПТЛ-200 и ПТЛЭ-200 цветной нитью.
Провода собираются в жгуты диаметром до 70 мм. Для защиты от химических, термических и механических воздействий они могут быть проложены в металлических трубах, желобах, быть обмотаны дермантином, виниловой лентой и пр.
На объекте крепятся (отбортовываются) к неподвижным частям с помощью замков, хомутов (показать на монтаже элементы отбортовки).
Жгуты оканчиваются, как правило, штепсельными разъемами. Показать блочный и кабельный штепсельный разъем. Из коммутационной аппаратуры изучить конструкцию контактора и реле, основные элементы, принцип работы выключателей, переключателей, кнопок.
минимальные сечения проводов должны ограничиваться необходимой механической прочностью при монтаже и эксплуатации;
при одиночной прокладке – S > 0,75 мм 2 ,
при прокладке в жгуте – S > 0,50 мм 2 ,
при монтаже на пультах – S > 0,35 мм 2 ;
Источник
отбортовка кабеля
1 sertissage du câble
2 8.1.2.2. Проверка кабеля (при его применении).
F.8.1. Виды испытаний
F.8.1.1. Общие положения
F.8.1.2. Типовые испытания
Цикл из шести испытаний проводят в установленном порядке на каждом из трех образцов.
F.8.1.2.1. Испытания на электрическую прочность изоляции на новом образце.
Испытания проводят по ГОСТ Р 50030.1, подпункт 8.3.3.4, за исключением того, что напряжение должно прикладываться между оголенными концами проводов, соединенными между собой, и точкой корпуса (или металлической фольгой на корпусе) аппарата, залитого в капсулу (см. рисунок F.1). При этом не должно быть пробоя изоляции.
F.8.1.2.2. Проверка кабеля (при его применении).
Бесконтактные датчики сигналов с кабелем, представляющие единое целое с аппаратом, должны удовлетворять требованиям приложения G.
F.8.1.2.3. Испытание на стойкость к быстрой смене температур.
Испытание Na проводят согласно ГОСТ 28198, ГОСТ 28209 при следующих значениях параметров:
— ТАи ТB— минимальные и максимальные температуры, установленные в F.2.3;
— время переноса t2— 2 — 3 мин;
— число циклов — 5;
После проведения испытаний на образцах не должно быть видимых повреждений*.
F.8.1.2.4. Испытание на ударостойкость.
Испытание проводят, как описано ниже (см. рисунок F.2).
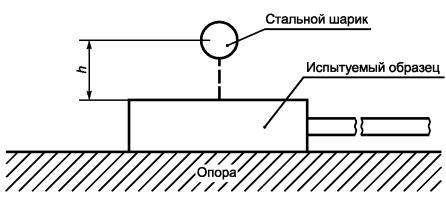
Рисунок F.2. — Испытательная установка
Испытуемый образец помещают на жесткую опору.
Наносят удар с энергией 0,5 Дж в центр самой большой поверхности или по самой длинной оси (при цилиндрической форме аппарата, залитого в капсулу).
Наносят удары стальным шариком массой 0,25 кг, падающим с высоты 0,20 м.
Опору считают достаточно жесткой, если перемещение, вызванное энергией удара, менее 0,1 мм.
После проведения испытания на поверхности аппарата не должно быть видимых повреждений * .
F.8.1.2.5. Испытания на влажное циклическое тепло.
Испытание Db проводят по ГОСТ 28216 при следующих значениях параметров:
— максимальная температура 55 °С;
— число циклов — 6.
В протоколе испытаний указывают вариант испытаний: 1 или 2.
После проведенных испытаний не должно быть видимых повреждений ** .
F.8.1.2.6. Испытание на электрическую прочность изоляции после механических нагрузок.
После испытаний по F.8.1.2.5 электрические свойства изоляции должны быть проверены повторными испытаниями по 8.3.3.4 с испытательным напряжением промышленной частоты, прикладываемым в течение 5 с.
Результаты должны соответствовать указанным в 8.3.3.4, но с более ограниченным током утечки, не превышающим 2 мА при напряжении 1,1 Ui.
F.8.1.3. Контрольные испытания.
Контрольные испытания — по 8.1.3. При этом проведение испытания на электрическую прочность изоляции является обязательным.
* После проведения испытаний по F.8.1.2.3, F.8.1.2.4 допустимы мелкие трещины на компаунде. Они не должны влиять на результаты конечного испытания по F.8.1.2.6.
** После проведения испытаний по F.8.1.2.5 допускаются мелкие трещины на компаунде. Они не должны влиять на результаты конечного испытания по F.8.1.2.6.
Источник



