- МЕТОДЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ СТС
- Проектирование слаботочных систем: последующий монтаж и обслуживание
- Что такое слаботочные системы и область их применения
- Информационно-телекоммуникационные
- Системы безопасности
- Системы контроля доступа
- Локально-вычислительные системы
- Процесс проектирования слаботочных систем
- Алгоритм действий
- Монтаж спроектированной системы
- Виды монтажа
- Обслуживание слаботочной системы
- Заключение
- Видео: Монтаж и обслуживание слаботочных систем
МЕТОДЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ СТС
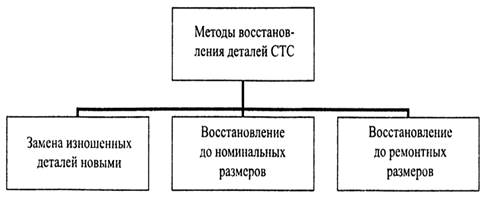
Для восстановления деталей СТС до номинальных или ремонтных размеров применяют различные способы восстановления, они приведены на структурной схеме:

Рассмотрим технологию восстановления деталей по каждому из перечисленных способов.
Механическая обработка — точение, фрезерование, сверление, строгание, шлифование, полирование, хонингование и т.д. — применяют для устранения овальности, конусообразности, рисок, задиров, царапин; забоин у шеек валов, втулок и других деталей, а также восстановления их до номинальных и ремонтных размеров, чистоты их поверхностей и изготовления новых деталей.
Шлифование, полирование, хонингование, а также алмазное выглаживание применяют для повышения точности и качества обрабатываемой поверхности.
Механическую обработку выполняют с использованием соответствующего металлорежущего инструмента (резцов, фрез, свёрл, развёрток, абразивного инструмента).
Резцы, фрезы, свёрла для повышения режущих свойств оснащают пластинами из твёрдых сплавов, таких как ВК6, ТЗОК4, Т17К12 и других.
Применение резцов с пластинами из твёрдых сплавов и сверхтвёрдыми материалами (алмазом или нитридом бора — эльбором) позволяет выполнять механическую обработку детали после её закалки.
Сварка и наплавка — с помощью сварки заваривают трещины в валах, втулках, корпусах механизмов и элементах корпуса судна. Наплавкой восстанавливают размеры шеек валов, устраняют эрозионные разрушения лопастей гребных винтов и т.д.
Для сварки и наплавки на переменном токе применяют сварочные трансформаторы типа ТС-300, ТС-500, ТД-300, ТСП-2 и др., а на постоянном токе — преобразователи типа ПСО-500; ПСУ-500. или сварочные выпрямители ВСС-300-3; ВКС-300 и др.
Для постоянного тока используют электроды марок УОНИ 13/45, УОНИ 13/55, УОНИ 13/85.
Для переменного тока используют электроды марок ОМН-5; ЦМ-7; АНО-3;МЭРидр.
Сварку и наплавку чугунных деталей производят без их подогрева или с нагревом до температуры 300-400 С. Для сварки используют электроды из чугунов марки А и Б или медные электроды.
Подогрев деталей осуществляют в электрических печах, газовыми горелками, а после наплавки или сварки — медленное охлаждение.
Газовую сварку применяют для восстановления деталей из любых сплавов. Наплавленный слой составляет 0,25—0,5 мм. Для восстановления деталей из чугуна и цветных сплавов обязательно применяют флюсы. На судах используют ацетиленокислородную сварку и резку металлов. На СРЗ применяют и другие горючие газы (водород, пропан, бутановая смесь).
Электросварка может быть ручной, полуавтоматической и автоматической.
Для защиты расплавленного металла от воздуха используют аргон, гелий, оксид углерода и азот.
Аргонодуговую сварку применяют для деталей, изготовленных из чугуна, легированных сталей и любых цветных сплавов.
Сварку в оксиде углерода используют для деталей, изготовленных из углеродистых и легированных сталей.
Азотнодуговую сварку применяют для деталей, изготовленных из меди и медных сплавов, так как этот газ инертен по отношению к ним.
Автоматическую наплавку выполняют на токарных станках, а для увеличения производительности применяют ленточные электроды из нержавеющей стали толщиной 0,3-0,7 мм, или из малоуглеродистой стали толщиной 0,5-0,7 мм, ширина ленты составляет 30-40 мм; сварочный ток — 650 А.
ТЕХНОЛОГИЯ СВАРКИ ПРИ РЕМОНТЕ СТС.
Сварка и наплавка — с помощью сварки заваривают трещины в валах, втулках, корпусах механизмов и элементах корпуса судна. Наплавкой восстанавливают размеры шеек валов, устраняют эрозионные разрушения лопастей гребных винтов и т.д.
Для сварки и наплавки на переменном токе применяют сварочные трансформаторы типа ТС-300, ТС-500, ТД-300, ТСП-2 и др., а на постоянном токе — преобразователи типа ПСО-500; ПСУ-500. или сварочные выпрямители ВСС-300-3; ВКС-300 и др.
Для постоянного тока используют электроды марок УОНИ 13/45, УОНИ 13/55, УОНИ 13/85.
Для переменного тока используют электроды марок ОМН-5; ЦМ-7; АНО-3;МЭРидр.
Сварку и наплавку чугунных деталей производят без их подогрева или с нагревом до температуры 300-400 С. Для сварки используют электроды из чугунов марки А и Б или медные электроды.
Подогрев деталей осуществляют в электрических печах, газовыми горелками, а после наплавки или сварки — медленное охлаждение.
Газовую сварку применяют для восстановления деталей из любых сплавов. Наплавленный слой составляет 0,25—0,5 мм. Для восстановления деталей из чугуна и цветных сплавов обязательно применяют флюсы. На судах используют ацетиленокислородную сварку и резку металлов. На СРЗ применяют и другие горючие газы (водород, пропан, бутановая смесь).
Электросварка может быть ручной, полуавтоматической и автоматической.
Для защиты расплавленного металла от воздуха используют аргон, гелий, оксид углерода и азот.
Аргонодуговую сварку применяют для деталей, изготовленных из чугуна, легированных сталей и любых цветных сплавов.
Сварку в оксиде углерода используют для деталей, изготовленных из углеродистых и легированных сталей.
Азотнодуговую сварку применяют для деталей, изготовленных из меди и медных сплавов, так как этот газ инертен по отношению к ним.
Автоматическую наплавку выполняют на токарных станках, а для увеличения производительности применяют ленточные электроды из нержавеющей стали толщиной 0,3-0,7 мм, или из малоуглеродистой стали толщиной 0,5-0,7 мм, ширина ленты составляет 30-40 мм; сварочный ток — 650 А.
Плазменная сварка — способ соединения деталей, при котором в качестве источника теплоты используют ионизированный газ (плазма), температура которого достигает до 16000°С и выше в месте соприкосновения с обрабатываемым материалом. Ионизированный газ, содержащий свободные положительные и отрицательные ионы, обычно получается при нагреве газа концентрированной электрической дугой. Устройство, в котором нагревается газ и образуется плазма, получило название плазменная горелка или плазмотрон. Для сварки применяют аргон, смеси аргона с водородом или гелием.
Плазменная резка применяется в том случае, когда неприменима электрическая и газовая резка. Плазменная резка углеродистой стали может производиться с использованием воздуха или кислорода. Ширина реза стального листа толщиной 25 мм составляет около 5 мм.
Плазменной горелкой разрезают листы из алюминиевых сплавов толщиной до 125 мм, нержавеющей стали — до 100 мм.
Плазменная наплавка производится с помощью плазменных горелок. С их помощью возможно нанесение любых тугоплавких материалов на другие материалы.
Лазерная сварка — способ соединения деталей, при котором в качестве источника теплоты используют мощный сконцентрированный световой луч, излучаемый оптическим квантовым генератором лазером.
Лазерная сварка является прецизионной операцией, в большинстве случаев не требующей последующего устранения остаточных деформаций или механической обработки сварных узлов конструкций. Выполненные лазерным лучом сварные швы отличаются хорошими механическими свойствами. Остаточные деформации при лазерной сварке в 3-5 раз меньше, чем при газовой сварке. Используя лазерное излучение можно получать качественные сварные соединения цветных металлов и сплавов — медных и алюминиевых.
Лазерная резка — способ разделения практически любых материалов, Независимо от их теплофизических свойств. При помощи лазерного луча можно точно, быстро и без шума разрезать листы из углеродистых, легированных и нержавеющих сталей, алюминиевых и медных сплавов толщиной до 10 мм. Ширина разреза составляет 0,2-0,5 мм. При этом обеспечивается высокое качество поверхности разреза на всех металлах, независимо от их температуры плавления и твёрдости. Лазерная резка применяется для разделения легковоспламеняющихся материалов: пластмассы, дерева, стеклопластиков, бумаг и, кожи, при их толщине до 50 мм, при этом ширина реза не превышает 1 мм. Лазерная резка, по сравнению с другими способами, дает возможность получить узкий разрез в обрабатываемом материале, вести обработку материала практически по любому сложному контуру и автоматизировать процесс резки при достаточно высокой точности и производительности.
Лазерная наплавка — представляет собой технологический метод получения покрытий с заданными физико-механическими свойствами. Наплавляемые материалы в виде обмазки наносят на поверхность детали, либо в виде порошка подают с помощью дозатора непосредственно в зону воздействия лазерного луча. В качестве наплавочных материалов используют металлы, сплавы и керамику. Получаемый слой имеет толщину до 1 мм, обладает высокой адгезией, однородностью, плотностью, значительной твёрдостью.
Ресурс деталей, восстановленных лазерной наплавкой, равен, а в отдельных случаях превышает ресурс новых.
Пробивка отверстий — этот способ широко используют в приборостроении для получения отверстий диаметром от 10 мкм до 1 мм в любых, в том числе, в хрупких и твёрдых материалах. Используя импульсный режим работы лазера можно получить отверстия разного диаметра на большую глубину, что невозможно другими методами. Для получения отверстий диаметром меньше 5 мкм используют лазеры с малыми значениями длины волны.
Дата добавления: 2015-12-16 ; просмотров: 956 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Проектирование слаботочных систем: последующий монтаж и обслуживание
На сегодня без слаботочных систем (СТС) трудно представить себе какой-либо объект, будь-то жилые дома, офисы или производственные объекты.
На большинстве таких объектах эти системы планируются еще в процессе проектирования здания и при введении его в эксплуатацию сдаются вместе с ним.
К слаботочным относятся системы, которые обеспечивают доступ к интернету, цифровому телевидению, телефонной связи, гарантируют безопасность на объектах и прочее.
Слаботочные системы в Москве и других больших и маленьких городах гарантируют комфортные условия проживания людей, а также обеспечивают условия для работы на том или ином предприятии.
Что такое слаботочные системы и область их применения
Слаботочные системы благодаря своей практичности и функциональности заслужили широкое практическое применение и активно пользуются людьми. К основным из них можно отнести ниже представленные.
Информационно-телекоммуникационные
Эти системы используются с целью поддержки звуковой и видеосвязи, использования современного телевидения, предоставления доступу к интернету.

Их наличие способствует развитию человечества и расширению его мировоззрения.
Системы безопасности
Их наличие на объекте позволит гарантировать требуемый уровень безопасности, обеспечивая возможность своевременного выявления пожара, проникновения на объект, возникновения внештатных ситуаций и прочее.
Системы контроля доступа
Использование этого оборудования позволит реализовать различные конфигурации, с помощью которых можно ограничивать доступ на объект, контролировать присутствие на нем персонала и посторонних лиц, запрещать посещение отдельных помещений объекта и др.

Локально-вычислительные системы
Посредством этих сетей обеспечивается доступ к данным, расширяется возможность использования информационных ресурсов, обеспечивается возможность общей работы над различными проектами.
Это далеко не полный спектр слаботочных систем, перечень которых будет расширяться по мере развития технологий.
Процесс проектирования слаботочных систем
Если на начальном этапе проектирования объекта не были предусмотрены какие-либо слаботочные системы, их вполне можно реализовать и в процессе эксплуатации объекта, не причиняя вреда его эксплуатационным и функциональным характеристикам.
Для этого следует выполнить проектирование слаботочных систем и провести их последующий монтаж.

Это смогут сделать специальные компании, которые имеют соответствующие лицензии, оборудование и квалифицированную команду специалистов.
Алгоритм действий
- Проектирование слаботочных систем реализуется посредством выполнения определенного перечня действий.
- Обследование объекта на месте. Этот этап предусматривает визуальную оценку возможности расположения и монтажа элементов слаботочных систем в зависимости от особенностей объекта. Только тщательный анализ объекта позволит сделать качественное и точное техническое задание, по которому можно будет воссоздать конфигурацию требуемой системы.
- Определение стадий и временных показателей реализации проекта. В соответствии с этим планом будут последовательно реализовываться монтажные и настроечные работы. Наличие такого плана позволит в заданные сроки реализовать поставленную задачу и вовремя предоставить заказчику полнофункциональную систему.
- Создается техническое задание. Этот этап предусматривает детальное описание технической стороны будущей системы с учетом всех нюансов и тонкостей конкретного объекта.
- Проектирование будущей СТС. На этом этапе будут созданы чертежи будущей системы и произведено составление смет на слаботочные системы. Здесь важно учесть все требуемое оборудование, устройства, расходные материалы и дополнительные услуги.
Результатом реализации перечисленных действий станет проектная документация, согласно которой можно проводить соответствующие монтажные работы.
Монтаж спроектированной системы
Процедура монтажа спроектированной системы предусматривает последующую реализацию следующих действий:
- инженер проектировщик слаботочных систем выезжает на объект;
- реализуются подготовительные работы, которые предусматривают подготовку поверхностей, проделывание углублений и сверление отверстий;
- прокладываются соответствующие питательные и информационно-коммуникационные кабеля для слаботочных систем;
- выполняется монтаж соответствующего оборудования и устройств;
- осуществляются пуско-наладочные работы.
После запуска системы важен еще один этап – он заключается в настройке и выполнении наладочных работ, что обеспечит функционирование системы должным образом.
Виды монтажа
На монтаж слаботочных систем цены могут меняться в зависимости от типа используемого монтажа – он может быть открытым и скрытым.
Скрытый монтаж более дороже, поскольку предусматривает скрытую прокладку кабелей СТС, а это более трудоемкий процесс.
Открытый
Проектирование и монтаж слаботочных систем предусматривает использование открытого способа прокладки кабелей на производственных и промышленных предприятиях, а также различных нежилых помещениях.

Внутри таких объектов кабеля располагаются достаточно высоко, поэтому они никому не мешают, а также защищены от повреждения различными внешними факторами.
Если открытая прокладка кабеля производится вне помещений, на открытом пространстве, следует позаботиться о том, чтобы обеспечить его надежную защиту от осадков и возможных механических воздействий.
Крепеж кабелей в основном проводят с помощью специальных монтажных скобок. Прокладывать кабель нужно по кратчайшему пути, который должен проходить параллельно или перпендикулярно полу.
Если происходит пересечение двух кабельных магистралей, то оно должно осуществляться под углом 90°. Кабельная магистраль должна прокладываться из цельного кабеля – слаботочный кабель для систем сигнализации не должен иметь соединение двух или более отрезков.
Закрытый
Для жилых объектов, офисных помещений и прочих учреждений, где висящие провода будут портить дизайн и внешний вид обязательно используется закрытый способ прокладывания проводных магистралей.
Его также используют для систем видеонаблюдения, чтобы не раскрывать места, где спрятаны скрытые камеры наблюдения.

Проект слаботочных систем для закрытого типа монтажа предусматривает использование специально подготовленных каналов в стенах, а также пластиковые рукава и короба для скрытия и защиты кабельных магистралей.
Для СТС, которые используются для передачи звуко- и видеосигналов от систем видеонаблюдения обязательно должно использоваться заземление.
Его наличие позволит исключить воздействия сетевых токов, которые могут создавать помехи при передаче такого рода сигналов. Для заземления используются специальные шины, которые выполняют из медных проводников.
Обслуживание слаботочной системы
Обслуживание слаботочных систем нацелено на то, чтобы поддержать системы в рабочем состоянии и постоянно готовыми к выполнению своих функциональных задач на высоком качественном уровне.

Комплекс по обслуживанию предусматривает выполнение следующих работ:
- регулярные профилактические работы;
- устранение выявленных неполадок (механические повреждения кабелей, выход из строя оборудования, регулирование устройств);
- экстренный ремонт или замена оборудования при его поломке;
- удаленное обслуживание и настройка с помощью специальных программ и плагинов;
- установка дополнительных устройств и функционального оборудования с целью масштабирования существующей системы;
- консультации по использованию и работе со слаботочными системами.
Заключение
Слаботочные системы – это неотъемлемый атрибут для любого человека и любого предприятия.
Их наличие существенно расширяет профессиональные возможности и доступ к информации, обеспечивает более быструю и эффективную реализацию различных проектов и профессиональных задач.
Чтобы правильно создать нужную СТС важно корректно составить проект, подобрать оборудование и провести его монтаж.
Это помогут сделать специальные компании, которые специализируются на этой деятельности и готовы реализовать любой по сложности проект.
Видео: Монтаж и обслуживание слаботочных систем
Источник



