Монтаж железобетонных колонн технология
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА (ТТК)
МОНТАЖ ЖЕЛЕЗОБЕТОННЫХ КОЛОНН ПРОМЫШЛЕННЫХ ЗДАНИЙ И СООРУЖЕНИЙ
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Типовая технологическая карта (именуемая далее по тексту ТТК) — комплексный организационно-технологический документ, разработанный на основе методов научной организации труда для выполнения технологического процесса и определяющий состав производственных операций с применением наиболее современных средств механизации и способов выполнения работ по определённо заданной технологии. ТТК предназначена для использования при разработке Проектов производства работ (ППР) строительными подразделениями. ТТК является составной частью Проектов производства работ (далее по тексту — ППР) и используется в составе ППР согласно МДС 12-81.2007.
1.2. В настоящей ТТК приведены указания по организации и технологии производства работ по монтажу железобетонных колонн промышленных зданий и сооружений.
Определён состав производственных операций, требования к контролю качества и приемке работ, плановая трудоемкость работ, трудовые, производственные и материальные ресурсы, мероприятия по промышленной безопасности и охране труда.
1.3. Нормативной базой для разработки технологической карты являются:
— строительные нормы и правила (СНиП, СН, СП);
— заводские инструкции и технические условия (ТУ);
— нормы и расценки на строительно-монтажных работы (ГЭСН-2001 ЕНиР);
— производственные нормы расхода материалов (НПРМ);
— местные прогрессивные нормы и расценки, нормы затрат труда, нормы расхода материально-технических ресурсов.
1.4. Цель создания ТТК — описание решений по организации и технологии производства работ по монтажу железобетонных колонн промышленных зданий и сооружений, с целью обеспечения их высокого качества, а также:
— снижение себестоимости работ;
— сокращение продолжительности строительства;
— обеспечение безопасности выполняемых работ;
— организации ритмичной работы;
— рациональное использование трудовых ресурсов и машин;
— унификации технологических решений.
1.5. На базе ТТК в составе ППР (как обязательные составляющие Проекта производства работ) разрабатываются Рабочие технологические карты (РТК) на выполнение отдельных видов работ по монтажу железобетонных колонн промышленных зданий и сооружений.
Конструктивные особенности их выполнения решаются в каждом конкретном случае Рабочим проектом. Состав и степень детализации материалов, разрабатываемых в РТК, устанавливаются соответствующей подрядной строительной организацией, исходя из специфики и объема выполняемых работ.
РТК рассматриваются и утверждаются в составе ППР руководителем Генеральной подрядной строительной организации.
1.6. ТТК можно привязать к конкретному объекту и условиям строительства. Этот процесс состоит в уточнении объемов работ, средств механизации, потребности в трудовых и материально-технических ресурсах.
Порядок привязки ТТК к местным условиям:
— рассмотрение материалов карты и выбор искомого варианта;
— проверка соответствия исходных данных (объемов работ, норм времени, марок и типов механизмов, применяемых строительных материалов, состава звена рабочих) принятому варианту;
— корректировка объемов работ в соответствии с избранным вариантом производства работ и конкретным проектным решением;
— пересчёт калькуляции, технико-экономических показателей, потребности в машинах, механизмах, инструментах и материально-технических ресурсах применительно к избранному варианту;
— оформление графической части с конкретной привязкой механизмов, оборудования и приспособлений в соответствии с их фактическими габаритами.
1.7. Типовая технологическая карта разработана для инженерно-технических работников (производителей работ, мастеров, бригадиров) и рабочих, выполняющих работы в III-й температурной зоне, с целью ознакомления (обучения) их с правилами производства работ по монтажу железобетонных колонн промышленных зданий и сооружений, с применением наиболее современных средств механизации, прогрессивных конструкций и способов выполнения работ.
Технологическая карта разработана на следующие объёмы работ:
II. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Технологическая карта разработана на комплекс работ по монтажу железобетонных колонн промышленных зданий и сооружений.
2.2. Работы по монтажу железобетонных колонн промышленных зданий и сооружений, выполняются механизированным отрядом в одну смену, продолжительность рабочего времени в течение смены составляет:
 час.
час.
2.3. В состав работ, последовательно выполняемых при монтаже железобетонных колонн промышленных зданий и сооружений, входят следующие технологические операции:
— геодезическая разбивка местоположения колонн на фундаментах;
— подготовка фундаментов под монтаж колонн;
— временное (монтажное) обустройство колонн распорками, оттяжками, монтажными лестницами, подмостями и люльками;
— строповка, подъём (перемещение), наводка, ориентирование и установка готовых колонн на фундаменты в проектное положение с временным креплением;
— выверка, окончательное закрепление колон в проектном положении и снятие временных креплений.
2.5. Технологической картой предусмотрено выполнение работ комплексным механизированным звеном в составе: передвижная бензиновая электростанция Honda ET12000 (3-х фазная 380/220 В, N=11 кВт, m=150 кг); седельный тягач КамАЗ-54115-15 с бортовым полуприцепом СЗАП-93271 (грузоподъемность Q=25,0 т); сварочный генератор (Honda) EVROPOWER ЕР-200Х2 (однопостовый, бензиновый, P=200 А, H=230 В, вес m=90 кг); автогидроподъемник АПТ-22 на базе автомобиля Урал-4320 (вылет стрелы l=9,0 м грузоподъемность Q=300 кг, высота подъема Hmax.=22,0 м); автомобильный стреловой кран КС-45717 (грузоподъемность Q=25,0 т); монтажный гусеничный кран МКГ-25.01 (грузоподъемность Q=25,0 т).

Рис.1. Грузовые характеристики автомобильного стрелового крана КС-45717

Рис.2. Грузовые характеристики автогидроподъемника АПТ-22

Рис.3. Седельный тягач КамАЗ-54115-15 + полуприцеп СЗАП-93271

Рис.4. Грузовые характеристики монтажного гусеничного крана МКГ-25.01


Рис.5. Электростанция Honda ET12000
Рис.6. Генератор EVROPOWER ЕР-200Х2
2.5. Для монтажа применяются железобетонные колонны; электроды 4,0 мм Э-42 по ГОСТ 9466-75; эмаль ПФ-133 по ГОСТ 926-82*; грунтовка ГФ-021 по ГОСТ 25129-82.

Рис.7. Железобетонные колонны
2.6. Работы по монтажу железобетонных колонн промышленных зданий и сооружений следует выполнять, руководствуясь требованиями следующих нормативных документов:
— СП 126.13330.2012. Геодезические работы в строительстве. Актуализированная редакция СНиП 3.01.03-84;
— Пособие к СНиП 3.01.03-84. Производство геодезических работ в строительстве;
— СНиП 3.03.01-87. Несущие и ограждающие конструкции;
— СТО НОСТРОЙ 2.7.58-2011. Колонны сборные железобетонные многоэтажных зданий. Технические требования к монтажу и контролю их выполнения;
— СНиП II-90-81. Производственные здания промышленных предприятий;
— СТО НОСТРОЙ 2.10.64-2012. Сварочные работы. Правила и контроль монтажа, требования к результатам работ;
— СТО НОСТРОЙ 2.33.14-2011. Организация строительного производства. Общие положения;
— СТО НОСТРОЙ 2.33.51-2011. Организация строительного производства. Подготовка и производство строительно-монтажных работ;
— СНиП 12-03-2001. Безопасность труда в строительстве. Часть 1. Общие требования;
— СНиП 12-04-2002. Безопасность труда в строительстве. Часть 2. Строительное производство;
— ПБ 10-14-92. Правила устройства и безопасной эксплуатации грузоподъемных кранов;
— ВСН 274-88 Правила техники безопасности при эксплуатации стреловых самоходных кранов;
— РД 11-02-2006. Требования к составу и порядку ведения исполнительной документации при строительстве, реконструкции, капитальном ремонте объектов капитального строительства и требования, предъявляемые к актам освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения;
— РД 11-05-2007. Порядок ведения общего и (или) специального журнала учета выполнения работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства.
III. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
3.1. В соответствии с СП 48.13330.2001 «СНиП 12-01-2004 Организация строительства. Актуализированная редакция» до начала выполнения строительно-монтажных работ на объекте Подрядчик обязан в установленном порядке получить у Заказчика проектную документацию и разрешение (ордер) на выполнение строительно-монтажных работ. Выполнение работ без разрешения (ордера) запрещается.
3.2. До начала производства работ по монтажу железобетонных колонн промышленных зданий и сооружений необходимо провести комплекс организационно-технических мероприятий, в том числе:
— разработать РТК или ППР на монтаж железобетонных колонн промышленных зданий и сооружений и согласовать со всеми субподрядными организациями и поставщиками;
— решить основные вопросы, связанные с материально-техническим обеспечением строительства;
— назначить лиц, ответственных за безопасное производство работ, а также их контроль и качество выполнения;
— обеспечить участок утвержденной к производству работ рабочей документацией;
— укомплектовать бригады монтажников железобетонных конструкций, ознакомить их с проектом и технологией производства работ;
— провести инструктаж членов бригады по технике безопасности;
— установить временные инвентарные бытовые помещения для хранения строительных материалов, инструмента, инвентаря, обогрева рабочих, приёма пищи, сушки и хранения рабочей одежды, санузлов и т.п.;
— подготовить к производству работ машины, механизмы и оборудования и доставить их на объект;
Источник
Технология монтажа сборных железобетонных колон.
РЕФЕРАТ
Курсовой проект 28 с., 14 рисунков,3 таблиц, 12 источников.
Ключевые слова: колонны сборные железобетонные, многоэтажные здания, технические требования к монтажу, контроль выполнения.
Цель работы: Ознакомление с технологий монтажа сборных железобетонных колонн, сдача-приемка монтажных работ и контроль качества их выполнения.
Для достижения поставленной цели необходимо решить следующие задачи:
1) изучить технологию монтажа сборных железобенонных колонн;
2) рассмотреть основные методы контроля монтажа сборных железобетонных колонн.
ОПРЕДЕЛЕНИЯ
В данном проекте применяются следующие термины с соответствующими определениями.
Колонна – архитектурно обработанная вертикальная опора, обычно круглого или прямоугольного сечения, поддерживающая балку, балочное перекрытие или пяту арки.
Закладные детали — металлические элементы (из круглой, полосовой, уголковой стали), устанавливаемые (закладываемые) в конструкции до бетонирования для соединений сваркой сборных и сборно-монолитных железобетонных конструкций между собой и с другими конструкциями зданий (сооружений).
Ванная сварка — этот способ применяют при сварке стыков арматуры железобетонных конструкций. Сущность способа заключается в следующем: к стержням арматуры в месте стыка приваривают стальную форму, в которой теплотой дуги создают ванну расплавленного металла, непрерывно подогреваемую дугой.
ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ
В данном проекте применяются следующие сокращения.
ОТК — отдел технического контроля — самостоятельное подразделение производственной организации (предприятия), которое осуществляет независимый контроль соответствия продукции установленным требованиям и гарантирует это соответствие потребителю. Отдел технического контроля подчиняется высшему руководству организации (предприятия), что обеспечивает независимость контроля. ГОСТ – государственный стандарт — региональный стандарт, принятый Межгосударственным советом по стандартизации, метрологии и сертификации Содружества независимых государств.
М1, М1, М3, М4 — мастера рабочие.
СТО — строительная техническая организация.
1. Технология монтажа сборных железобетонных колонн. 8
2. Виды контроля качества при монтаже сборных железобетонных колонн…………………………………………………………………………….18
2.1. Входной контроль 18
Список использованных источников………………………………………. 28
ВВЕДЕНИЕ
Колонна – архитектурно обработанная вертикальная опора, обычно круглого или прямоугольного сечения, поддерживающая балку, балочное перекрытие или пяту арки [12].
При поступлении колонн на строительную площадку необходимо выполнить следующие операции:
– проверку наличия сопроводительного документа о качестве изделий и их соответствии заданному типу (марке) – ГОСТ 18979-90[6].
– проверку наличия маркировки и штампа ОТК на изделиях по ГОСТ 13015-2003[3] и их соответствия данным, указанным в сопроводительном документе;
– предварительное визуальное обследование изделий для установления отсутствия недопустимых дефектов и повреждений (трещин, сколов, наплывов бетона) и наличия выпусков арматурных стержней для стыковки с ригелями и колоннами. После разгрузки колонн производят выборочные инструментальные измерения по определению геометрических параметров колонн ГОСТ 26433.0-85 [8], правильности нанесения установочных рисок, качеству поверхностей, наличию трещин раскрытием более 0,1 мм, прочности бетона.
При контроле прочности бетона колонн следует руководствоваться ГОСТ Р 53231-2008[2].
Отклонения от проектного положения смонтированных колонн не должны превышать предельных значений:
– от совмещения ориентиров (рисок геометрических осей) в нижнем сечении колонн с установочными ориентирами (рисками разбивочных осей) – 8 мм;
– от совмещения ориентиров (рисок геометрических осей) в верхнем сечении колонн с рисками разбивочных осей при длине колонн , м:
– от 4 до 8 – ±15 мм;
– от 8 до 16 – ±20 мм.
Главными требованиями к строповочным устройствам для монтажа колонн является необходимость автоматической или дистанционной расстроповки колонн с монтажного горизонта и обеспечение вертикального положения колонны при подъеме.
При наличии в колонне специальных строповочных отверстий используют унифицированные траверсы с пальцевым захватом и штырьевым замком с устройством для дистанционной растроповки. и 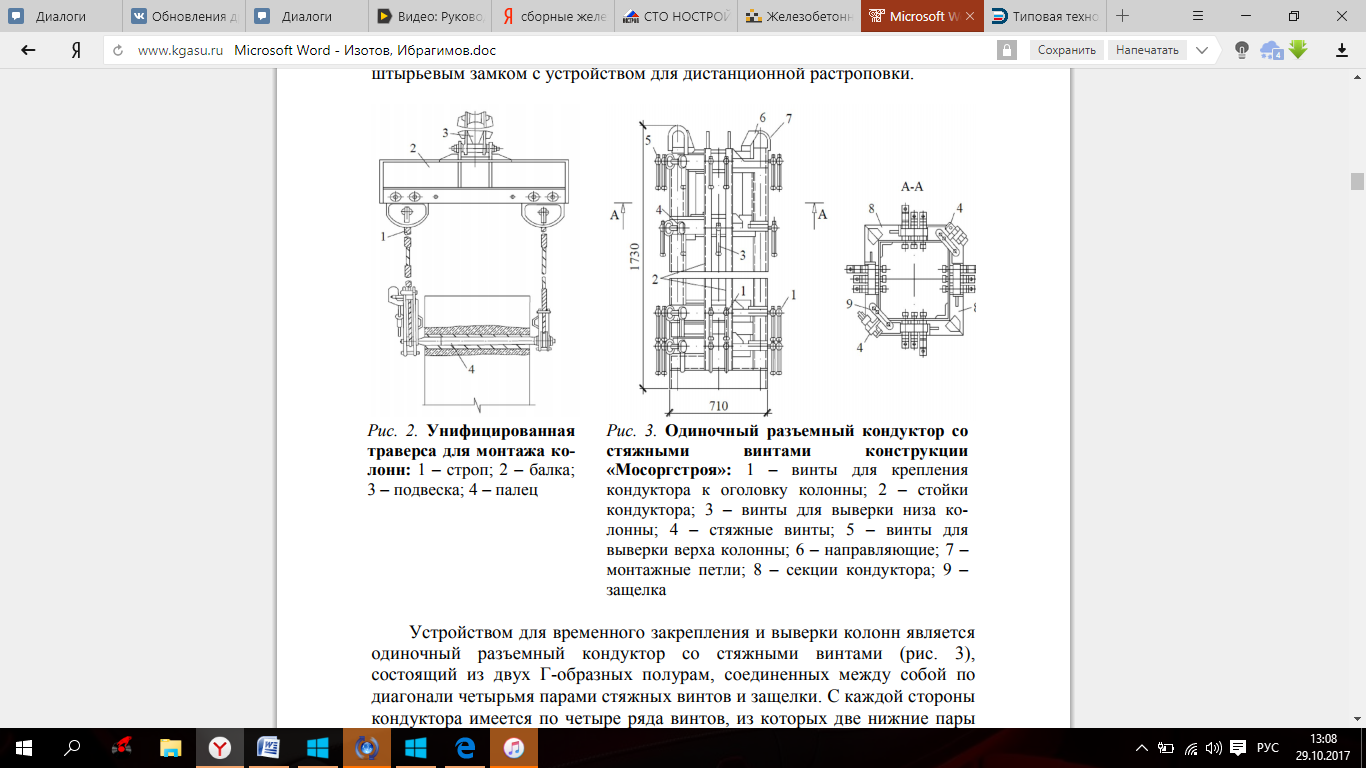
Устройством для временного закрепления и выверки колонн является одиночный разъемный кондуктор со стяжными винтами (рис. 3), состоящий из двух Г-образных полурам, соединенных между собой по диагонали четырьмя парами стяжных винтов и защелки. С каждой стороны кондуктора имеется по четыре ряда винтов, из которых две нижние пары служат для закрепления его на оголовке нижестоящей колонны, а две верхние пары – для выверки и временного закрепления устанавливаемой колонны.
Технология монтажа сборных железобетонных колон.
Монтажу колонн должна предшествовать приемка фундаментов с геодезической проверкой положения их осей и высотных отметок. Тяжелые колонны монтируют с транспортных средств или предварительно раскладывают колонны основанием, обращенным к фундаментам. Колонны легкого типа, как правило, предварительно доставляют в зону монтажа и раскладывают вершинами, обращенным к фундаменту. Выверку и временное закрепление колонн в зависимости от их размеров, массы и места установки производят с помощью индивидуальных кондукторов или инвентарных стальных, деревянных, ж/б клиньев (по два у каждой грани колонны).
Рабочий М1 очищает металлической щёткой торцевую поверхность колонны нижележащего яруса от грязи и пыли, убирает ржавчину с центрирующей пластины. С помощью металлического метра рабочий М1 наносит карандашом или маркером осевые риски на двух взаимно перпендикулярных плоскостях в верхней части боковых граней оголовка колонны.
М2 и М3 принимают кондуктор на перекрытии и устанавливают его на оголовок колонны нижележащего яруса (см. рис. 4). Проверив правильность установки кондуктора, М2 и М3 производят его расстроповку и нижними винтами крепят кондуктор к нижележащей колонне. Если кондуктор разъёмный, то М2 и М3 ещё соединяют обе части кондуктора между собой и скрепляют винтами. Схему одиночного кондуктора – см. рис. 5.
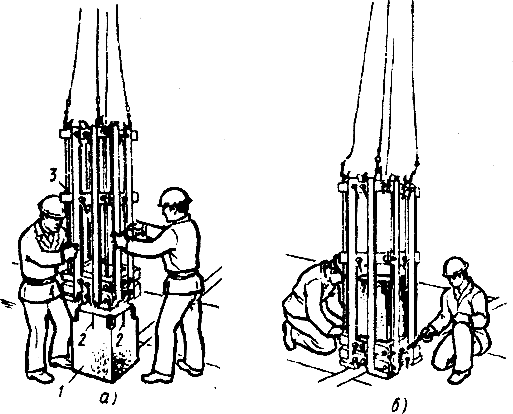
Рис. 4. Установка (а) и закрепление (б) кондуктора на оголовке колонны: 1 — колонна, 2 осевые риски, 3 – кондуктор
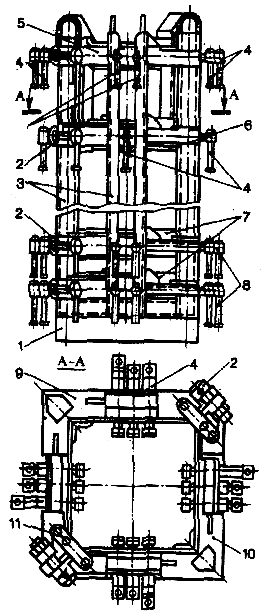
Рис. 5. Одиночный кондуктор для закрепления и выверки колонн:
1 — подставка, 2 — стяжные винты, 3 — стойки кондуктора, 4 — регулировочные винты, 5 верхняя обойма, 6 — средняя, 7 — нижняя, 8 — винты для крепления кондуктора к оголовку колонны, 9 — левая секция кондуктора, 10 — правая, 11 – защелка.
Перед установкой колонны, М2 и М3, по двум взаимно перпендикулярным осям от колонны, устанавливают и выверяют теодолиты (в ночное время – лазерные построители плоскостей).
М4 на приобъектном складе осматривает колонну, проверяет её геометрию, осматривает её на отсутствие сколов и трещин, сверяет марку и размеры с проектом, тем самым, проверяя её пригодность к монтажу. Затем, металлической щёткой очищает торцевую поверхность колонны от грязи, убирает ржавчину с центрирующей пластины и анкеров.
Далее М4, на боковых гранях колонны на уровне верха и низа колонны, наносит карандашом или маркером на две её плоскости осевые риски.
До монтажа колонны, для защиты анкерных арматурных выпусков от деформаций, возникающих при подъёме колонны из горизонтального положения в вертикальное на складе, рабочий М4 закрепляет в нижней части колонны инвентарную бандажную металлическую рамку.
С помощью специальной траверсы, для вертикального подъёма рабочий М4 производит строповку колонны.
Подъём колонны осуществляется в три этапа:
— Для проверки правильности и надёжности строповки, рабочий М4 даёт сигнал машинисту крана на предварительную натяжку. Машинист крана приподнимает колонну на высоту 15-20 см;
— Убедившись в правильности и надёжности строповки, рабочий М4 подаёт сигнал на подъём колонны на высоту 1м, чтобы произвести демонтаж бандажной рамки;
— Произведя демонтаж бандажной рамки, рабочий М4 разрешает машинисту крана произвести подъём колонны к месту её установки (см. рис. 6).
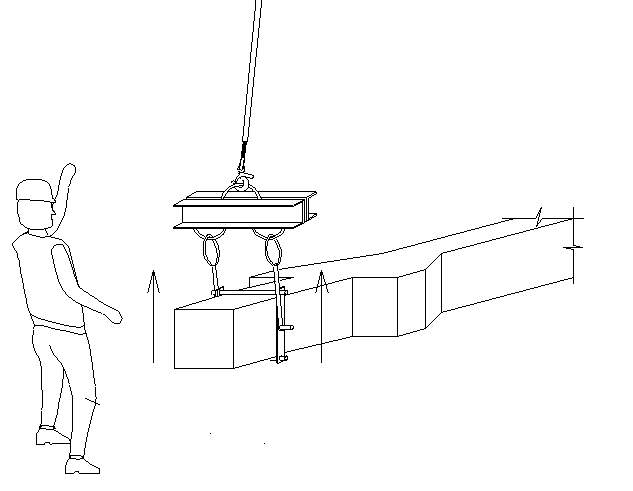
Рис. 6. Подача колонны к месту её монтажа
Рабочий М1 принимает колонну на высоте 20 — 30 см над кондуктором и разворачвает в нужном положении. Затем производит предварительный (проверочный) монтаж колонны в стык с нижней колонной. М1 медленно опускает колонну, направляя ее в кондуктор, совмещая риски на оголовке с рисками у нижнего торца монтируемой колонны, при этом арматурные выпуска монтируемой должны совпадать с арматурными выпусками колонны нижележащего яруса (см. рис. 7).
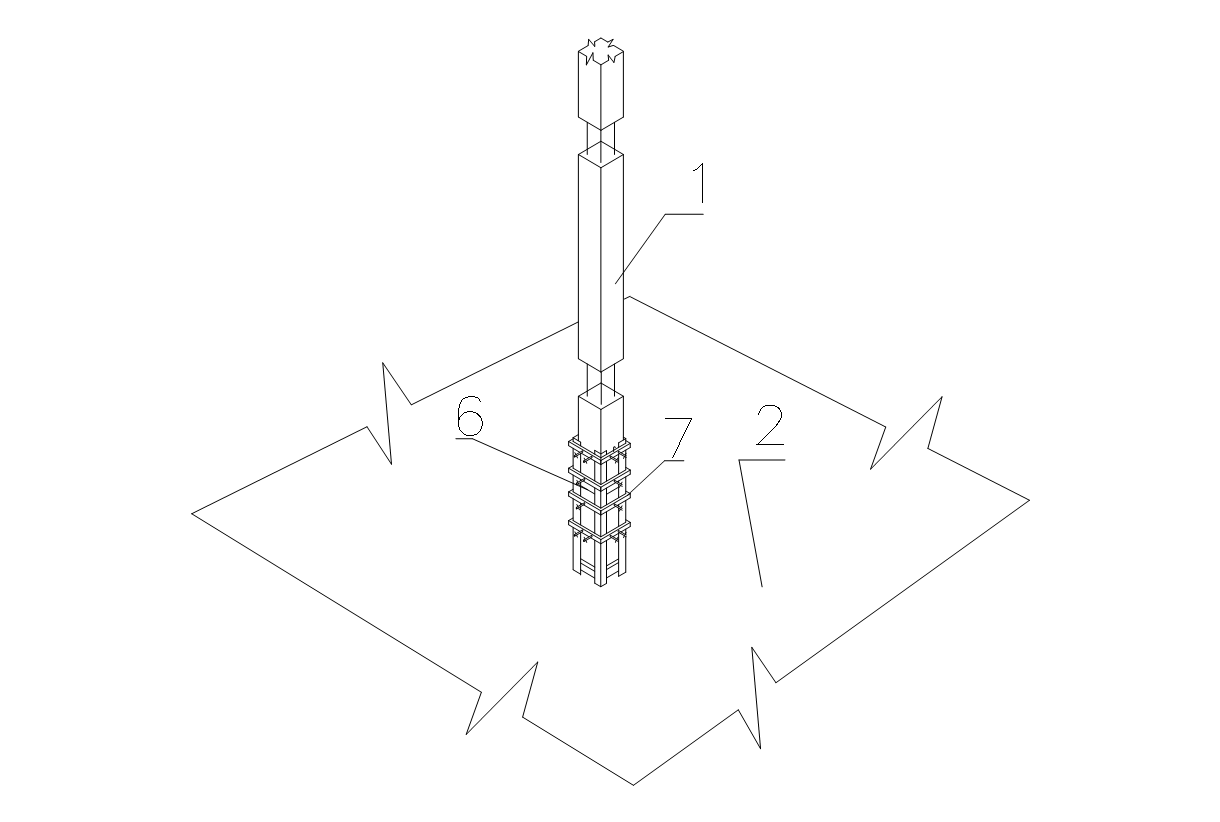
Рис. 7. Временное закрепление элемента колонны с помощью кондуктора 1 – устанавливаемый элемент колонны; 2 – перекрытие этажа; 6 – стык нижнего и верхнего элемента колонны (штепсельное соединение); 7 – рамный кондуктор.
Установленную колонну монтажники временно закрепляют в кондукторе при помощи регулировочных винтов верхней обоймы. При выверке колонны вначале совмещают торцы нижележащего элемента и монтируемого. Для этого добиваются совпадения рисок на пеньке нижележащей колонны и на грани монтируемой в ее нижней части (у торца). Проверка проводится визуально. При необходимости, с помощью монтажных ломиков и регулировочных винтов средней обоймы, монтажники М2 и М3 смещают торец устанавливаемой колонны в нужном направлении. В итоге должны полностью совпадать риски по двум взаимно перпендикулярным плоскостям.
Рабочие М2 и М3 проверяют вертикальность установки верхней колонны с помощью двух теодолитов (в ночное время – лазерных построителей плоскостей), установленных по двум взаимно перпендикулярным осям на таком расстоянии от колонны, чтобы в момент максимального подъема трубы угол ее наклона не превышал 30-50? (см. рис. 8). Признаком того, что колонна заняла вертикальное положение, является расположение осевых рисок в верхней и нижней части колонны по двум взаимно перпендикулярным плоскостям на одной вертикали. Для выверки трубу теодолита направляют на нижнюю риску на колонне, закрепляют горизонтальный круг инструмента и поднимают трубу к верхней риске. При отклонении ослабляют винты кондуктора с той стороны, куда надо сместить колонну, а затем закручивают винты с противоположной стороны. Такая выверка продолжается до полного совпадения рисок по вертикали в двух плоскостях.
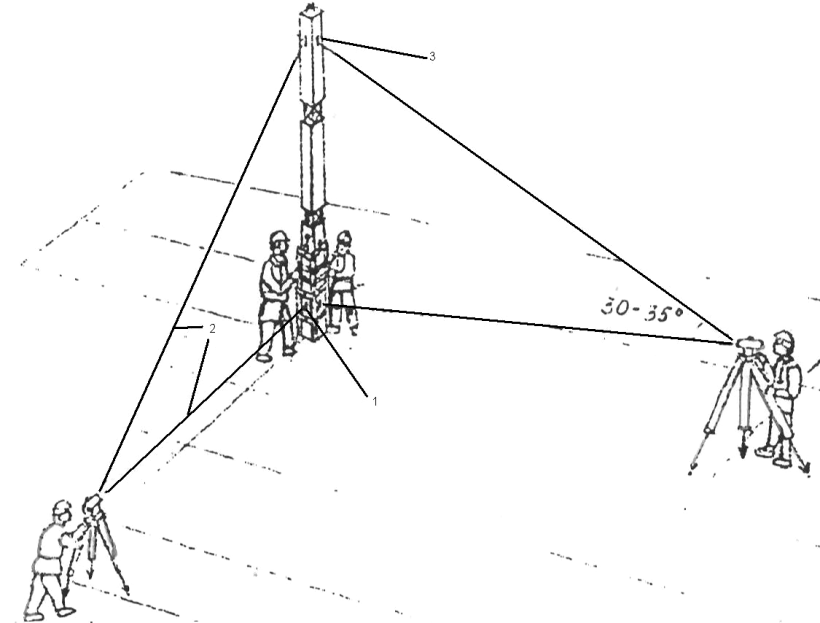
Рис. 8. Проверка вертикальности колонны визированием в плоскостях осей 1,3 — риски; 2 визирный луч
После установки, выверки колонны в проектном положении и проверки вертикальности колонны рабочий М1 подаёт команду машинисту крана ослабить натяжение стропа. При помощи шнура, выдёргивает штырь из колонны, тем самым расстроповывает колонну .
Ванная сварка арматурных выпусков колонн.
Перед ванной сваркой выпусков арматуры проводится предварительная подготовка:
— наружные поверхности арматурных стержней и закладных деталей должны быть очищены от бетона, грязи, масла и строительного мусора, осушены от влаги путём нагревания пламенем газовой горелки до температуры 100-1500С.
— выпуска стержней, подлежащих стыкованию сваркой, должны быть сосны и не должны иметь искривлений. Несоосность стержней, а также их искривление устраняется путём нагрева резаком с последующей правкой.
— для сборки и сварки стыковых соединений стержней применяются графитовые ванны.
— концы арматурных стержней должны быть отрезаны: под прямым углом – нижний стержень и под углом 50-600 верхний к оси стержней.
— после газовой резки торцы очищаются от окалины при помощи зубила, молотка и щётки.
— При сборке выпусков стержней в вертикальном положении зазор между нижним и верхним, скошенным под 600 стержнем должен быть 6-10мм (см. рис. 9).
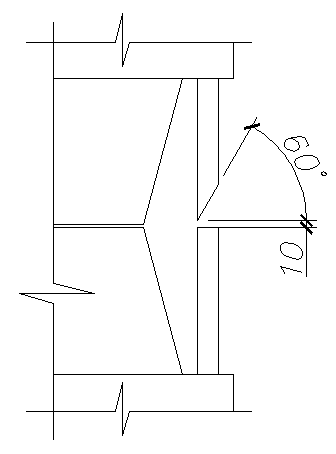
Рис. 9. Подготовка к ванной сварке арматурных выпусков колонн.
Сварочный пост устанавливается на этаже таким образом, чтобы сварные работы проводились на всей площади плиты перекрытия или захватки без перемещения поста.
На арматурные выпуска привариваются прихватки (см. рис. 10), а после устанавливается графитовая ванночка (см. рис. 11).
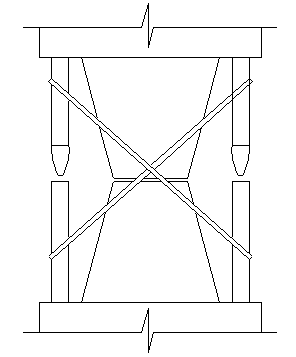
Рис. 10 Установка стальных прихваток на выпуски арматуры колонн.
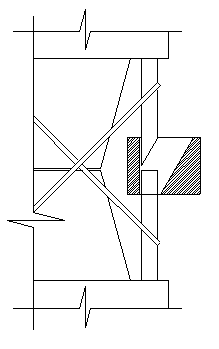
Рис. 11 Установка графитовых форм на выпуски арматуры колонн
Сварка производится вручную по диагонали.
По окончанию ванной сварки арматурных стержней ж/б колонн графитовые формы снимаются. Сварщик отстукивает специальным молоточком свежий шов, тем самым очищает его от шлака и убеждается в отсутствии видимых дефектов. После чего на объект приглашается главный сварщик участка для проверки сварных швов на отсутствие дефектов.
После заварки всех соединений выпусков арматуры и сдачи их главному сварщику необходимо демонтировать кондукторы и замонолитить все стыки колонн растворной смесью.
Рабочий 1 принимает поданные краном крюки и зацепляет их за монтажные петли кондуктора, затем расслабляет рихтовочные винты и болтовые соединения на торцах кондуктора, что позволяет разделить кондуктор на две составные части (см. рис. 12).
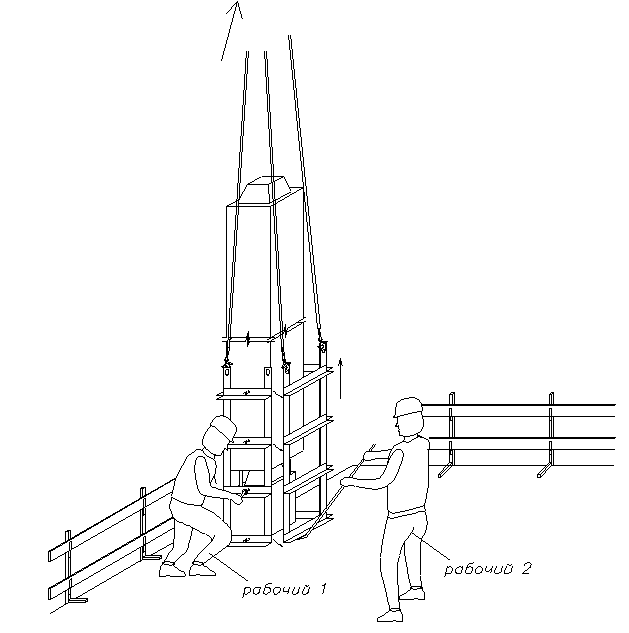
Рис. 12. Демонтаж кондуктора
После того как кондуктор был раскреплён, рабочий 1 подаёт сигнал машинисту крана на подъём кондуктора. Рабочий 3 принимает кондуктор на приобъектном складе и расстроповывает его. Далее происходит та же операция.
Замоноличивание стыков колонн.
Рабочий 1 устанавливает съёмную опалубку, состоящую из четырёх элементов соединяемых между собой замками (см. рис. 13 ).
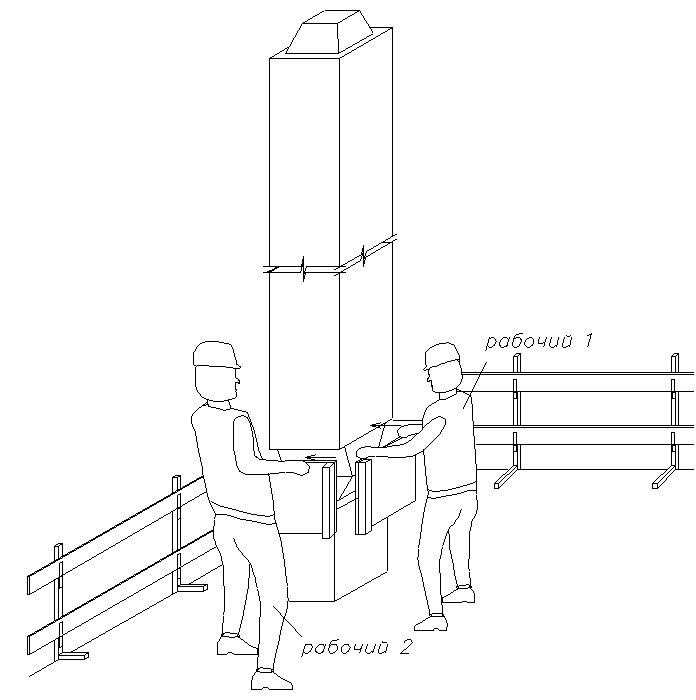
Рис. 13. Установка опалубки на ж/б колонны
Рабочий М3 выгружает бетонную смесь из автобетоносмесителя (автосамосвала) в круглую банку, тщательно следя за тем, чтобы в бетоне не оказалось крупных фракций или строительного мусора, после чего скребком или лопатой очищает кузов от остатков бетонной смеси (только для автосамосвалов). Затем принимает крюки крана, стропует банку и подаёт сигнал машинисту крана на предварительную натяжку банки.
Машинист крана приподнимает банку на 30см над поверхностью земли, тем самым даёт возможность удостовериться стропальщику в надёжности строповки.
Проверив строповку, рабочий М3 подаёт сигнал машинисту крана на подачу банки на этаж.
Рабочий М1 принимает банку с бетонной смесью на этаже, и не расстроповывая, подводит её к стыку колонн. Используя сливной лоток снизу банки, осторожно вливает бетонную смесь в опалубку (см. рис.14).
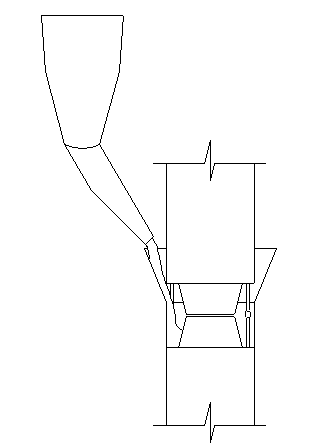
Рис. 14. Замоноличивание стыков колонн.
Смесь заливается слоями с последующим уплотнением при помощи глубинного вибратора (см. рис.15).
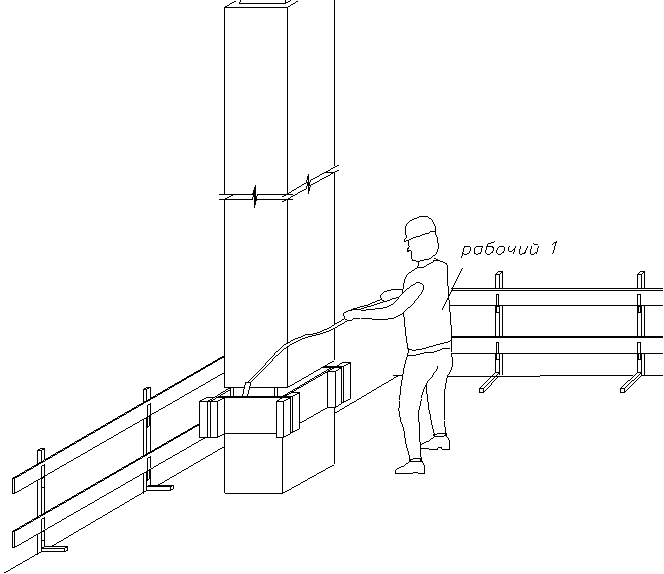
Рис. 15. Уплотнение бетонной смеси глубинным вибратором.
Остатки бетонной смеси в конструкцию стыка наносятся при помощи строительного мастерка.
По достижению бетонной смеси распалубочной прочности, рабочий 1, по указанию прораба или мастера, производит демонтаж опалубки со стыка колонн.
После контроля нивелиром отметок дна котлована под фундаменты проверяют разметку осей на обноске, натягивают проволоку по осям и переносят риски на фундаменты.
Источник



