- Втулка защиты сварного шва CPS
- Описание
- Преимущества втулки CPS:
- Монтаж
- Втулки внутренней защиты
- Втулки для защиты сварных соединений
- Устройство для защиты внутреннего сварного шва трубопровода Российский патент 2017 года по МПК F16L13/00
- Описание патента на изобретение RU2620473C1
- Похожие патенты RU2620473C1
- Иллюстрации к изобретению RU 2 620 473 C1
- Реферат патента 2017 года Устройство для защиты внутреннего сварного шва трубопровода
- Формула изобретения RU 2 620 473 C1
Втулка защиты сварного шва CPS








Описание
Втулки защиты сварного шва CPS ТУ 1390-001-09308923-2014 предназначены для защиты сварного шва трубопровода от коррозии, применяются на трубопроводах с внутренним антикоррозионным покрытием для транспортировки нефтепродуктов, стабильного конденсата, не осушенного попутного нефтяного газа, сточных промысловых вод с содержанием сероводорода.
Втулка CPS представляет собой металлическую конструкцию специальной формы с многослойным полимерным покрытием и термоактивным материалом, нанесенным по периметру в зоне термического воздействия при сварке. Термоактивный материал под воздействием высокой температуры сварочной дуги вспенивается и перекрывает неизолированные концы труб с полимерным покрытием от воздействия перекачиваемой среды.
Специальная форма устройства помогает формированию плотного заполнения межтрубного пространства (между телом устройства и трубой) и препятствует механическому разрушению заполнителя под воздействием перекачиваемой среды, а также средств дополнительной очистки или диагностики. Дополнительно выпускаются модификации втулок с резиновыми манжетами. Резиновые манжеты служат для самоцентрации втулки относительно оси трубопровода при монтаже и препятствует непосредственному контакту перекачиваемой жидкости с вспененным термоактивным материалом при эксплуатации.
Применение втулок с резиновыми манжетами приводит к снижению риска прогорания антикоррозионного покрытия втулки при сварке и повышает надежность защиты термоактивного материала при эксплуатации и как следствие защиты стыка от коррозии в целом. Термоактивный материал имеет продолжительный срок хранения перед использованием, его работа не зависит от температуры окружающей среды.
Преимущества втулки CPS:
1. Скорость и простота монтажа;
2. Незначительное сужение проходного сечения;
3. Хорошая продольная и поперечная устойчивость;
4. Не требуется калибровка концов труб;
6. Длительный срок гарантийного хранения до 5 лет;
7. Отсутствие эпоксидной мастики;
8. Отсутствие ограничения монтажных работ при отрицательных температурах.
Монтаж
Видеоинструкция и рекомендации по монтажу втулок защиты сварных швов марки CPS
Источник
Втулки внутренней защиты
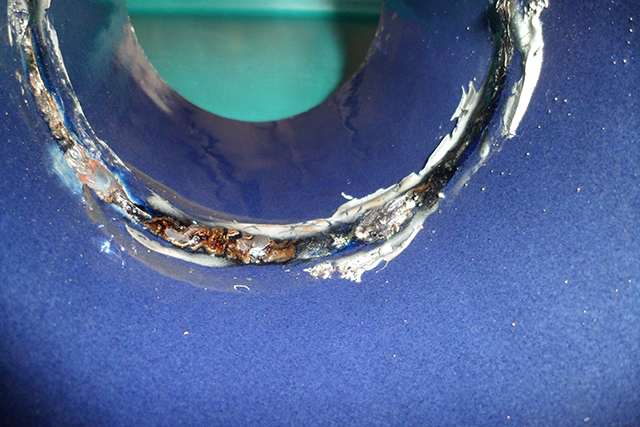
При монтаже элементов трубопроводов стоит задача защиты внутренней поверхности сварного шва от коррозии, так как после сварки остаётся незаизолированный участок (эпоксидная краска на расстоянии 30 мм от места сварки выгорает).
Наиболее распространены два способа решения задачи:
- металлизация концов свариваемых деталей
- применение втулок антикоррозионной защиты внутренней поверхности сварного шва
Втулки защиты внутренней поверхности сварного шва – цилиндрические изделия, которые вставляются перед сваркой на половину длины во внутрь обоих концов стыкуемых деталей, тем самым перекрывая собой непокрашенные участки. Установка втулок производится в трассовых условиях, непосредственно при монтаже трубопровода.

Обращаем внимание на то, что для монтажа втулок стыкуемые концы должны иметь прямые участки с минимальной длиной:
Поэтому крутоизогнутые отводы, а так же тройники, переходы, фланцы и заглушки должны поступать на изоляцию с предварительно приваренными патрубками.

В соответствии со СНиП 2.05.06-85, длина патрубков (прямых вставок), ввариваемых в трубопровод, должна быть не менее 250 мм.
Втулки внутренней защиты сварного шва трубопроводов с антикоррозионным покрытием изготавливаются в соответствии с нормативами:
ТУ 1396-001-48151375-2001
ТУ 1396-002-48151375-2003
Источник
Втулки для защиты сварных соединений
На предприятии ООО НПП «Промтехэмаль» разработаны и запатентованы втулки ВСЭ патентом РФ на изобретение №2227241 (Заяв-ка: 2003115074/062003115074/06 от 20.05.2003) и патентом РФ на полезную модель №123891 (Заявка: 2011147455/06 от 22.11.2011). Втулки предназначены для защиты внутренней поверхности и получения целостного покрытия зоны сварного соединения труб и соединительных деталей трубопровода с АКП в процессе монтажной сварки и от воздействий коррозии, агрессивных сред и высоких температур в период эксплуатации трубопроводов.

Соединительная втулка имеет внутреннее и внешнее эмалевое покрытие, радиальный выступ для фиксации и удобства монтажа и не требует дополнительных приспособлений при сборке и сварке. Значительную роль в соединении эмалированных труб выполняют конструктивные особенности втулки, соотношение ее размеров, их взаимосвязь с толщиной стенок соединяемых труб и форма разреза самой втулки. При сборке на наружную поверхность втулки наносят специальную шликерную пасту, приготовленную из легкоплавких силикатных эмалей, и размещают втулку внутри концов труб. Развальцовка разрезанной втулки до размера внутреннего диаметра эмалированных труб позволяет аккумулировать механическую энергию при сжатии втулки.
Это обеспечивает последующее плотное прилегание поверхностей соприкосновения подготовленной к размещению втулки внутри концов соединяемых труб. Таким образом обеспечивается автоматическая компенсация зазоров между внутренними диаметрами труб и наружным диаметром втулки, возникающих из-за погрешности изготовления изделий, допусков на разнотолщинность стенок труб и отклонений по эллипсности, а также разности толщины эмалевых покрытий концов труб и соединительных втулок.

Под действием тепловой энергии при сварке происходит нагрев концов труб на ширину зоны термического влияния и через расплавляемую реборду втулки прогрев самого тела соединительной втулки до достаточной температуры расплавления монтажного шликера и оплавления покрытий силикатной эмали трубы и втулки. За счет особенностей конструкции соединительной втулки, наличия выступов по краям, сохранение непрерывности реборды при изменении ее диаметра и защиты зазора стыка эластичной вставкой, выполненной из стеклоткани, эмаль равномерно распределяется по внутренней поверхности кольцевого шва.
В эмалевой композиции в зоне сварного шва в этот период создаются благоприятные термодинамические и кинетические условия для образования прочных химических связей фазовых составляющих компонентов основных эмалевых покрытий с монтажной легкоплавкой эмалью. Правильно подобранные коэффициенты теплового линейного расширения (KTЛP) эмалей и металла соединяемых труб являются условием формирования плотного, прочного, с хорошей пластичностью антикоррозионного покрытия в виде эмалевой композиции в зоне внутреннего сварного соединения по всей длине и поверхности соприкосновения втулки с концами соединяемых труб.
Источник
Устройство для защиты внутреннего сварного шва трубопровода Российский патент 2017 года по МПК F16L13/00
Описание патента на изобретение RU2620473C1
Предлагаемое изобретение относится к прокладке трубопроводов, образуемых из труб, выполненных из материалов, соединяемых методом сварки.
Известно изобретение «Сварная соединительная система» (патент RU №2230970, МПК F16L 13/00, опубл. 20.06.2004 г.). В ней используется известное устройство для защиты внутреннего сварного шва трубопровода, представляющее собой втулку, имеющую посередине длины наружную центральную кольцевую канавку, заполненную жаропрочной композицией, в которой размещены фиксаторы, образующие упорную поверхность для торцов свариваемых труб. При этом втулка выполнена из стеклопластика, а симметрично от центрального кольца канавки выполнены попарно канавки, в которых размещены эластичные уплотнения, например манжеты, причем ближние к центральной канавке манжеты установлены с возможностью продольного перемещения. Втулка взаимодействует с упругими элементами, например, пружинами из металла с памятью, установленными сверху жаропрочной композиции по периметру втулки между фиксаторами.
Однако это известное устройство имеет существенный недостаток: имеет низкую надежность сварного шва между соединяемыми торцами труб при прокладке соответствующего трубопровода. Это обусловлено возникновением прогара втулки, выполненной из стеклопластика, так как при сварке все тепло концентрируется между свариваемыми торцами и на фиксаторах, образующих упорную поверхность для них и имеющих с втулкой точечный контакт, в котором происходит резкое повышение температуры. В результате в этом месте образуется прогар, и шов оказывается не однородным. В нем возникают микротрещины, приводящие во время эксплуатации трубопровода к прорыву перекачиваемого под высоким давлением газа или жидкости, например, нефти.
Известна полезная модель «Устройство для защиты внутреннего сварного шва трубопроводов» (патент на ПМ №121027, МПК F16L 13/00, опубл. 05.12.2011). Это устройство содержит втулку, выполненную из стеклопластика. В ней есть фиксатор, расположенный в кольцевой канавке, выточенной в центральной части на внешней поверхности втулки и служащий упорной поверхностью для торцов свариваемых труб. Имеются и эластичные уплотнения. Они расположены симметрично от центральной кольцевой канавки в кольцевых канавках, выточенных на внешней поверхности втулки. Фиксатор выполнен в виде разъемного металлического кольца, наружный диаметр которого превышает внутренний диаметр свариваемых труб. Кольцо имеет возможность выполнения функции формирователя равномерного сварного шва между торцами соединяемых труб. На концах втулки по внутреннему и наружному диаметрам выполнены конусные проточки.
Это известное устройство выбирается в качестве прототипа, так как, как и заявляемое изобретение, призвано служить защитой внутреннего сварного шва трубопровода. Кроме того, прототип является одной из последних разработок подобных устройств, используемых для обеспечения надежности свариваемых торцами труб при прокладке трубопроводов.
Однако прототип обладает существенным недостатком. Он не способен обеспечить надежную защиту внутреннего сварного шва трубопровода. Это обусловлено как материалом, из которого изготовлена втулка, так и креплением фиксатора, создающего упорную площадь для торцов свариваемых труб. Фиксатор закреплен на втулке между двух огнеупорных материалов в виде лент и с помощью ленты, намотанной поверх соответствующих частей фиксатора, выполненного из металла. Кроме того, практика показала, что для среднего размера труб, когда фиксатор выполнен в виде разъемного металлического кольца, его посадка на втулку при сварном соединении труб уменьшает теплопередачу на стенки втулки. Кроме того, низкая теплопроводность материала втулки препятствует распространению тепла по втулке, нагреву слоя защитного покрытия. В результате, возникает прогар поверхностного слоя втулки, который обычно происходит на глубину 0,1-0,2 мм, а порой больше.
Задачей настоящего изобретения является создание нового устройства для защиты внутреннего сварного шва трубопроводов, позволяющего достичь следующего технического результата, а именно; повысить надежность в эксплуатации путем исключения прогара втулки под упорной поверхностью во время сварки торцов труб.
Поставленная задача решена следующим образом. В известном устройстве для защиты внутреннего сварного шва трубопровода, содержащем втулку, упорную поверхность для торцов свариваемых труб в трубопровод, расположенную в центральной части внешней поверхности втулки, эластичные уплотнения, размещенные на внешней поверхности втулки симметрично от упорной поверхности, СОГЛАСНО НАСТОЯЩЕМУ ИЗОБРЕТЕНИЮ втулка выполнена из металлопроката с торцами, развальцованными с уклоном наружу, и перед каждым уклоном наружу торца на втулку надето эластичное уплотнение в виде манжета с профильным сечением, изготовленного из маслобензостойкой резины, затем — кольцо из металла прямоугольного профиля, приваренное к втулке и ограничивающее продольное по втулке смещение манжета к ее центру, а между кольцами — огнеупорная изоляция из кремнеземной ткани, на которой закреплена сетка, образованная из двух одинаковых лент, изготовленных из тонколистового проката с выступающими по бокам лепестками и сваренными ими между собой, при этом одни торцы лент приварены точечной сваркой к соответствующим кольцам, а противоположные им торцы отогнуты перпендикулярно наружной поверхности втулки и образуют на поверхности втулки упорную поверхность для торцов свариваемых труб в трубопровод, причем поверх сетки по всей длине втулки закреплена огнеупорная лента, причем втулка в сборе с кольцами покрыта антикоррозионым покрытием.
Такое новое техническое решение всей своей совокупностью существенных признаков обеспечивает увеличение надежность защиты внутреннего сварного шва трубопровода, как при изготовлении трубопровода, так и при его эксплуатации. Это обусловлено тем, что втулка выполнена из металлопроката. Она контактирует, по меньшей мере, в четырех разнесенных в ее пространстве местах с изготовленной из тонкого металлопроката сеткой, одни торцевые части которой с одной стороны приварены в кольцам, расположенных в зоне торцов втулки и приварены к ее внешней поверхности, а другие торцевые части сетки отогнуты от наружной поверхности втулки и образуют упорную поверхность для свариваемых торцов труб. Причем, расположенные по краям выступающие лепестки сетки сварены между собой, что образует равномерное распределение тепла по всему телу сетки и от нее к втулке. Равномерное распределенное тепловое воздействие сварки торцов труб также обеспечивают и материалы, из которых выполнены остальные конструктивные элементы втулки. Так, торцы втулки развальцованы с уклоном наружу, что защищает манжеты и герметик, наносимый на них перед сваркой от крупных механических включений в транспортируемой среде, а также снижает гидравлическое сопротивления и в локальном сужении трубопроводов. Кольца, как отмечалось, металлические прямоугольного сечения, препятствуют их смещению в процессе монтажа и так же служат теплопроводами от сетки в тело втулки тепла во время сварки торцов труб. В результате от места сварки торцов труб происходит равномерное распределение теплового поля, как во втулке, так и в воздушном пространстве в торцевых частях свариваемых труб.
Заявителем проведен патентный поиск по теме «Устройство для защиты внутреннего сварного шва трубопроводов», который показал, что заявляемая совокупность существенных признаков не известна, так как она не обнаружена в известных подобных устройствах. Поэтому можно считать, что настоящее изобретение новое.
Предлагаемое изобретение имеет высокий изобретательский уровень, так как оно для специалиста логически не следует из известного уровня техники, хотя и имеет ряд известных существенных признаков, используемых с присущими им известными свойствами. Например, известен патент RU №2230970, МПК F16L 13/00, опубл. 20.06.2004 г. По этому патенту на внешней поверхности втулки выполнена канавка и в ней расположен фиксаторы, образующие упорную поверхность для торцов труб. Но эти фиксаторы термоизолированы от тела втулки. Да и сама втулка выполнена не из металла, как предложено в нашем случае. Как отмечалось в обосновании достигаемого технического результата по заявляемому изобретению выполнено все со знаком наоборот. Втулка металлическая. Упорная поверхность образована из торцевых частей сетки, которая охватывает втулку и контактирует с телом втулки через металлические кольца, надетые и закрепленные в зонах торцов втулки. Поэтому создается теплопровод равномерного распределения тепла по всему объему, в котором расположена втулка, и по ней самой. Это и обеспечивает исключение прогаров в местах сварки торцов труб на предлагаемой втулке в данном устройстве.
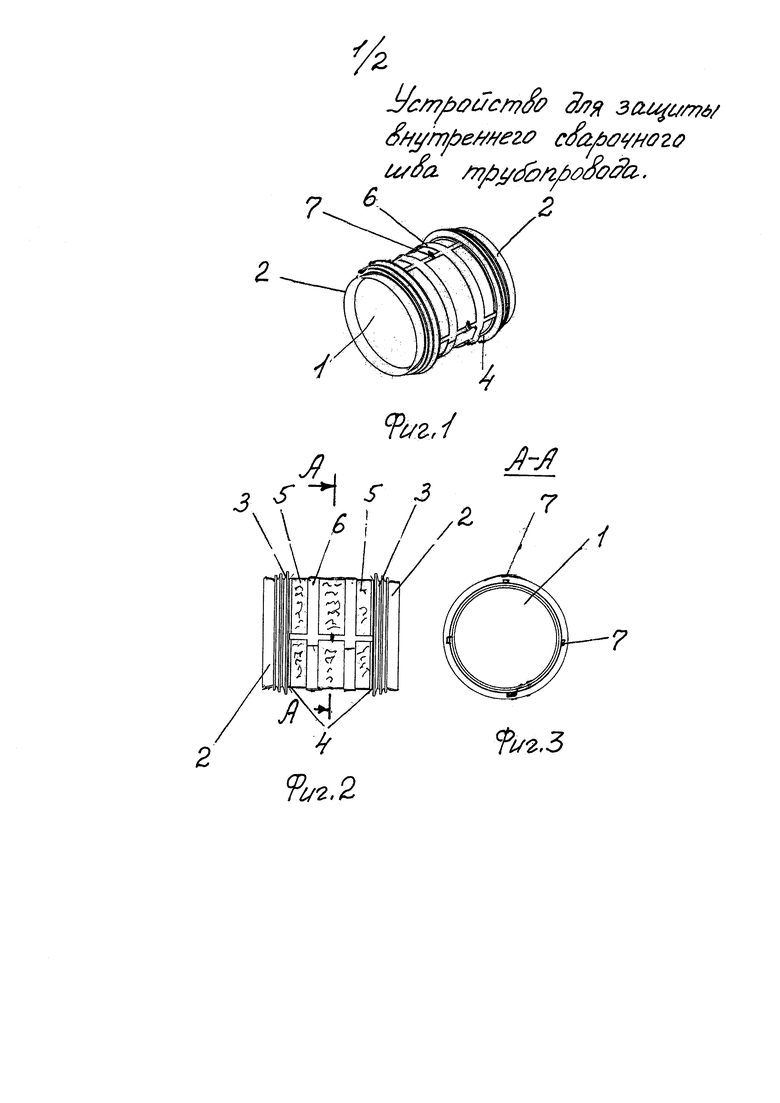
Сущность заявляемого изобретения поясняется следующими чертежами, где:
Фиг. 1 — Устройство для защиты внутреннего сварного шва трубопроводов (в аксонометрии);
Фиг. 2 — Общий вид устройства для защиты внутреннего сварного шва трубопроводов;
Фиг. 3 — Общий вид устройства для защиты внутреннего сварного шва трубопроводов (фронтальное сечение);
Фиг. 4 — Разрез А-А;
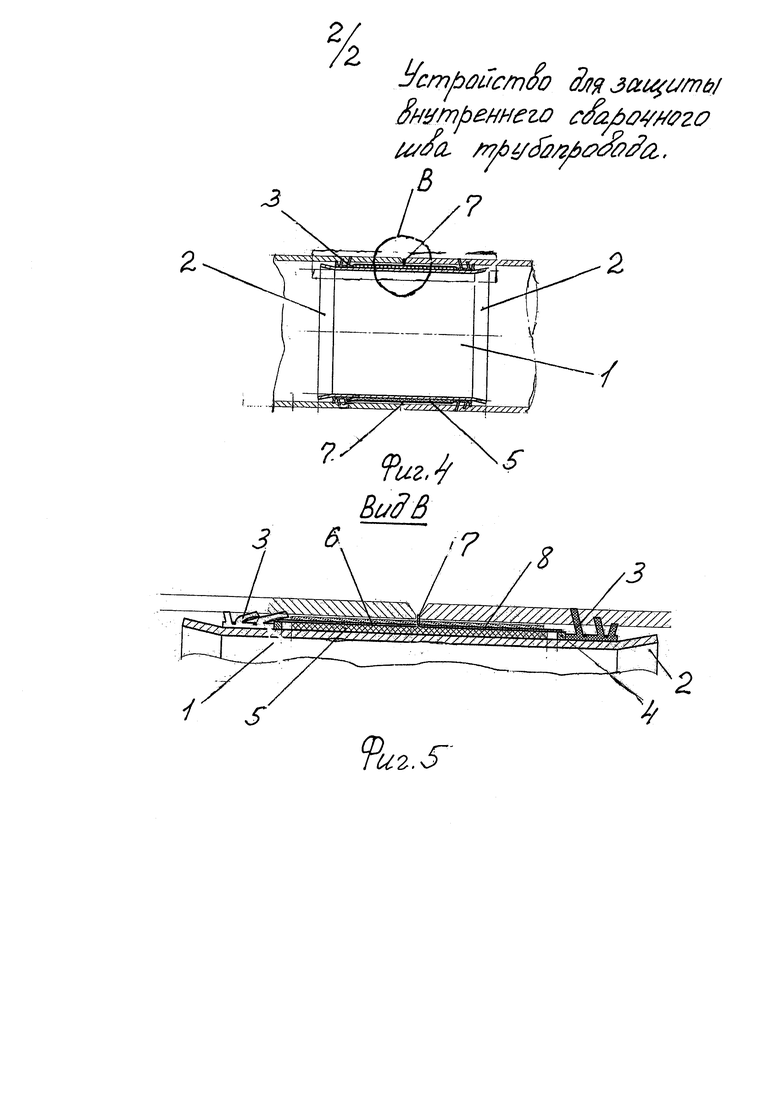
Заявляемое устройство для защиты внутреннего сварного шва трубопроводов содержит втулку 1 (Фиг 1, 2, 3, 4, 5), выполненную из металлопроката. В ней торцы 2 развальцованы с уклоном наружу (Фиг. 2, 4, 5). Перед каждым уклоном наружу торца 2 на втулку 1 надето эластичное уплотнение 3 в виде манжета с соответствующим профильным сечением (Фиг. 1, 2, 4, 5). Профильное сечение манжета может быть выполнено разной формы. Это может быть конусообразное (на чертеже не показано) или в виде лепесткового конусообразного кольца, который обратно направлен конусообразному торцу втулки (Фиг. 2, 4, 5). Такое профильное сечение может быть изготовлено из маслобензостойкой резины. Возможен манжет в виде набора колец, образующих ту или иную форму по своей внешней части (на чертеже не показаны). Есть кольцо 4 из металла прямоугольного профиля, охватывающее в начале уклона наружу торца 2 втулку 1 и приваренное к ней. Оно ограничивает продольное по втулке 1 смещение манжета 3 к ее центру и служит теплопроводом в тело втулки тепла при сварке торцов труб. Между кольцами 4 уложена огнеупорная изоляция 5 из кремнеземной ткани, на которой закреплена сетка 6 (Фиг. 1, 2, 4, 5). Сетка 6, образованная из двух одинаковых лент (на чертеже не показано), изготовленных, например, из тонколистового проката с выступающими по бокам лепестками и сваренными ими между собой, обеспечивающие охват сетке 6 втулки 1 (Фиг. 1). Торцы лент приварены точечной сваркой к соответствующим кольцам 4 (Фиг. 2, 5), а противоположные им торцы отогнуты перпендикулярно наружной поверхности втулки 1 и образуют упорную поверхность 7 для торцов свариваемых труб в трубопровод, расположенную в центральной части внешней поверхности втулки 2 (Фиг. 1, 2, 3, 4, 5). Поверх сетки 6 по всей длине втулки 1 закреплена огнеупорная лента 8 (Фиг. 5). Втулка 1 в сборе с кольцами 4 покрыта антикоррозийным покрытием.
Толщина стенки (на чертеже показано условно) втулки 1 сравнима с толщиной стенок соединяемых труб (на чертеже не показано). Прочностные параметры материала втулки 1 не хуже параметров стали, из которой изготовлены соединяемые трубы (на чертеже не показано) (например, сталь 20). При использовании сталей с другими прочностными характеристиками производится перерасчет толщины стенки (на чертеже показано условно) втулки 1, исходя из прочностных параметров материалов труб (на чертеже не показано) и втулки 1. Наружный диаметр (на чертеже показано условно) упорной поверхности выполнен больше, чем внутренний диаметр (на чертеже показано условно) соединяемых труб (на чертеже не показано).
Для герметизации зазора между втулкой 1 и трубой (на чертеже показано условно) служит эластичное уплотнение — манжеты 3. Они, кстати, могут быть и в виде набора резиновых колец (на чертеже показаны условно) Кроме того, их наличие способствует взаимной центровке соединяемых труб (на чертеже не показано). Центрированию соединяемых труб служит и наличие сетки 6 на внешней поверхности втулки 1.
Втулка 1 изготавливается из листового проката методом вальцовки обечайки до требуемого диаметра с последующей сваркой стыка. Продольный сварной шов выполняется герметичным для исключения проникновения рабочей среды в полость между втулкой и внутренней стенкой стыкуемых труб. Торцы 2 втулки 1 развальцовывают с уклоном наружу, для защиты манжеты 3 и герметика от крупных механических включений в транспортируемой среде, а также для снижения гидравлического сопротивления в локальном сужении трубопровода.
Кольца 4 служат для позиционирования манжет 3 на торцах 2 втулки 1 и препятствуют их смещению в процессе монтажа. Кольца 4 выполняются из металлического прутка квадратного сечения и соединяются с втулкой сваркой. На втулку 1 в сборе с кольцами 2 наносится антикоррозийное покрытие (полимерное порошковое напыление).
Огнеупорная изоляция 5 предусмотрена для защиты от нарушения антикоррозийного покрытия втулки 1 в результате нагрева при сварке трубопровода. Изоляция выполняется из кремнеземной ткани.
Манжеты 3 выполняются из резинового профиля специального сечения, выполненного из маслобензостойкой резины, закрепленного на торцах втулки по диаметру. Манжеты служат в качестве уплотнительного элемента и устанавливаются с использованием герметизирующей мастики, которая наносится непосредственно при монтаже.
Сетка 6 служит для центровки втулки 1 вдоль оси трубопровода симметрично сварного шва при ее установке в трубопровод. Сетка состоит из двух одинаковых деталей, в том числе и в виде сеток из тонколистового проката. Свободные концы на одной из сеток отогнуты на 8-10 мм под углом 90° и образуют поверхность для упора торца трубопровода при монтаже. Сетки закреплены на втулке поверх изоляции 6 точечной сваркой к кольцам 4 и между собой, охватывая втулку 1 в виде единой сетки, в центральной части втулки образуют из своих торцов упорную поверхность 7. Удаление точек приварки сетки к втулке от зоны нагрева свободных концов сетки при сварке трубопровода гарантирует сохранность антикоррозийного покрытия внутренней поверхности втулки.
Поверх сетки 6 по всей длине втулки закреплена огнеупорная лента 8, которая защищает сетку от нагрева при сварке.
Применение устройства для защиты внутреннего сварного шва трубопровода происходит следующим образом.
Втулка 1 вводится в первую соединяемую трубу (на чертеже не показано) (приваренную к предыдущим в монтируемом трубопроводе) до упорной поверхности. Затем на нее заводят стыкуемую трубу (на чертеже не показано). Соединение труб (на чертеже не показано) выполняется сваркой. При этом втулка 1 оказывается помещенной внутрь соединения, а упорная поверхность 7 по всему периметру приваривается к соединяемым трубам (на чертеже не показано) при выполнении сварного шва (на чертеже не показано). В процессе сварки торцов труб в предлагаемом устройстве создается теплопровод и происходит равномерное распределение тепла по всему объему втулки и в объеме, в котором она расположена. Это и обеспечивает исключение прогаров в местах сварки торцов труб на предлагаемой втулке в данном устройстве, что улучшает характеристики внутреннего сварного шва трубопровода в отношении продольной сдвиговой нагрузки.
Похожие патенты RU2620473C1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трубопроводов с внутренним антикоррозийным покрытием | 2019 |
| RU2722582C1 |
| УЗЕЛ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ И СПОСОБ ЕГО ОБРАЗОВАНИЯ | 2011 |
| RU2471110C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2013 |
| RU2533046C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ ПРИ СТРОИТЕЛЬСТВЕ ТРУБОПРОВОДА | 2013 |
| RU2522739C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2013 |
| RU2521430C1 |
| СПОСОБ СТРОИТЕЛЬСТВА ТРУБОПРОВОДА ИЗ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2013 |
| RU2526408C1 |
| СПОСОБ СВАРКИ ТРУБ С ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1993 |
| RU2056988C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2001 |
| RU2209360C1 |
| СПОСОБ ЗАЩИТЫ СВАРНОГО ШВА ТРУБОПРОВОДА | 2013 |
| RU2546908C1 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2014 |
| RU2570298C2 |
Иллюстрации к изобретению RU 2 620 473 C1
Реферат патента 2017 года Устройство для защиты внутреннего сварного шва трубопровода
Изобретение относится к устройству для защиты внутреннего сварного шва трубопровода. Устройство содержит втулку, упорную поверхность для торцов свариваемых труб в трубопровод, расположенную в центральной части внешней поверхности втулки, эластичные уплотнения, размещенные на внешней поверхности втулки симметрично от упорной поверхности. Втулка выполнена из металлопроката с торцами, развальцованными с уклоном наружу, и перед каждым уклоном наружу торца на втулку надето эластичное уплотнение в виде манжета с соответствующим профильным сечением, изготовленного из маслобензостойкой резины, затем — кольцо из металла прямоугольного профиля, приваренное к втулке и ограничивающее продольное по втулке смещение манжета к ее центру, а между кольцами — огнеупорная изоляция из кремнеземной ткани, на которой закреплена сетка, образованная из двух одинаковых лент, изготовленных из тонколистового проката, с выступающими по бокам лепестками и сваренными ими между собой. Торцы лент приварены точечной сваркой к соответствующим кольцам, а противоположные им торцы отогнуты перпендикулярно наружной поверхности втулки и образуют на поверхности втулки упорную поверхность для торцов свариваемых труб в трубопровод, причем поверх сетки по всей длине втулки закреплена огнеупорная лента, причем втулка в сборе с кольцами покрыта антикоррозийным покрытием. Технический результат: увеличение надежности защиты внутреннего сварного шва трубопроводов как при изготовлении трубопровода, так и при его эксплуатации путем образования равномерного распределения тепла по всему объему втулки и в ее торцевых частях, расположенных в свариваемых трубах. Это исключает прогары во втулке в местах сварки торцов труб и обеспечивает сохранение защитных ее свойств. 5 ил.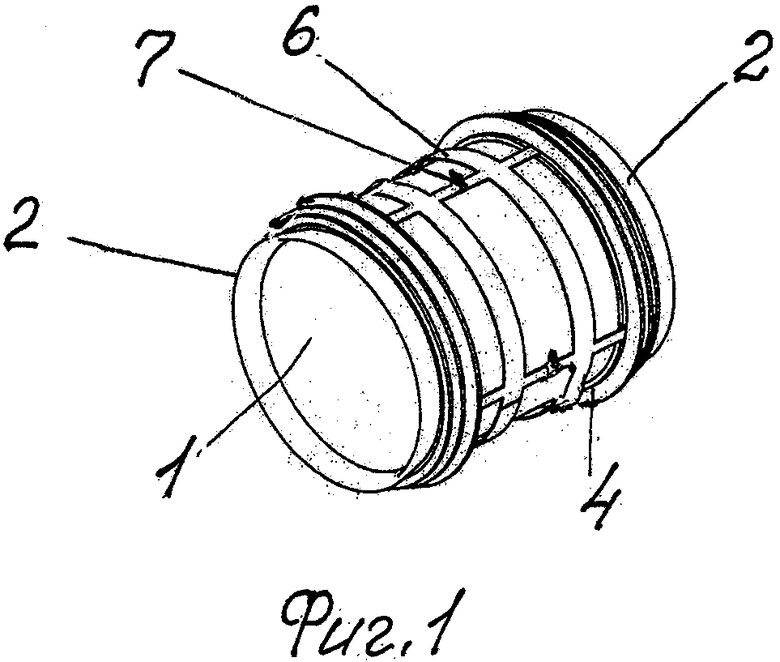
Формула изобретения RU 2 620 473 C1
Устройство для защиты внутреннего сварного шва трубопровода, содержащее втулку, упорную поверхность для торцов свариваемых труб в трубопровод, расположенную в центральной части внешней поверхности втулки, эластичные уплотнения, размещенные на внешней поверхности втулки симметрично от упорной поверхности, отличающееся тем, что втулка выполнена из металлопроката с торцами, развальцованными с уклоном наружу, и перед каждым уклоном наружу торца на втулку надето эластичное уплотнение в виде манжета с профильным сечением, изготовленного из маслобензостойкой резины, затем — кольцо из металла прямоугольного профиля, приваренное к втулке и ограничивающее продольное по втулке смещение манжета к ее центру, а между кольцами — огнеупорная изоляция из кремнеземной ткани, на которой закреплена сетка, образованная из двух одинаковых лент, изготовленных из тонколистового проката, с выступающими по бокам лепестками и сваренными ими между собой, при этом одни торцы лент приварены точечной сваркой к соответствующим кольцам, а противоположные им торцы отогнуты перпендикулярно наружной поверхности втулки и образуют на поверхности втулки упорную поверхность для торцов свариваемых труб в трубопровод, причем поверх сетки по всей длине втулки закреплена огнеупорная лента, причем втулка в сборе с кольцами покрыта антикоррозийным покрытием.
Источник



