- Токарный станок ДИП-300
- Описание
- Технические характеристики
- Основные технические характеристики
- Инструкция по эксплуатации
- Элементы управления передней бабки
- Электрооборудование
- Схема электрическая
- Видео
- Как приобрести «Догнать и перегнать»?
- Отзывы
- Особенности и работа токарного станка ДИП300
- Общая характеристика токарно-винторезного станка по металлу 1М63 (ДИП300)
- Устройство токарного станка
- Передняя бабка
- Суппорт
- Задняя бабка
- Коробка подач станка
- Гитара токарного станка
- Кинематическая схема
- Электрическая схема
- Комплектация станка
- Преимущества и недостатки станка 1М63
- Подключение и безопасность при работе с оборудованием
- Вывод
Токарный станок ДИП-300
Токарно-винторезный станок ДИП-300 производился в СССР с 30-х по 80-е годы. Базами были Рязанский и Тбилисский заводы. Обозначение расшифровывается просто для того времени: «Догнать и перегнать». Модификация станка с обозначением 1М63 — одна из наиболее распространенных на территории СНГ. Токарные станки этой модели стали популярны благодаря своей надежности и простоте. На основе ДИП-300 позже был налажен выпуск станков с числовым программным управлением.
Описание
Назначение ДИП-300 — работа с заготовками среднего и большого размера. На нем осваивается штучное и мелкосерийное производство отдельных деталей. На станке доступны следующие виды работ:
— точение, в том числе и по внутренней поверхности;
— точение коротких и длинных конусов;
— сверление отверстий различного диаметра;
— нарезание резьб различного типа.
На фото можно посмотреть как выглядит ДИП-300 модификации 1М63.
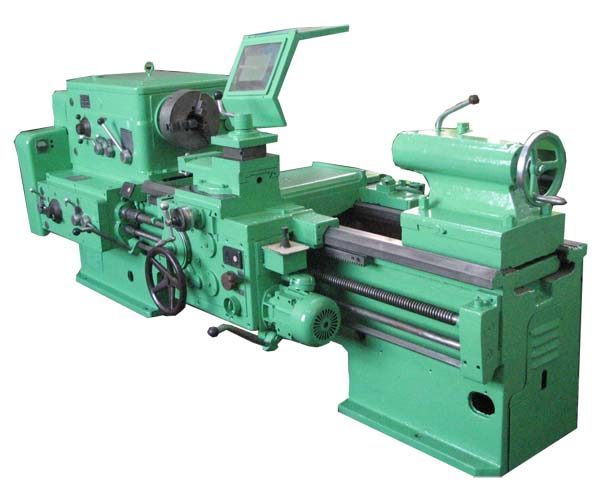
Общий вид ДИП-300
Среди преимуществ станка практически неограниченный срок службы, сохранение в течение эксплуатации точности и других параметров, технические возможности агрегата обеспечивают его многофункциональность.
Основные узлы станка согласно паспорту:
- Станина.
- Передняя бабка со шпинделем и ограждением патрона.
- Задняя бабка.
- Суппорт с резцедержателем.
- Электрооборудование.
- Система охлаждения.
- Заменяемые зубчатые колеса.
- Фартук.
- Коробка подач для обработки деталей сложных форм.
Технические характеристики
ДИП-300 относится к среднему типу станков с нормальной точностью обработки. Допуск по прямолинейности перемещения узлов — 10 мкм. Станина выполнена жесткой, с большой массой, шпиндель имеет высокие обороты, а значит, станок поддерживает режимы на высоких скоростях резания. Применяют твердосплавные резцы из быстрорежущей стали. Суппорт станка, благодаря отдельному электродвигателю и крестообразному механизму, может быстро перемещаться в продольной и поперечной плоскостях. Это позволяет осуществлять точение конусов.

Основные технические характеристики
— наибольший габарит обрабатываемого объекта задается точкой установки: над выемкой — 900 мм, над станиной — 700 мм, над суппортом — 350 мм;
— расстояние от основания до центров — 315 мм;
— допустимая масса обрабатываемого объекта — 2 тонны;
— параметры станкового шпинделя: диаметр внутреннего отверстия — 70 мм, количество прямых скоростей вращения — 22, обратных соответственно 11, обороты на прямой скорости составляют от 10 до 1300 об/мин, на обратной скорости — от 18 до 1800 об/мин;
— параметры резьбовых работ: пределы для метрических резьб составляют от 1 до 192 мм при шаге 56, от 0,5 до 48 модулей при шаге 55 для модульных резьб, от 24 до 0,25 нитки на дюйм при шаге 33 для дюймовых резьб, от 96 до 7 питчей при шаге 52 для питчевых резьб;
— наибольшее смещение резцовых креплений — 220 мм;
— наибольшее смещение подачи: поперечное — 400 мм, продольное смещение суппорта — 1260 мм;
— скорость быстрых смещений: поперечных — 1,6 м/мин, продольных — 4,5 м/мин;
— наибольшее смещение пиноли задней бабки — 240 мм;
— перемещение пиноли за один оборот колеса — 6 мм;
— масса станка в сборе — от 4 тонн, за счет удлинения базы для обработки длинных деталей масса увеличивается до 12 тонн.
-Оборудован люнетами для обработки круглых деталей наружным диаметром от 25 до 160 мм. В зависимости от модификации люнеты выполнены подвижными или неподвижными.

Модификация станка с люнетами под длинные детали.
Инструкция по эксплуатации
Очень важно при эксплуатации следовать инструкциям. Нехитрые правила способствуют продолжительности жизни и исправному функционированию станка.
В целях соблюдения техники безопасности требуется:
— проверять технические средства безопасности: ограждение главного привода и сменяемых шестерен, вводной автомат включения и выключения, защитное устройство от стружки, кнопки «стоп» и отключающее устройство перемещения суппорта;
— обеспечить надежное закрепление обрабатываемой детали;
— в первый период после пуска не включать максимальную скорость вращения шпинделя;
— при обработке длинных деталей применять люнеты;
— реверс шпинделя производить только при полной остановке, зубчатые колеса передней бабки и коробки подач на ходу не переключать;
— не прикасаться руками к вращающимся частям и деталям, заправить одежду во избежание затягивания вращающимся деталями– ходовым валиком, ходовым винтом и другими частями.
Для получения заданной точности работы станка нужно правильно его установить. Монтаж должен быть осуществлен на бетонный пол с выравниванием по двум плоскостям при помощи уровней. После выверки фундаментные болты затягивают и заливают цементным раствором. Для улучшения устойчивости цементный раствор подливают под тумбы станины.
Всем стандартным размерам резьб соответствуют настройки, указанные на табличках передней бабки. Для нарезания нетабличных резьб необходимо использовать формулы настройки станка, приведенные в паспорте. Все схемы наладки и настройки суппорта с примерами расчета проточки конуса также указаны в паспорте.
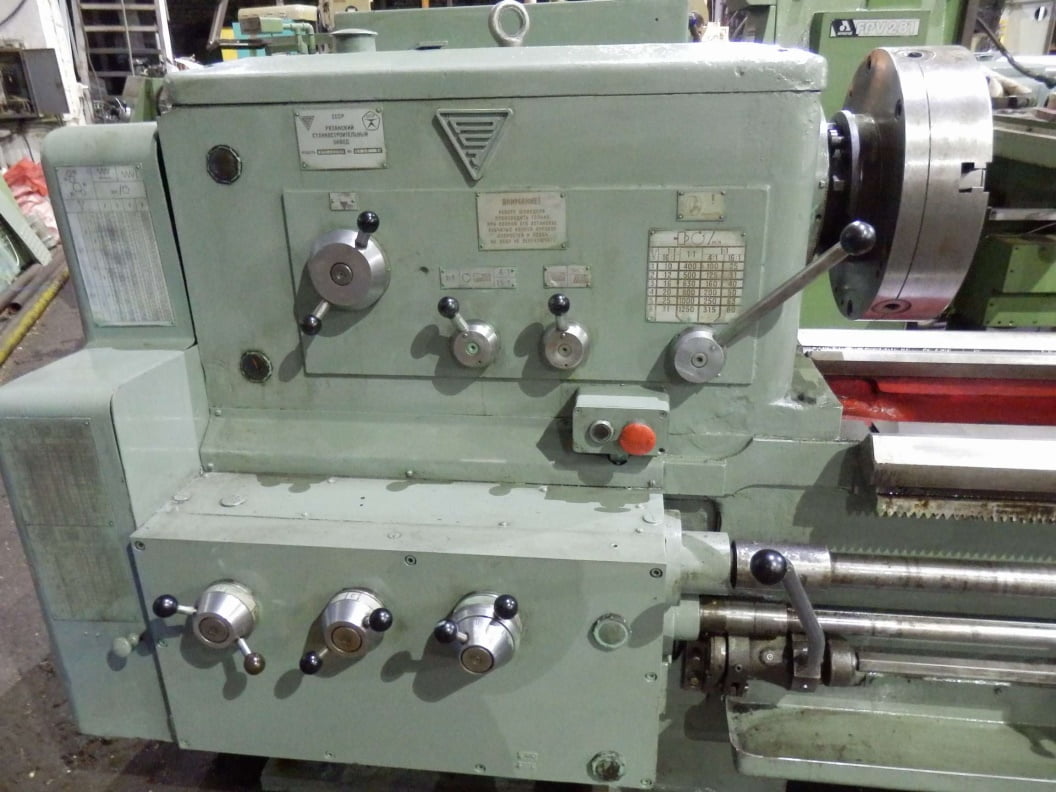
Элементы управления передней бабки
В процессе эксплуатации ДИП-300 возникает необходимость в регулировании отдельных деталей и составных частей станка с целью восстановления их нормальной работы. Настройка осуществляется через:
— корректировку фрикционных муфт, расположенных в передней бабке;
— поправка положения подшипников шпинделя и задней бабки;
— настройка зазора в продольных и поперечных направляющих суппорта;
— выборка люфта винта поперечного смещения суппорта;
— выставление осей шпинделя и пиноли задней бабки;
— изменение параметров натяжения ремней основного привода.
Электрооборудование
Функционирование обеспечивает трехфазный электродвигатель главного привода типа А02-6I-4 СПУЗ, M101. Параметры двигателя: мощность 13 кВт при частоте вращения 1460 об/мин. Запуск электродвигателя производится при разъединении фрикциона по нажатию кнопки пуск на пульте каретки. Вращение на шпиндель передается фрикционом, который запускается рукояткой.
Быстрый ход каретки обеспечивает электродвигатель типа A02-2I-4 СПУЗ M30I. Параметры двигателя: мощность 1,1 кВт при частоте вращения 1400 об/мин. Перемещение каретки осуществляется посредством четырех электромагнитных муфт: две из них служат для продольного изменения положения каретки и две — для поперечного смещения суппорта.
В систему охлаждения включен насос с электродвигателем типа ПА-22(XI4-22М). Параметры двигателя: 0,12 кВт при частоте вращения 2800 об/мин. Насос обеспечивает подачу 22 л/мин. Запуск и остановка насоса производится через переключатель, установленный на фартуке станка.
В системе смазки используется шиберный насос марки С12-54, который обеспечивает подачу масла 8,2 л/мин.
Схема электрическая
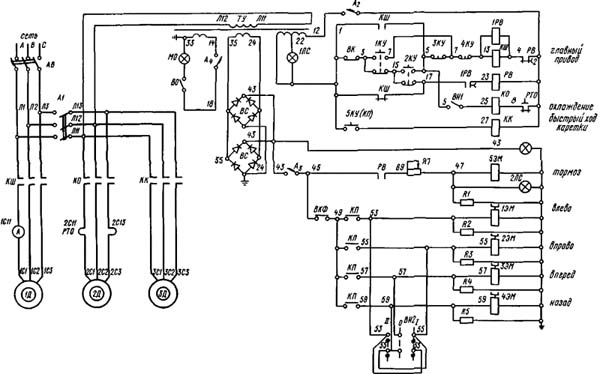
В станке предусмотрены аварийные защитные элементы. Тепловой электрический защищает от перегрузок электродвигателя. От усилий, возникающих при резании, страхуют фрикцион коробки подач и электромагнитные муфты фартука.
Видео
Как приобрести «Догнать и перегнать»?
ДИП-300 уже давно не производится. Новую модель купить сложно, доступны только бывшие в употреблении. Однако больше, чем за полстолетия, подобных станков было выпущено множество. Многие из них сохранились в отличном техническом состоянии, по другим был проведен капитальный ремонт. Благодаря простоте и надежности, восстановить такой агрегат достаточно просто, хотя и затратно.
Цена — первый показатель состояния ДИП-300. Стоимость работоспособной модификации начинается от 180 тысяч рублей. Всё, что стоит меньше этой суммы, либо находится в плохом состоянии, либо не функционирует и требует ремонта.
Преимуществом можно назвать то, что запчастей для станка на рынке очень много. К агрегату ДИП-300 подходят детали от последующих модификаций, а также от современных станков, которые выпускаются сегодня.
Если есть необходимые знания, навыки и соответствующее оборудование, выгоднее даже купить ДИП-300 под восстановление.
При покупке ДИП-300 обратите внимание на:
— состояние патрона, особенно кулачков, на надежность зажима;
— работоспособность системы смазки;
— состояние направляющих, влияющих на точность работы;
— вращение шпинделя, отсутствие биения.
Найти для покупки легко через интернет, в котором множество площадок по продаже б/у агрегатов. Самая популярная из них — Avito, сайт бесплатных объявлений. Цена зависит от даты его производства, технического состояния и износа узлов, а также от конкретной модификации. Новые модели, например, 1М63М или 1М63Н, обладают большими возможностями и стоят дороже.
Отзывы
Несмотря на свой солидный возраст, станок продолжает пользоваться спросом. Его надежность ставится вне всяких сомнений. Технические характеристики позволяют реализовать большинство технологических запросов. Техническое обслуживание и необходимый ремонт проводятся легко в виду простоты устройства. Отмечается, что хотя ДИП-300 уступает по удобству и продуктивности современным аналогам, он может еще в течение десятилетий исправно выполнять свои функции.
Самое главное отмечаемое достоинство станка — это его цена. За сумму около 250 тысяч рублей можно получить агрегат по функционалу сравнимый с современными моделями, стоимость которых на порядок выше.
отдых в евпатории в: гостиницы и частный сектор
Источник
Особенности и работа токарного станка ДИП300
Токарный станок ДИП300 стал основой для множества модификаций. Общая характеристика, устройство, кинематическая и электрическая схема, комплектация.
Страны бывшего Советского Союза создали широкий спрос на эти модели. Обработка заготовок разных диаметров – предназначение токарного станка ДИП300. Токарную установку отправляли и на экспорт. Неприхотливость, надёжность в использовании – главные отличия от конкурентов.
Общая характеристика токарно-винторезного станка по металлу 1М63 (ДИП300)
За выпуск разработки отвечал станкостроительный завод из Рязани. Станок отличается поддержкой самых современных технологий, доступных для того времени. Характерно улучшение электрической, кинематической схем, расширение функций. Новые характеристики позволили оборудованию сохранить актуальность до настоящего времени.
Устройство обладает такими базовыми характеристиками со времён СССР:
- Обработку проводят для заготовок не больше 2-тонной массы.
- 1400 миллиметров – предел по длине.
- 315 миллиметров – высота центров у станка.
- 350 миллиметров – диаметр заготовки, максимально допустимый при установке над суппортом.

- Над станиной тот же параметр составляет уже 630 миллиметров.
- Н – обозначение класса точности.
- Порядка 4,3 веса у самого токарного станка.
- В сантиметрах оборудование имеет такие габариты: 129 на 168 на 353.
13 кВТ – общая мощность двигателя для установки со шпинделем. Всего поддерживается 11 обратных скоростей, и 22 – прямых.
Управляющий пульт снабжается несколькими кнопками, благодаря которым регулировка рабочих параметров упрощается.
Устройство токарного станка
Оборудование такого типа облегчает выполнение стандартных операций вроде точения, обработки конусов, создание резьбы разных видов. Они становятся доступны пользователям благодаря имеющимся приспособлениям.

Передняя бабка
Переднюю бабку крепят на одном из концов станины, расположенном слева. Одновременно эта же деталь выполняет функцию коробки скоростей по отношению к главному движению. Асинхронный электрический двигатель трёхфазного тока – главный источник движения для привода, передающий энергию по клинноременной передаче.
Есть шпиндель, к которому добавляют сквозное отверстие. По концам монтируются специальные конусы, происходит вращение внутри двух опор. Шпиндельной опорой становится двухрядный роликовый подшипник, с дополнением в виде роликов-конусов. Однорядный подшипник высокой точности сзади заслуживает отдельного рассмотрения. Две основные детали отвечают за предварительный натяг:
Переключение шестерни специальной рукояткой приводит к поддержанию реверса за счёт ходового винта, вала. Другие дополнительные рукоятки отвечают за управление механизмом подач, увеличение шагов во время основного рабочего процесса.

Суппорт
Назначение элемента – в том, чтобы фиксировать режущие конструкции. Отличается крестовидными формами. Допускает собственное перемещение по нескольким схемам:
- У несущей станины, вдоль направляющих оси.
- Перпендикулярно.
Перемещение предполагает применение ручного, либо механического способа, с активацией специального механизма.

Задняя бабка
2 планки и 4 болта становятся незаменимыми помощниками при креплении этой части конструкции. Несущие станины снабжены направляющими, выступающими местом монтажа. Четыре радиальных шарикоподшипника устанавливаются в мостик, что способствует более лёгкому движению по направляющим для бабки. При сверлении изделий из металла удалённость пиноли становится важным фактором. Для этого приступают к монтажу специального винтового лимба. Перемещение по оси пиноли имеет основу в виде маховика.

Коробка подач станка
Отличается закрытым видом устройства. Процесс подач отлаживают следующими действиями:
- Применение необходимых рычагов.
- Меняют шестерёнчатые механизмы с зубцами.
Облегчается создание нормального ряда резьбы по разным схемам. При обработке на станке деталей упрощается получение подачи с правильными характеристиками. Переход к прямому включению винта рекомендован, когда важно создать индивидуальную резьбу, для которой важна высокая точность.

Гитара токарного станка
Основное назначение – передача крутящего движения. Источник – вал выхода у скоростной коробки, адресат – вал входа коробки подач. Сменные зубчатые колёса могут быть установлены в различной комбинации. Проще становится регулировать станок, когда создают разную резьбу.

Кинематическая схема
В левой тумбе станка обычно размещают главный электрический двигатель. Клиновые ремни участвуют в передаче движения к приводному шкиву первого вала коробки скоростей.
В устройстве есть несколько кинематических цепей, включающих муфты и валы. Зубчатые колёса и шпиндели тоже принимают непосредственное участие в процессе передачи энергии движения от одного элемента к другому. Паспорт это подтвердит.

Электрическая схема
Всего у винторезного станка этой группы есть четыре двигателя:
- Специальный насос. Подаёт жидкость, участвующую в смазке деталей. На него устанавливают специальный фильтр, делающий работу более удобной.
- Движок, благодаря которому каретка движется ускоренно.
- Силовой агрегат, относящийся к охлаждающей системе.
- Основной движок, степень вращения у которого доходит до 1750 оборотов в минуту.
Только при включенном фрикционе в устройстве будет запускаться основной двигатель, как говорит электросхема.

Комплектация станка
В любой станок входят следующие компоненты:
- Защитный кожух.
- Коробка подач.
- Электрический двигатель.
- Станина.
- Задняя бабка.

- Передняя бабка.
- Дополнительные ограждения.
- Оборудование электрической группы.
- Суппорт.
- Фартук.
- Шестерни, допускающие замену.
Сопроводительная документация включает паспорт вместе с инструкцией по эксплуатации. Там написано, как управлять отдельными функциями, поддерживаемыми у оборудования.
Преимущества и недостатки станка 1М63
Сложные и округлые металлические поверхности – вот для обработки чего создавался данный вид оборудования. Именно при выполнении такой работы оно проявляет свои лучшие качества. Безопасная работа на станке гарантирована благодаря специальным ограждениям, другим подобным защитным элементам. Устройство отличается температурной устойчивостью и жёсткостью, виброустойчивостью, надёжностью.
К недостаткам относят серьёзный вес установки, проблемы с поиском некоторых деталей.

Подключение и безопасность при работе с оборудованием
Любые станки требуют предварительных проверок перед началом эксплуатации. Загромождённый рабочий стол с лишними деталями исключён. Действие основного привода начинается после использования кнопки запуска у блока подач. На панели приборов каретки – ещё одна кнопка, дополнительная. Главное, чтобы фрикцион по большей части оставался в выключенном положении.
Если прибор повреждён – его обязательно направляют на восстановительные работы. Техническая документация тоже поставляется в сервис, чтобы не возникло проблем с поиском запасных деталей.
Вывод
Высокий спрос привёл к тому, что на основе этой модели было создано большое количество модификаций. Потому токарный агрегат и стал таким важным. Ежедневно эти установки обрабатывают большое количество заготовок, продолжая трудиться на различных предприятиях.
Источник



