- Сборка резьбовых соединений
- Водопроводные резьбовые соединения — делаем правильно
- Чем уплотнять
- Как подмотать
- С какой силой затягивать
- Все о резьбовых соединениях стальных труб и трубопроводов
- Стальные трубы: виды сочленений
- О резьбовой стыковке стояков из стали
- Способы соединений
- Как и чем герметизируют стыки труб
- Виды уплотнителей, способы герметизации
- Материалы для уплотнения стыков
- Резьбовые трубные соединения: «за» и «против»
- Общие требования к резьбе
- Ковкий чугун и соединительные детали из него
- Видео
Сборка резьбовых соединений




![]()
![]()
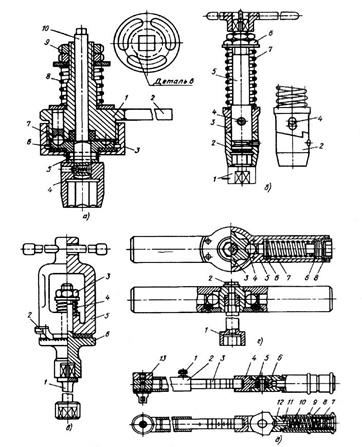
Резьбовые соединения (рис.43) обеспечивают прочность, надёжность работы и нерметичность конструкций, удобство сборки-разборки, возможность регулирования взаимного расположения деталей и силы затяжки.
Они составляют 15-25% от общего количества соединений в конструкциях машин. Трудоемкость сборки резьбовых соединений составляет 25-40% от общей трудоёмкости сборочных работ.
Процесс сборки резьбовых соединений в общем случае состоит из следующих переходов:
1. подача деталей на позицию сборки;
2. Установка крепёжных элементов;
3.Подвод и установка инструмента;
А) Предварительное свинчивание (наживление);
Б) свободное свинчивание;
5. Отвод инструмента;
6. Дотяжка (при необходимости);
10. Перемещение собираемого объекта на следующую сборную операцию (позицию).
Из технологических работ в процессе свинчивания 12-17% времени идет на предварительное ввертывание, 18-20%; на затяжку, 5-8% на дотяжку. В случае автоматической сборки все эти 3 элемента процесса выполняются одним инструментом. При механизированной сборке наживление часто проводится вручную.
Крепёжные детали резьбовых соединений разделяют на основные (болты, винты, шпильки) и вспомогательные (гайки, контргайки, шайбы, шплинты, чеки, установочные штифты и др.).
Резьбовые соединения собирают преимущественно следующими методами:
— приложением внешнего крутящего момента;
— приложением ударно-вращательных импульсов;
— приложением осевых сил к соответствующим деталям соединений.
Выбор метода зависит от требуемой точности, качества собираемых изделий (деталей), программы выпуска, конструктивных особенностей резьбовых деталей.
В зависимости от условий работы резьбовые соединения собирают без затяжки или с предварительной затяжкой.
Минимальная сила затяжки должна удовлетворять условию плотности соединения (стыка) нераскрытия стыка:
где  — коэффициент нагрузки (0,2..0,4),
— коэффициент нагрузки (0,2..0,4),
Р – внешняя сила, действующая на соединение Н;
lд – коэффициент податливости соединяемых деталей;
lб – коэффициент податливости болта, винта, шпильки;
к – занос по плотности стыка, обеспечивающий нераскрытие стыка при увеличении внешней нагрузки в к раз: для постоянных нагрузок к=1,25..2; для переменных к=1,25..4. По условиям герметичности: для мягких прокладок к=1,25..2,5; для плоских металлических прокладок к = 2,5..3,5.
Напряжение затяжки в основных деталях резьбовых соединений:
 — площадь сечения по внутреннему диаметру.
— площадь сечения по внутреннему диаметру.
Верхний предел напряжений затяжки не должен превышать для ответственных силовых соединений sз = (0,6..0,7)sт ; для силовых соединений и обычных крепежных деталей sз = (0,7..0,8)sт , где sт – предел текучести материала болта, винта, шпильки.
Момент, прикладываемый при затяжке к гайке или головке болта (винта), определяется по формуле:
 , где первое слагаемое – момент сил трения в резьбе, второе – момент сил трения по торцу гайки, головки болта и детали.
, где первое слагаемое – момент сил трения в резьбе, второе – момент сил трения по торцу гайки, головки болта и детали.
Рз – сила затяжки, Н;
d2 – средний диаметр резьбы, м;
b — угол подъема винтовой линии, о ;
r’ =  — угол трения в резьбе;
— угол трения в резьбе;
 — приведенный коэффициент трения в резьбе;
— приведенный коэффициент трения в резьбе;
a — угол профиля резьбы, о ;
Dt – приведенный диаметр действия сил трения на опорной поверхности гайки
 ,
,
D – наружный диаметр опорной кольцевой поверхности;
d0 – внутренний диаметр опорной кольцевой поверхности гайки, мм;
mt – коэффициент трения по опорной поверхности гайки.
Для предварительной оценки момента затяжки можно пользоваться формулой:
 ,
,
где d – наружный диаметр болта.
В затянутом резьбовом соединении полная нагрузка на болт (шпильку, винт) определяется так:
Рз – сила затяжки, Р – внешняя сила; Х – коэффициент основной нагрузки. Полная нагрузка должна обеспечивать надежность резьбового соединения по показателям нераскрытия стыка, несдвигнаемости стыка, прочности болтов и их усталостной прочности.
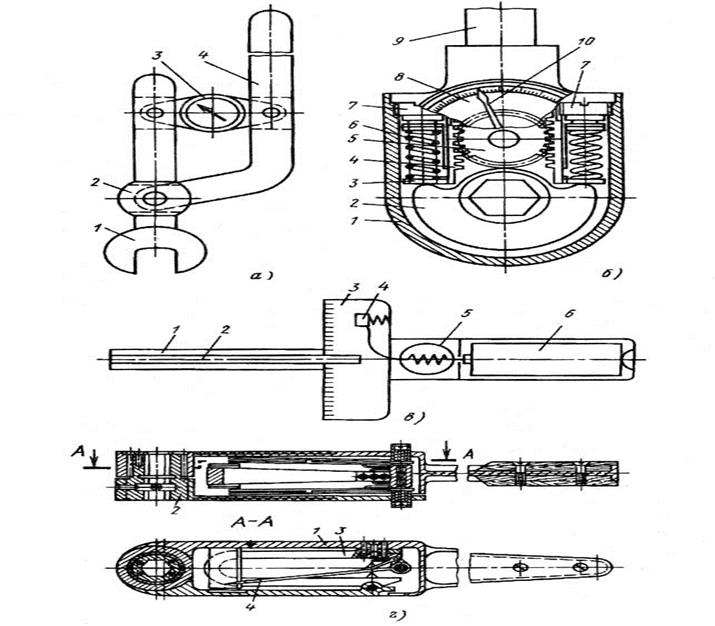
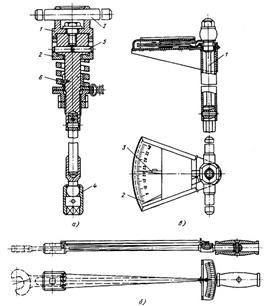
Обеспечить необходимую силу затяжки можно: динамометрическими рукоятками (рис. 43), механизированным инструментом, поворотом на определенный угол. В последнем случае гайку вначале затягивают обычным ключом, чтобы создать плотность в стыках, затем ослабляют и вновь завертывают до соприкосновения торцев. После этого гайку с помощью специального градуированного ключа (диска) поворачивают на необходимый угол:
 ,
,
Где l – длина болта (шпильки) между опорными плоскостями, мм;
S – шаг резьбы, мм;
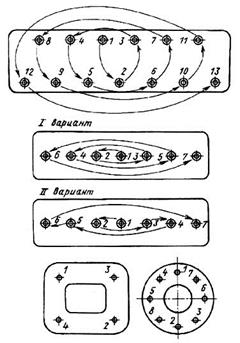
Последовательность затяжки групповых резьбовых соединений – от центра к периферии (рис. 44).
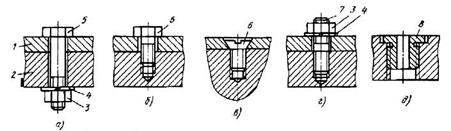
Способы стопорения резьбовых соединений:
1. Формозапирающими элементами (рис. 45):
в) в) штифтами коническими (цельными и разрезными);
г) г) штифтами цилиндрическими (прямыми и отогнутыми);
д) д) пластиной, закрепленной винтом;
е) е) планками, соединенными винтом, болтом;
к) к) расклепыванием;
м) м) стопорными шайбами;
н) н) отгибными шайбами.
о) 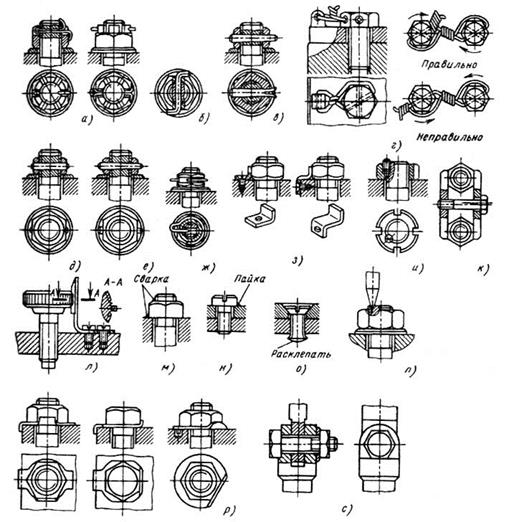
2. С созданием дополнительного трения (рис. 46):
Источник
Водопроводные резьбовые соединения — делаем правильно

Какие бы сантехнические работы не проводились, какие бы системы трубопровода не использовались, резьбовых соединений не избежать. Естественно, уплотнение стыка должно быть качественное, иначе проблем не миновать. В этой статье мы рассмотрим, чем лучше уплотнять соединение, как это делать и еще некоторые моменты. Если вы считаете, что данная операция проста и не заслуживает внимания — не торопитесь, потратьте несколько минут на ознакомление.
Чем уплотнять
Существует множество уплотнителей для герметизации резьбовых соединений. Лента «фум», лен, «тангит» — порой глаза разбегаются от выбора. В последнее время появилась новинка — анаэробный уплотнитель для резбовых соединений (прошу не путать с пастой для льна), который упрощает процедуру сильно.

У анаэробного герметика есть пара существенных недостатков: 1. Соединяемые детали должны быть сухими и чистыми — это может быть серьезной проблемой при ремонте и замене деталей в рабочей системе. 2. Для застывания герметика требуется время, хоть и незначительное, но это тормозит весь процесс монтажа. К тому же, есть основания полагать, что соединенные детали нельзя никак тревожить во время последующих ремонтов. В общем такое решение подойдет для новичка, для мелкого ремонта. Профессионалу этот материал не совсем подходит.
Следует заметить: хороший сантехник выполнит соединение с любым из вышеперечисленных уплотнителем и течь не будет. Мы же остановимся на проверенном временем материале, которым пользуется подавляющее большинство специалистов: сантехнический лен и паста для него.

Вообще, льном можно пользоваться и без паковочной пасты, однако она в целом повышает надежность стыка и упрощает операцию. Льняные волокна имеют свойство гнить со временем или иссыхать на трубах с горячей водой — паста предотвращает эти проблемы. Немаловажным свойством пасты является способность держать давление в неплотно закрученной резьбе.

Бесспорное преимущество льна перед другими паковочными материалами: детали можно раскрутить на пару оборотов без потери герметичности. И сделать так можно даже через несколько месяцев после изначального монтажа! Например, лента «ФУМ» вообще не терпит заднего хода, то же самое можно сказать и о засохшем анаэробном герметике.
Как подмотать
Сразу оговорюсь: возможно кто-то выполняет эту операцию иначе. Но за свою могу с уверенностью сказать: соединение получается герметичным и надежным.
Берется небольшой пучок льна, примерно как на фото ниже, это для подмотки пол-дюймовой трубы («1/2»). Вообще, умение брать льна ровно столько, сколько нужно для конкретного соединения приходит с опытом. Одно могу сказать точно: лучше переборщить, чем взять меньше нужного.

Лен наматывается на резьбу от края к основанию, по направлению резьбы. Если смотреть на торец, то получается по часовой стрелке. Не принципиально попадать в каждое углубление и идти строго по спирали. Важно направление намотки, натяг и чтобы резьба была покрыта равномерным слоем льна по всей поверхности. Можно даже уложить намотку в несколько слоев, если пучок изначально взят слишком тонкий.

Порой встречается очень гладкая резьба, например у счетчиков воды, лен прокручивается при подмотке. Для устранения этого неприятного явления достаточно слегка поцарапать резьбу, например слегка пройдясь поперек витков острым ножом. Даже еле заметные заусенцы и царапины способны намертво остановить волокна льна от прокручивания.



Далее подмотанную область нужно обильно смазать паковочной пастой. Даже если переборщить, паста легко удаляется после затягивания деталей. Детали готовы к скручиванию.


С какой силой затягивать

В наших реалиях попадается много некачественных деталей, которые могут давать трещину даже от незначительных напряжений. Поэтому самым лучшим выходом будет использование качественных фитингов.
Однако далеко не всегда получается работать с надежными деталями, поэтому сомнительные узлы лучше затягивать чуть сильнее, чем голой рукой. Хорошо собранное соединение на льне будет держать давление, даже если сделать затяжку от руки. Тут главная проблема в том, чтобы узел не раскрутился в будущем от механического воздействия. Поэтому в тех узлах, где теоретически не исключено раскручивание, следует использовать контргайки. Контргайкой можно хорошо затянуть узел, при этом на внутреннюю резьбу детали не будет воздействовать напряжение изнутри.

После закручивания, вылезшая паста удаляется пальцем. Получается аккуратное соединение, без торчащих во все стороны льняных волокон. Вот и вся наука!


В заключение хочется сказать: на самом деле работать льном довольно просто, нужна лишь небольшая практика и терпение. Ну и не бояться ошибок — а кто их не совершает?!
Источник
Все о резьбовых соединениях стальных труб и трубопроводов
Меню:
Все трубопроводы монтируются соответственно проектов трубопроводных систем. Осуществляя прокладку металлических труб под отопление, для газо- и водоснабжения (холодная и горячая вода), необходимо соединить между собой арматуру и стояки.
От надежности сочленения элементов магистрали зависит качество функционирования газопровода, водопровода, системы отопления, которая рассчитана на использование пара под давлением или горячей воды с температурой до 95 — 100⁰С.
Оптимальный температурный диапазон по ГОСТ системы отопления – до +60⁰С, зависит от эксплуатационных, климатических, иных факторов.
Стальные трубы: виды сочленений
Соединения стальных труб могут быть неразборного и разборного видов, в зависимости от:
- материалов, из которых произведены стояки. Кроме металлических труб применяют чугунные, стеклянные, полимерные, медные изделия;
- свойств транспортируемых сред;
- эксплуатационных условий.

Чаще всего пользуются:
- муфтовыми (резьбовыми, приварными, байонетными, гильзовыми);
- фланцевыми;
- резьбовыми.
Разъединительными сочленениями. Остановимся на последнем варианте.
О резьбовой стыковке стояков из стали
Резьбовой способ сочленения характерен для работы со стальными трубами. Для нанесения резьбы пользуются токарным станком или плашкой. На тонкостенные стояки наносят цилиндрическую накатную резьбу.
Если при укладке стальных труб будут соблюдены правила монтажа, то скручивание таким способом обеспечит качественное функционирование трубопроводной магистрали на многие годы.
Свинчивание с помощью резьбы можно осуществлять как непосредственным сочленением труб между собой, так и с применением тройников, муфт, запорной арматуры, дополнительных устройств.
Способы соединений
Резьбовые и безрезьбовые соединения могут быть разборного и неразборного типа. Многие уверены, что любую конструкцию с резьбой можно разобрать.
Если одними концами стояки приварены к недвижимой поверхности, то такое трубное устройство невозможно разъединить. Данный вариант – типичный пример неразъемного резьбового присоединения.
Но такие случаи встречаются редко. Основное количество скручиваний с помощью резьбы – разъемного типа.
Стояки соединяются между собой при помощи:
- сгонов;
- двунаправленной резьбы.
Сгоны используются для скручивания неподвижных относительно собственных осей труб.

Обязательное условие: один стояк должен иметь нарезанную долгую резьбу, а второй – короткую.
Для соединения таким способом сначала накручивают контргайку с муфтой на длинную резьбу. После этого нужно согнать муфту на участок трубы с наличием короткой резьбы, после чего затянуть контргайкой.
Методика использования двунаправленной резьбы состоит в том, что для стыковки труб используется только муфта. Накручивать ее нужно одновременно на оба стояка.
Как и чем герметизируют стыки труб
Виды уплотнителей, способы герметизации
Чтобы предотвратить утечку рабочей среды трубопровода необходимо качественно герметизировать трубные скручивания.
При резьбовом соединении стальных труб в качестве уплотнителей используют:

- прокладку. Этот способ уплотнения резьбового соединения требует относительно толстых торцевых трубных срезов. Наличие ровных трубных торцов никогда не сможет обеспечить герметичность. При использовании резиновой или пластиковой прокладки эта проблема успешно решается. Данный вариант – идеальный в случае сочленения с помощью гайки накидного типа;
- подмотку. Материалами могут служить льняные пряди, полимерные нити, ФУМ ленты в комплексе затвердевающими герметиками, красками, пастами.
При монтаже пластиковых стояков применяют способ герметизации, основанный на деформационных свойствах материала. Сущность этого метода состоит в том, что пластиковую трубу с наличием внешней резьбы вкручивают в стояк с внутренней резьбой. Пластик во время деформации способствует отличному заполнению промежуточного пространства, исключая появление зазоров.
Когда речь идет о трубопроводных конструкциях с высоким давлением, то цилиндрические резьбовые соединения труб здесь – не совсем уместны. В таких случаях используется соединение конического типа. Принцип присоединения заключается в том, что при вкручивании наблюдается плотное прижимание труб до такой меры, пока полностью не исчезнет зазор.
Материалы для уплотнения стыков
Чтобы стык был непроницаемым, в качестве уплотнителей используют:

- лён (паклю);
- асбест;
- ФУМ ленту;
- натуральную олифу;
- белила;
- сурик;
- графитную смазку и др.
Надежным уплотнителем при скручивании стальных труб на резьбе является льняная прядь, пропитанная суриком или белилами. Такое соединение отличается простотой монтажа, надежностью в плане герметизации. Уплотнитель используется очень давно, не теряет своей популярности и сегодня, несмотря на появление искусственных аналогов.
Для тех, у кого небольшой опыт работ по монтажу фитингов и труб, подсказываем, что ни в коем случае не применяйте лён без краски. На первых порах стык не будет пропускать влаги. Но пройдет несколько месяцев, льняные волокна намокнут, начнут разлагаться. Поэтому качество всех соединений ухудшится, а еще через месяц-другой – на стыке будет просачиваться вода.

Многие пользуются ФУМ лентой которая ничем не уступает старым традиционным материалам – пакле с краской.
Иногда в месте стыковки стояков отсутствует герметичность. Для устранения этого дефекта нужно заменить уплотняющий материал, а резьбовой участок очистить от грязи, остатков уплотнителя. После этого еще раз намотать льняную нить, ФУМ ленту или иной уплотнитель, собрать конструкцию.
В качестве дополнительных герметизаторов используют пасты, герметики химического происхождения, которые помогут усилить данный участок трубопровода.
Резьбовые трубные соединения: «за» и «против»
Вариант с использованием резьбы имеет свои преимущества и недостатки.
С положительной стороны резьбовые соединения отличаются:
- универсальностью, которая состоит в том, что их можно использовать для скручивания стояков различных диаметров;
- простотой монтирования, поскольку для осуществления процедуры сочленения не нужно быть профессионалом или иметь багаж каких-либо специальных знаний. Достаточно обладать элементарными навыками обращения с гаечным или трубным ключом, иными простыми навыками работы в данной отрасли;
- отсутствием наборов специальных инструментов или приспособлений;
- устойчивостью к нагрузкам, надежностью в эксплуатации;
- удобством демонтажа целой трубной конструкции (при необходимости);
- герметичностью, что обеспечивается наличием уплотняющих материалов, соблюдением элементарных правил прокладки трубопроводов.
- при отсутствии на деталях резьбы необходимо ее нанести, что может вызвать дополнительные трудности, поскольку не все владеют навыками ее нарезания и не у всех имеются наборы специальных инструментов;
- когда места соединений приходится часто монтировать и демонтировать то возможен быстрый износ резьбового участка детали магистрали;
- бывают случаи, что необходимо применить стопорение резьбовой детали, поскольку возможно постепенное самоотвинчивание фитинга.

Учитывая все «за» и «против» в одних ситуациях оптимальным вариантом является использование резьбового соединения стальных труб, а в других – иных видов сочленения элементов трубопроводной конструкции. Это значит, что не существует идеального способа соединения стальных стояков: все способы хороши если они обеспечивают надежность, герметичность трубопровода.
Общие требования к резьбе
Соединения используют на стыках стальных труб отопления, водопроводов, газопроводных стояков, где можно обойтись без сварки. На обычных стояках резьба нарезается, а на тонкостенных изделиях ее наносят методом накатывания.

- правильно, качественно нарезанная резьба должна быть чистой;
- резьба считается бракованной если она сорванная или неполная;
- длина резьбы не должна быть больше одной десятой части длины детали;
- на соединительных муфтах она должна быть таких размеров чтобы при полном ввертывании концов труб между ними оставался зазор до 0,5 см (это так называемое короткое резьбовое соединение);
- при скручивании «один цилиндр на другой цилиндр» пользуются сгонами. Сгон является отрезком трубы с резьбой на обоих концах с навернутой на них муфтой и контргайкой.
Ковкий чугун и соединительные детали из него
Наиболее распространенными частями из ковкого чугуна для соединения стальных труб, других деталей трубопроводов являются:
А) прямые муфты Б) переходные муфты В) соединительные гайки Г) футорки Д) контргайки Е) пробки.

Для абсолютной герметизации системы при резьбовом соединении необходимо использовать уплотнители, например, прокладки. Кроме них, при иных видах скрепления используются дополнительные детали. Если необходимо применить сочленение элементов магистрали с помощью фланцев, то есть без муфты, то кроме прокладок еще необходимы болты.
При соединении стояков под углом пользуются соединительными частями из ковкого чугуна: прямыми и переходными угольниками, тройниками, крестами.
Муфта из чугуна обладает невысоким буртиком по всему периметру окружности торца, служащий для увеличения прочности детали, в отличие от стального аналога, на котором такой элемент отсутствует.
Качество соединений зависит не столько от способов уплотнения, материалов, как от мастера и качества его работы. Если он ответственный, аккуратный, обладает элементарными сантехническими знаниями, навыками работы с гаечным или трубным ключом, то лучшего специалиста – не найти. При соблюдении элементарных правил монтажа трубопроводных систем, магистраль будет функционировать на протяжении многих лет. Это может подтвердить каждый кто хотя бы один раз занимался монтажом трубопроводной системы, даже самой короткой и простой.
Пробуйте сами, экспериментируйте и увидите что вы – самый лучший специалист по монтированию трубопроводных систем с использованием резьбового способа соединения элементов магистрали.
Видео
Источник



