Pereosnastka.ru
Обработка дерева и металла
Монтажные и наладочные работы, проводимые на гидравлических прессах, включают сборку и соединение деталей и узлов пресса, монтаж трубопроводов, аппаратуры управления и других элементов привода, а также испытания и наладку.
Обычно гидравлические прессы небольших усилий и массы прибывают к месту монтажа в собранном виде. Это резко снижает трудоемкость монтажных работ. Гидравлические прессы средних усилий транспортируются собранными узлами. В зависимости от размеров и массы станины перевозят в сборе или в виде отдельных деталей — колонн и поперечин. Небольшие цилиндры, а также органы управления транспортируют в сборе. Цилиндры больших размеров иногда перевозят в разобранном виде (без плунжеров и фланцев).
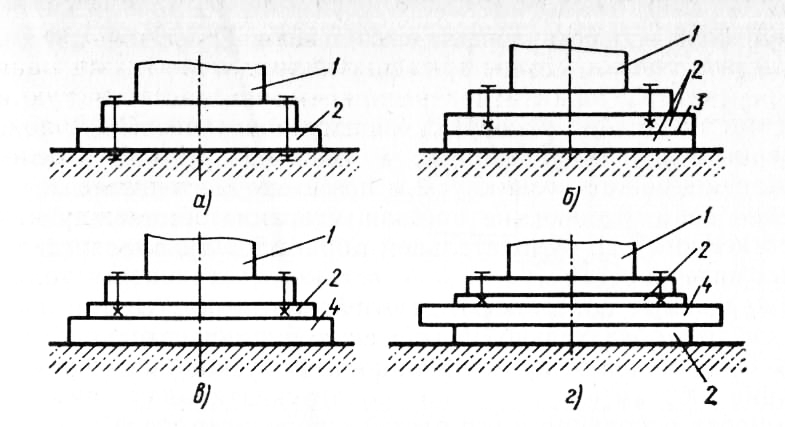
Рис. 1. Схемы перемещения тяжелых деталей кузнечно-прессовых машин внутри цеха при монтаже:
а — перемещение на стальном листе. б — перемещение на двух стальных листах, в — перемещение на стальном листе и катках, г — перемещение на двух стальных листах и катках между листами; 1 — деталь, 2 — лист, 3 — слой смазки. 4 — каток
На заводе-изготовителе такие прессы перед отправкой проходят контрольную сборку, во время которой проверяется работа механизмов, а также нормы точности изготовления узлов и деталей. Результаты этой проверки фиксируются в заводском акте технической приемки. Контрольная сборка значительно упрощает монтаж и наладку пресса на месте установки.
Доставка прессов средних и особенно больших усилий к месту монтажа представляет собой довольно сложную техническую задачу. Для транспортировки деталей уникальных прессов массой до 200—300 т иногда приходится прокладывать от магистрали до места установки специальные железнодорожные пути. От путей в зону монтажа детали и узлы перемещают на стальных листах. Эти листы могут скользить непосредственно по грунту или по другому металлическому листу толщиной 15— 20 мм, обильно смазанному солидолом. Усилие, которое требуется для передвижения груза, можно значительно уменьшить, если применить катки из труб диаметром 50—70 мм, которые перемещаются или непосредственно по грунту, или по металлическим листам.
При использовании схемы, показанной на рис. 1, для транспортировки груза массой 100 т требуется усилие около 200 кН. а при массе груза 200 т — около 400 кН. Такое тяговое усилие можно получить от нескольких тракторов или электрических лебедок с применением четырехниточных полиспастов. Применив катки, можно понизить тяговое усилие примерно вдвое.
При монтаже нижней поперечины гидравлического пресса необходимо тщательно проверить чистоту поверхностей в местах сопряжения с другими деталями, а также отсутствие коробления. Коробление может возникнуть в процессе длительного хранения, особенно если отливки не прошли старения (естественного или искусственного) до окончательной обработки привалочных и посадочных поверхностей.
Сопрягаемые поверхности деталей поперечин (если они составные) следует обязательно проверить на параллельность с помощью струн. Отклонение от прямолинейности допускается не более 0,1 мм на длине 1000 мм.
Выверку основания и его частей в горизонтальной и вертикальной плоскостях рекомендуется выполнять с помощью контрольных линеек, точных уровней и нитей с отвесами. Горизонтальность плоскости основания обеспечивается клиньями, забиваемыми между основанием и фундаментом. Отклонение от горизонтальности верхней плоскости нижней поперечины не должно превышать 0,1 — 0,15 мм на длине 1000 мм.
При монтаже колонн и гаек гидравлических прессов для каждой колонны необходимо проверить:
— вертикальность установки с помощью рамного уровня (допускается отклонение не более 0,1 мм на длине 1000 мм);
— правильность расположения колонн в горизонтальной плоскости, с помощью штихмаса замеряются расстояния между колоннами вдоль и поперек фронта пресса, а также по диагоналям (допустимая разница между замерами — не более 0,4 мм);
— величину зазоров между колонной и направляющей втулкой траверсы (измерения проводятся не менее чем в четырех диаметрально противоположных точках, зазор должен быть концентрическим, отклонение от концентричности не более 0,7—1,5 мм).
Перед монтажом гидравлических цилиндров их необходимо очистить от смазки и осмотреть. На рабочей поверхности цилиндра не должно быть раковин, трещин, следов коррозии. Поверхность плунжера после удаления консервирующей смазки рекомендуется заполировать мелкозернистой наждачной бумагой.
Качество сопряжения плунжер — втулка цилиндра проверяется на краску. В случае необходимости втулку цилиндра следует пришабрить по плунжеру.
При монтаже цилиндров используют одну из двух схем: установку цилиндра после монтажа верхней поперечины или установку цилиндра на опущенной подвижной поперечине до установки верхней поперечины.
Большой объем работ при монтаже и наладке гидравлических прессов связан с установкой труб. Предварительно трубы подвергаются тщательному внешнему осмотру, обнаруженные дефекты устраняют зачисткои напильником или наждачным кругом. Глубина зачистки должна быть не более 10% толщины стенки трубы; если при такой глубине вывести дефект не удается, труба отбраковывается. Затем трубу разрезают на мерные части ацетиленокислородным пламенем или другим способом. На концах полученных мерных труб нарезают резьбу, протачивают торцы и (при необходимости) переходят к гиб-ке. Для труб диаметром до 25 мм гибка проводится вхолодную. Трубы диаметром свыше 50 мм гнут вгорячую с набивкой песком, трубы диаметром до 50 мм — без каоиБки.
Для набивки трубу ставят вертикально, нижний конец ее забивают деревянной пробкой. Сверху засыпают крупнозернистый, тщательно просеянный речной песок, который стараются распределить равномерно. Трубу нагревают в открытых горнах, работающих на коксе, торфе, древесном угле, до температуры 950—1000 °С; при этом труба приобретает светло-красный цвет.
Гибку вручную осуществляют по шаблонам, выполненным из железных листов или газовых труб. Гибка должна выполняться плавно; если появляются гофры или труба начинает выпучиваться, гибку прекращают, так как это указывает на неправильную подготовку трубы к гибке.
Довольно широко применяется машинная гибка труб на специальных гидравлических или механических переносных прессах. Рама такого пресса может раздвигаться в зависимости от радиуса гибки; шаблоны (на ползуне) и (неподвижный) при необходимости могут быть заменены.
После охлаждения трубу очищают от пригара, песка и окалины и подвергают травлению в специальных ваннах в 20%-ном растворе соляной или серной кислоты. Затем трубу промывают известковым раствором и водой, быстро просушивают с помощью газовой горелки. Далее на трубы навертывают фланцы.
Способы соединения труб между собой и присоединения их к оборудованию показаны на рис. 69. При установке трубы, соединяющей оборудование и подводящий трубопровод, сначала крепится присоединительный фланец, а затем соединительный. Это связано с тем, что если труба не устанавливается на место, подводящий трубопровод можно несколько передвинуть. Если трубу надо вставить между стационарными частями прессовой установки (например, между водораспределителем и одним из цилиндров пресса), то она должна быть изогнута так, чтобы фланцы за счет пружинения трубы сами прижимались к оборудованию.
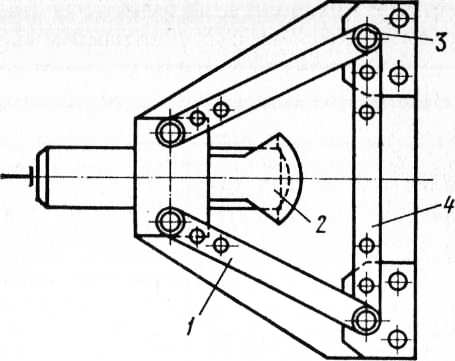
Рис. 2. Переносной гидравлический пресс для гибки труб:
1 — рама, 2 — подвижный шаблон, 3 — неподвижный шаблон, 4—планка
К наладке приступают после полного окончания монтажных и слесарных работ как на самом прессе, так и на вспомогательных механизмах. Перед началом наладки площадку рядом с прессом освобождают от посторонних предметов. Проверяют, исправны и плотно ли закрываются запорные вентили гидросистем: для этого жидкость под давлением подают в магистраль при закрытых вентилях. Если они исправны, манометры, расположенные за вентилями, не должны показывать давления.
Наладочным работам должна непосредственно предшествовать проверка исправности и работоспособности систем смазки прессовой установки.
Наладка прессовой установки проводится в два этапа: наладка гидропривода, затем наладка собственно пресса. Последовательность работ по наладке гидропривода определяется его конструктивной схемой.
Наладка насосно-аккумуляторной станции проводится в следующем порядке: проверка аппаратуры контроля уровня, зарядка станции воздухом высокого давления, зарядка станции жидкостью высокого давления (включая окончательную отладку аппаратуры контроля уровня), пуск станции, в том числе наладка насосов и регулировка предохранительных клапанов.
Наладка индивидуального привода ограничивается пуском и -опробованием насосов, а также регулированием предохранительных клапанов.
После окончания наладочных работ по гидроприводу приступают к опробованию узлов и механизмов собственно пресса. Для этого сначала проводят наружный осмотр и регулируют оборудование в статическом положении, при этом особое внимание уделяется регулировке аппаратуры органов управления — клапанов или золотников, а также системы рычагов управления.
Затем приступают к гидравлическим испытаниям трубопроводов и аппаратуры систем низкого и высокого давления. Гидравлические испытания обычно проводят на отдельных участках трубопроводов. В этом случае испытываемый участок посредством вентилей отделяют от остальных, трубопровод заполняют водой, одновременно через воздушные клапаны выпускают воздух. К трубопроводу подключают ручной насос, с помощью которого давление поднимают до величины, в 1,5 раза превышающей рабочее, и делают пятиминутную выдержку.
Если давление (по показаниям манометра) не падает, его снижают до рабочего и осматривают трубопроводы и другие элементы гидросистемы, обстукивая их молотком. Отсутствие течи в соединениях труб, клапанах и т. д. свидетельствует о том, что дефектов нет. При обнаружении дефектов их устраняют только после снятия давления.
Далее выполняется зарядка и наладка наполнительной системы в сочетании с опробованием холостого хода подвижной поперечины, после этого производят наладку и опробование вспомогательных механизмов: привода стола, выталкивателей и др. Затем налаживают мультипликатор, если он имеется в прессовой установке, и, наконец, опробуют механизмы пресса на холостом ходу для проверки правильности их взаимодействия (при этом линии подвода жидкости высокого давления должны быть перекрыты).
Устранив обнаруженные неполадки, переходят к опробованию пресса на рабочем ходу, заключительной частью которого является получение готовых изделий. При этом проверяется точность работы пресса. Некоторые из перечисленных работ могут вестись параллельно.
В процессе опробования прессовой установки могут возникнуть неполадки, подлежащие устранению.
Источник
МОНТАЖ МЕТАЛЛОРЕЖУЩЕГО И КУЗНЕЧНО-ПРЕССОВОГО ОБОРУДОВАНИЯ
Глава I. Основные сведения об устройстве металлорежущего оборудования
Глава II. Основные сведения об устройстве кузнечно-прессового оборудования
Глава III. Основные понятия о сборке типовых узлов металлорежущего и кузнечно-прессового оборудования
Глава IV. Устройство механизированного инструмента и такелажного оборудования, применяемых при монтаже
Глава V. Строповка, перемещение и кантовка оборудования
Глава VI. Грузоподъемное оборудование для монтажа
Глава VII. Изготовление фундаментов под монтаж металлорежущего и кузнечно-прессового оборудования
Глава IX. Монтаж сверлильных станков.
Глава X. Монтаж строгальных станков.
Глава XI. Монтаж фрезерных и зубонарезных станков
Глава XII. Монтаж шлифовальных станков.
Глава ХIII. Монтаж прессов.
Глава XIV. Монтаж молотов.
Глава XVI. Основные понятия об эксплуатации и техническом обслуживании металлорежущего и кузнечно-прессового оборудования.
Глава XVII. Транспортирование, погрузка и разгрузка металлорежущего и кузнечно-прессового оборудования
Глава XVIII. Организация рабочего места слесаря-монтажника по металлорежущему и кузнечно-прессовому оборудованию.
Глава XIX. Техника безопасности и меры по пожарной безопасности на строительстве.
Глава XX. Передовые методы и приемы труда при монтаже металлорежущего и кузнечно-прессового оборудования.
Глава XXII. Сведения по механизации и автоматизации строительного производства.
Глава XXIII. Основные понятия по стандартизации и контролю качества продукции
Источник
Монтаж прессового оборудования особенности

Предприятие «Синтез ТМК» имеет опыт и техническую базу, портальные системы, грузоподъёмное оборудование для выполнения задач, предполагающих монтаж пресса любых размеров в кротчайшие сроки, без снижения эффективной работоспособности. При этом специалисты компании предоставят гарантию, правильно и достоверно составят исполнительную документацию, обеспечат такелаж прессовых линий и перемещение.
Предприятие «Синтез ТМК» может качественно выполнить монтаж пресса любых размеров в кротчайшие сроки, без снижения эффективной работоспособности.
ВИДЫ ПРОМЫШЛЕННЫХ ПРЕССОВ
Самыми распространенными прессами являются механические и гидравлические, каждый из которых обладает собственными технологическими особенностями, которые следует учитывать, как при их установке, так и в работе. Они способны создавать усилие от 100 до 5000 тонн, что позволяет использовать их в самых разных отраслях.
Гидравлический пресс состоит из двух сообщающихся цилиндров с поршнями, которые отличаются по своему диаметру. Оказывая усилие на малый поршень, в большом поршне образуется давление, которое и воздействует на материал. Его сила зависит от жидкости, помещенной в цилиндр и размеров поршней. Монтаж гидравлических прессов необходим для работы автомобильных мастерских, переработки вторсырья, а также большинства предприятий легкой промышленности.
В механических прессах деформация материала происходит благодаря возвратно-поступательным движениям ползунка. Основными узлами такого оборудования являются: сделанная из стали или чугуна станина (база или постель пресса), шатун и подвижная поперечина, которая и называется ползуном. Распространенными являются механизмы кривошипно-шатунного типа, необходимые для проведения операций, связанных с листовой и объемной штамповкой металлов. Ремонт и разборка пресса такой системы сложный технологический процесс, которые следует доверять только профессионалам.
Производство деталей крупных габаритов, таких как детали кузова автомобиля (крыло, крыша, капот, боковина) невозможно без монтажа прессовой линии, которая позволяет проводить различные операции по приданию заготовке необходимой формы.
НАЧАЛЬНЫЙ ЭТАП РАБОТЫ
Большие габариты, масса и особенности прессового оборудования требуют повышенного внимания к этапу подготовительных работ, связанных с монтажом механического пресса и гидравлических устройств с большим усилием. Для сведения к минимуму осложнений и дополнительных расходов следует серьезно отнестись к изучению технического паспорта оборудования, удостовериться в пригодности всех узлов агрегата, а также проверить их на наличие повреждений, которые могут возникать при перемещении пресса.
Грамотный монтаж прессового оборудования невозможен без сведений о планировке здания, воспринимаемых нагрузок на полы и перекрытия, его высоте, технических особенностях и инженерных коммуникациях. Также следует учитывать наличие оборудования, которое будет находиться рядом с прессом. При необходимости специалисты «Синтез ТМК» самостоятельно проведут обследование строительных конструкций и инженерных систем, изучат геологическое строение грунтов, выполнят дополнительные обмеры, проверят вибрации.
С учетом всех этих показателей формируется предложение, после проектировщики компании составят проект строительства фундаментов и инженерных систем, проект производственных работ, в котором прописываются этапы работ, включающие перемещение, монтаж промышленного оборудования, его испытания, наладку, сдачу в эксплуатацию с подготовкой исполнительной документации.
ТРЕБОВАНИЯ К ФУНДАМЕНТУ ПРЕССА
Перед началом работ по проектированию фундамента рассчитывается его динамическая и статическая нагрузка. Первая определяется после расчета давления оборудования на фундамент, а во втором показателе учитывается масса оборудования и частотные характеристики. Помимо этого важно учитывать характеристики грунта и глубину залегания грунтовых вод. Расчет фундамента ведется с учетом существующих норм, прописанных в нормативных документах, а также при помощи специальных программных комплексов.
При строительстве фундамента под промышленный пресс следует учитывать его большой вес, габаритные размеры и специфику работы. Для фрикционного пресса, который работает по ударному принципу, фундамент возводится из бетона самых высоких марок и качества. Перед заливкой бетона строго отслеживается геометрия конструкций опалубки и закладных деталей, а если над фундаментом работала отдельная организация, то эксперты «Синтез ТМК» проведут необходимые проверки на его качество с привлечением геодезического контроля, в том числе и лабораторные исследования.
Одним из аспектов обеспечения высокого качества работ является проведение проверки работ, выполненных другими подрядчиками
МОНТАЖ ПРОМЫШЛЕННОГО ПРЕССА
После того как бетон набрал прочность, можно приступать к монтажным работам, предполагающим такелаж пресса. Оборудование и его узлы транспортируются к месту предполагаемой установки, после чего пресс распаковывается и происходит повторный технический осмотр деталей (инспекционный контроль), а также определение комплектации. Первичное изучение комплектующих элементов осуществляется на производстве, где они были изготовлены или демонтированы.
Установка пресса на фундамент предполагает монтаж станины (база или постель пресса) и предварительную выверку оборудования в плановом и высотном положении по проекту. Далее происходит монтаж остальных узлов и их проверка. Комплектующие промышленного пресса имеют большой вес и габариты, однако современное высокотехнологичное оборудование и гидравлические портальные системы позволяет справляться с задачами любой сложности.
Все эти работы, а особенно установка на фундамент прессовой линии трудоемкий и сложный процесс, требующий наличие специального оборудования и опыта. Компания «Синтез ТМК» обеспечивает качественное проведение этих работ и услуг, и дает на свою работу гарантию в соответствии с законом. Перемещение прессовой линии и прочих элементов оборудования происходит с применением современного оборудования, которое ускоряет процесс.
Проектировщики «Синтез ТМК» составят проект фундаментов и инженерных систем, изготовят ППР, строители выполнят все строительно-монтажные работы, проведут приемочные испытания и сдадут объект в эксплуатацию. Помимо установки, они способны произвести демонтаж пресса и обеспечить его ремонт. Стоимость работ индивидуальна и зависит от размеров и массы оборудования, наличия технической документации, стесненных условий, наличия особых условий и сроков.
Закажите услугу по монтажу или демонтажу пресса.
- Сроки выполнения работ от 20 (двадцати) рабочих дней. Гарантия на выполненные работы 2 года. В штате 15 инженеров с высшим техническим образованием, 15 монтажников, 5 электриков, 5 специалистов широкого профиля с опытом работы 5 лет. Сокращаем расходы на монтаж прессов до 20%.
Обращайтесь по телефону или направляйте заявку по электронной почте.
Правильный успешный монтаж кривошипно-шатунного пресса и прочих видов прессового оборудования должен исключать ошибки, которые приведут к дополнительным затратам, увеличению сроков и даже приведению всей системы в негодность. Этими ошибками является составление проекта с недостаточной детализацией, применение некачественных материалов и отсутствие внимания к вопросам геодезии, что особенно чревато неблагоприятными последствиями при перемещении и монтаже прессовой линии.
За время своей работы компания выработала комплексный подход к решению задач, что позволяет всегда укладываться в оговоренные сроки без потери качества. При необходимости наши специалисты смогут подобрать прессы, ранее побывавшие в использовании или организовать доставку нового оборудования из-за океана, сопровождая его на всем пути следования, а также предоставляя необходимую документацию, технические переводы и консультации.
Источник



