Постать Б.Хмельницького в українській історії. Оцінки діяльності
Причини та передумови національно-визвольної війни Б.Хмельницького.
Украина в XVII в. Восстание Б. Хмельницкого
Україна після смерті Б.Хмельницького. І.Виговський та Ю.Хмельницький.
Футеровка в мельницах выполняет важную технологическую задачу –ее профиль обеспечивает определенный характер движения измельчающей среды и измельчаемого материала. Она передает энергию рабочему телу – измельчающей среде.
Для защиты барабана мельницы от износа футеруют:
— загрузочные и разгрузочные цапфы.
В настоящее время футеровку мельниц самоизмельчения и первой стадии измельчения изготавливают преимущественно из стали 110Г13Л, имеющей повышенную вязкость и способность к упрочнению при ударах.
Толщина футеровки – один из основных параметров мельницы. Не определяют по высоте гребня наибольшего выступа. По мере увеличения толщины футеровки возрастает срок ее службы, но снижаются объем и производительность мельницы.
Толщина футеровки составляет 1-7% диаметра барабана.
Профили футеровки весьма разнообразны, что объясняется свойствами материалов, условиями измельчения, а также местными условиями.
При грубом помоле применяют ребристые футеровки, при тонком – гладкие или волнистые. Толщину металлических футеровок выбирают на основе следующих данных: диаметр барабана без футеровки и толщина футеровки по гребню (мм).
Болтовое крепление футеровки к барабану
К барабану футеровку крепят болтами заклинивающей формы. Под гайку ставят конусную шайбу с резиновым уплотнением (рис.24) в виде кольца. Применяют и безболтовое крепление (рис. 25).
Профили и способы крепления футеровочных плит
Для предотвращения скопления шаров у разгрузочного конца мельницы иногда применяют антимиграционную футеровку со спиралями (рис.26). При использовании футеровки с каблуками (рис.27) ее устанавливают с уклоном до 4 % в сторону загрузки.
Для усиления ударного воздействия применяют большую высоту ребер футеровки. Экспериментально доказано, что для мельниц 1 стадии наиболее целесообразен профиль футеровки «Норильск-III», а для мельниц II стадии — «Норильск-IV» (рис.27).
Перспективные профили футеровок: а — «Норильск III»; б — «Норильск IV»
Футеровка мельниц самоизмельчения отличается от футеровки шаровых мельниц и представляет собой сочетание высоких лифтеров и плит. Для крупных стержневых мельниц чаще применяют волновой и горбатый профиль.
Для шаровых мельниц II и III стадий с шарами до 80 мм стали применять резиновую футеровку шведских фирм «Скега» и «Трелеборг». Масса мельниц II и III стадий, футерованных резиной, в среднем на 50 % меньше массы мельниц, футерованных сталью; межремонтный период увеличивается в 2—2,5 раза. При мокром измельчении шум снижается на 20—30 %. При замене натурального каучука синтетическим износостойкость несколько меньше.
В сильнощелочных и сильнокислых средах при температурах выше 75°С резиновую футеровку применять не рекомендуется.
При выборе размеров футеровки учитывается частота вращения мельницы, крупность шаров, размеры барабана, абразивность и крупность руды.
Наиболее экономичной футеровкой торцевых крышек и решеток считается такая, срок службы которой одинаков или кратен сроку службы футеровок барабана. Футеровки крышек утолщают в наиболее изнашиваемой части, снабжают их радиальными ребрами (как и разгрузочные решетки). Футеровки загрузочной и разгрузочной цапф выполняют в виде цилиндрических чугунных вставных втулок, чаще всего с трехзаходной спиралью. Футеровка разгрузочной цапфы представляет собой чугунную воронку с гладкой внутренней поверхностью.
Перефутеровку крупных мельниц осуществляют механизированным способом на ремонтной площадке с передвижным краном.
Дата добавления: 2014-12-23 ; просмотров: 22 ; Нарушение авторских прав
Источник
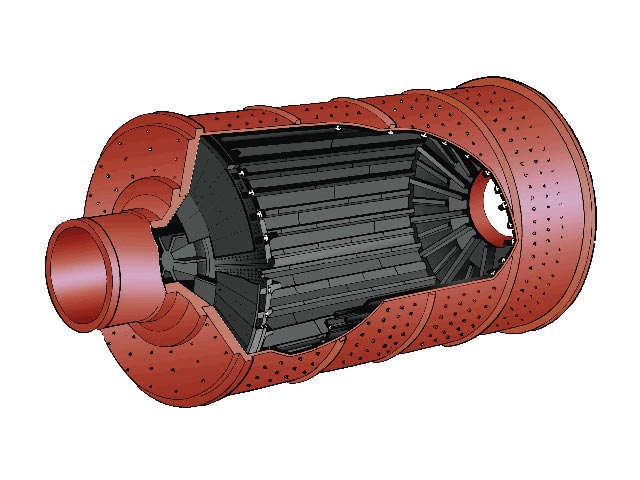
Конструктивные особенности барабанов шаровых мельниц
Наша компания — Завод нестандартного оборудования «Машинопромышленное объединение» проектирует и изготавливает оборудование для предприятий горной, химической и нефтегазовой промышленности. в том числе и производит оборудование для замены футеровки барабанных мельниц (перефутеровочные машины различных видов). Как уже говорилось ранее барабанную, будь то шаровая или стержневая или какая другая мельницу в упрощенном виде можно представить в виде пустотелого барабана, обе стороны которого закрываются торцовыми крышками специальной конструкции.
В центре торцевых крышек устанавливаются полые цапфы, опирающиеся на подшипники, что позволяет барабану вращаться вокруг горизонтальной оси.
Барабаны для шаровых (стержневых) мельниц могут быть изготовлены цилиндрическими или коническими. Цилиндрические барабаны шаровых (стержневых) мельниц, в зависимости от соотношения их длины и внутреннего диаметра изготавливаются трех основных типов — короткие (L 3D). Отсюда понятно что D — внутренний диаметр барабана и L — длина барабана это важнейшие характеристики шаровой мельницы.
Выявленные экономические и эксплуатационные преимущества барабанных шаровых (стержневых) мельниц большого размера, диктуют необходимость изготавливать барабаны размером, например, 5,5 х 6,4 метров, а в перспективе освоение диаметров до 7,2 метров. Однако пределы есть и здесь. С увеличением длины барабана шаровой (стержневой) мельницы уменьшается уклон потока пульпы и как следствие — уменьшается ее пропускная способность.
Барабан шаровой (стержневой) мельницы изготавливается сварным или клепанным из толстой листовой стали. На оба конца барабана приклепываются или крепятся электросваркой стальные обработанные фланцы для установки торцевых крышек. У некоторых шаровых (стержневых) мельниц барабан может быть изготовлен литым из чугуна или стали с фланцами на концах.
Торцевые крышки с пустотелыми цапфами отливаются из чугуна или стали в зависимости от размеров мельницы. Торцевые крышки крепятся к фланцам барабана болтами. Разгрузочная цапфа обычно больше по диаметру чем загрузочная, что обеспечивает перепад входного и выходного уровней пульпы в мельнице и облегчает ее разгрузку.
Футеровка барабанов шаровых (стержневых) мельниц.
Барабан и крышки шаровой (стержневой) мельницы изнутри укрепляют защитными, как правило стальными, плитами (футеруют).
В шаровых (стержневых) мельницах малых размеров, у которых диаметр разгрузочной цапфы слишком мал, для введения внутрь барабана мельницы элементов футеровки, на барабане предусматривается один или два люка, расположенных друг против друга по диаметру.
Конструкция плит для футеровки барабана шаровой (стержневой) мельницы должна быть легкосъемной. Обычно плиты футеровки изготавливаются из чугуна или стали с высоким содержанием марганца или хрома. Литая марганцовистая сталь применяется при больших нагрузках, возникающих при использовании шаров большого диаметра. Толщина плит футеровки может составить 50 мм для малых и до 150 мм для больших барабанных мельниц.
Применяемые плиты для футеровки барабанных шаровых (стержневых) мельниц могут иметь различные профили и конструкции, что значительно влияет на её работу. Важно, чтобы в процессе неизбежного изнашивания футеровки это происходило относительно равномерно и характер ее поверхности не изменялся слишком резко.
Как правило футеровка крепится отдельными частями при помощи болтов к поверхности барабана. Но в некоторых мельницах применяется групповое крепление футеровки длинными стальными полосами. Так же применяются конструкции брусчатой футеровки безболтового крепления при помощи элементов футеровки торцовых крышек. Стальные бруски, которыми футеруется цилиндрическая поверхность барабана имеют скосы на концах, подобные скосы имеют и сегментные футеровочные плиты торцевой крышки, что и позволяет их взаимное прижимание.
Кроме металлической известны и другие виды футеровки, например металлодеревянные. Деревянные брусья чередуются со стальными по всей поверхности барабана. Это может уменьшить общую массу футеровки и даже увеличить срок ее службы. В процессе работы шаровой мельницы с подобной футеровкой мелкие стальные шары, внедряются в дерево, упрочняя поверхность футеровки.
Футеровки барабанов шаровых (стержневых) мельниц, измельчающих крупные куски породы, изготавливается с ребрами. Для мельниц работающих с мелким материалом, футеровка может иметь небольшие ребра или быть гладкой.
Высота ребер футеровки барабана шаровой (стержневой) мельницы, их взаимное расположение и форма определяют силу сцепления дробящей среды с барабаном и соответственно влияют на результат работы мельницы.
Для увеличения рабочего объема барабанной шаровой мельницы могут применяться тонкие футеровки из катаной стали. Ее листы крепятся к барабану стальными брусками на болтах. Бруски исполняют так же роль ребер, выступая над прикрепленными листами.
Сравнительные испытания различных видов футеровок показали, что для шаровых мельниц первой стадии измельчения при использовании шаров диаметром 100-125 мм наибольший срок службы и наименьший удельный износ получен для марганцовистой стали с профилем «Норильск 3». Для мельниц второй стадии измельчения хорошо показали себя футеровки с профилем «Норильск 4».
В последние годы произведено множество экспериментов с резиновой футеровкой для барабанов шаровых мельниц. Применение резиновой футеровки оправдано в мельницах второй и третьей стадий измельчения, при использовании шаров диаметром до 80 мм. Применение резиновой футеровки в этих условиях приводит к заметному снижению эксплуатационных расходов. Масса резиновой футеровки на 80-85% меньше стальной, срок службы может составить до трех сроков службы, меньше и время необходимое на замену. Кроме того барабанные шаровые мельницы с резиновой футеровкой гораздо менее шумные при работе.
Резиновая футеровка укладывается на поверхности барабана шаровой мельницы листами. При укладке, благодаря уступам на листах, между ними образуются канавки. В эти канавки вставляют специальные брусы-лифтеры, скрепляемые прижимными скобами на болтах. Толщина резиновой футеровки барабанов составляет 50-80 мм.
Торцевые крышки барабанов шаровых мельниц в этом случае так же футеруют резиновыми плитами, а разгрузочные решетки и пульпоприемники делают резиновыми.
В барабанах шаровых мельниц так же устанавливают специальную антимиграционную футеровку, для предотвращения скопления шаров в разгрузочной части барабана мельницы. Ребра плит такой футеровки образуют спирали, которые препятствуют перемещению шаров вдоль барабана к разгрузочному концу мельницы. Плиты устанавливаются с уклоном в сторону загрузочного конца мельницы.
Футеровку цапф делают гладкой или со спиральной поверхностью. В загрузочной цапфе спираль способствует транспортировке измельчаемого материала, а обратная спираль в разгрузочной цапфе предназначена для облегчения возврата неизмельченного материала на доработку.
Особенностью барабана шаровой мельницы с разгрузкой через решетку, является специальная решетка, устанавливаемая на разгрузочном конце. На стороне разгрузочной крышки решетка имеет так же специальные радиальные ребра, делящие пространство сектора. Стальные решетки могут быть литыми с отверстиями или собранными из сваренных колосников трапециевидного сечения. Секторные решетки крепятся к торцевой крышке барабана шаровой мельницы при помощи литых полос и болтов.
При вращении барабана ребра сектора работают как элеваторное колесо, поднимая пульпу до уровня разгрузочной цапфы. Это позволяет уменьшить объем загрузки, а значит ускорить измельчение.
Об особенностях перефутеровки поверхностей барабанов шаровых (стержневых) мельниц будем писать в дальнейшем. А на страницах нашего сайта можно ознакомится с описанием:
Источник
Футеровка мельниц. На что следует обратить внимание
На большинстве обогатительных фабрик как в РФ, так и во всём мире головные мельницы первой стадии измельчения являются определяющим элементом производительности всей фабрики. Можно сказать, это узкое горлышко. В настоящее время типоразмер мельниц существенно вырос и вопрос эффективности достигает наивысшего значения.
В России уже применяют мельницы мокрого полусамоизмельчения диаметром более 12 м с годовой производительностью до 13 млн т. Стоимость простоя мельницы достигает нескольких десятков, а то и сотен тысяч долларов в час. Но и для мельниц меньшего типоразмера, например, популярных в СНГ мельниц диаметром 7 и 9 м, вопрос эффективности не менее критичен и может быть на уровне 15–50 тыс. долларов в час. Представим себе гипотетическое перерабатывающее предприятие, руководство которого задумалось о приобретении новой мельницы или «разгоне» существующей. На что следует обратить внимание?
Футеровка как фактор производительности
Классический процесс приобретения мельницы выглядит так: проектировщик новой фабрики подбирает мельницу под технологические задачи, исходя из объёма барабана; затем производится тендерный отбор поставщика мельницы; потом идёт поставка мельницы с комплектом или двумя футеровки. Увы, в этом процессе зачастую поставщик футеровки не участвует вообще или предлагается некий «стандартный» комплект.
Футеровка же при правильном дизайне играет определяющую роль в производительности мельницы. Соотношение высоты лифтерного выступа и расстояния между этими выступами может быть причиной/ресурсом для разницы в производительности по готовому классу до 40%. Максимальный эффект достигается за счёт оптимального расчёта количества рядов футеровки в мельнице, применения криволинейной формы резинометаллических разгрузочных элеваторов и коробов, дизайна футеровочных блоков для обеспечения оптимальной баллистики породы в мельнице.
Поэтому стоит спросить поставщика мельниц, сделал ли он подобные расчёты. Кроме собственно производительности, эффективная футеровка сокращает энергопотребление и снижает расход мелющих тел.
Футеровка как фактор сокращения простоев
Вторым аспектом эффективности футеровки являются срок службы и удобство/скорость работ по замене футеровки.
На территории РФ и СНГ наибольшую популярность имеет футеровка из стали Гарфильда (марганцовистое литьё), в то время как во всём мире наибольшую популярность имеют хромомолибденовые сплавы.
Основное отличие — «марганцовка» обретает высокую твёрдость до 700 ед. и износостойкость после наклёпа и теряет её после износа наклёпа, в то время как хромомолибденовое литьё обладает постоянной твёрдостью 350–450 ед. в течение всего срока службы.
Изготовление качественной «марганцовки» имеет высокую себестоимость, и в мире её цена, как правило, на 20% и более выше хромомолибдена. Дешёвая «марганцовка» на рынке, как правило, не имеет необходимых технологических параметров и не достигает максимальных параметров при эксплуатации.
Кроме того, большими проблемами «марганцовки» является наплыв металла соседних элементов (запечатывание), что существенно осложняет процесс демонтажа футеровки. Также не позволяет использовать комбинации футеровки по принципу плита-лифтер, когда промежуточные плиты можно использовать два срока службы лифтеров.
В этом плане футеровка хромомолибдена имеет предсказуемый срок службы, нет наплыва металла и проблем с демонтажом, посадочные гнёзда под болты имеют идеальный профиль, что позволяет не производить протяжку в процессе эксплуатации. Все элементы футеровки имеют одинаковую твёрдость и истираются равномерно, случаев преждевременного износа отдельных элементов нет.
В итоге: как правило, в российских условиях срок службы хромомолибденовой футеровки на 15–50% больше «марганцовки», работы по монтажу/демонтажу осуществляются до 40% быстрее. Всё это позволяет окупить разницу в цене двух видов футеровки.
А главное, как сказал начальник одной из ЗИФ после перехода на хромомолибденовую футеровку: «Я стал по ночам спокойно спать».
Ведь раньше ему приходилось менять отдельные элементы марганцовистой футеровки раз в неделю, а теперь он первые 6 месяцев эксплуатации даже не заглядывает в мельницу МПСИ 70х23.
Инструмент по замене футеровки как фактор повышения КИО
Большим подспорьем в повышении КИО мельниц является подбор оборудования и инструмента по замене футеровки. Применение манипуляторов и молотов для выбивания болтов позволяет существенно сократить время простоя мельниц. Если сравнивать передовую систему оборудования по замене футеровки с «советской» схемой использования крана для подачи футеровки и кувалды для выбивания болтов, экономия времени может составлять более 60%. А если использовать оборудование несколько раз в год на нескольких мельницах ОФ, то дополнительная производительность фабрики достигает внушительных сумм.
По нашему опыту, внедрение манипулятора окупается за 1–3 остановки на ремонт, т. е. в первые 2 года эксплуатации, молота для выбивания болтов — за 1–2 работы. В дальнейшем оборудование приносит дополнительную прибыль.
Как важно заранее планировать организацию ремонтов
При планировании строительства новой обогатительной фабрики в проект закладываются необходимые площадки для размещения манипулятора для замены футеровки и молотов для выбивания болтов, а также места хранения новой и старой футеровки в период работ.
Эти площадки имеют внушительные габариты: как правило, для применения манипулятора требуется не менее 12 м пространства от загрузочной втулки мельницы, через которую он устанавливается, до стены. И в некоторых случаях заказчик, стремясь сэкономить на объёме обогреваемого цеха, отказывается от строительства дополнительных квадратных метров.
При этом задача увеличения производительности на 3–5% за счёт внедрения манипулятора могла бы быть легко решена. Но при отсутствии места придётся либо делать реконструкцию под манипулятор, в рамках которой затраты на капитальное строительство могут существенно превышать стоимость самого манипулятора. Либо производить увеличение технологического оборудования, что также несёт существенные капитальные затраты.
Зачем разделять технологическое оборудование и инструмент по ремонту и обслуживанию
Ещё один аспект, которому может уделяться недостаточно внимания, это приобретение эффективного оборудования и инструмента для замены футеровки и обслуживания мельниц.
В последнее время тенденция строительства фабрик по системе «Генеральный поставщик» набирает всё большую популярность, прежде всего по причине упрощения финансирования проекта банковскими структурами. Нужно отдавать себе отчёт в том, что генеральный поставщик будет заинтересован в поставке хорошего технологического оборудования. Но, скорее всего, будет экономить на всём сопутствующем, в том числе ремонтном оборудовании.
Только за 2018–19 гг. «МГМ-Групп» произведёт замену 10 единиц оборудования, поставленного генподрядчиками при реализации проектов 2–3 года назад. Основная причина замены — существенное отставание по техническим параметрам от требуемого уровня.
Для заказчика это дополнительные траты, измеряемые сотнями тысяч долларов, а также недополученный продукт за прошедшие 2–3 года эксплуатации.
В заключение хотелось бы сказать, что любая мельница начинается с футеровки. И именно об этом стоит задуматься на самом первом этапе проектирования фабрики или приобретения конкретной мельницы. Со своей стороны, будем рады предложить наш опыт, проектные решения и лучший в мире инструмент от компании Russell Mineral Equipment для оптимальной эксплуатации ваших мельниц.