- Назначение электросварных муфт и необходимые инструменты для соединения полиэтиленовых труб
- Преимущества электромуфтовой сварки
- Изготовление электросварной муфты
- Особенности сварки труб ПНД муфтовым способом
- Преимущества электросварных муфт
- Требования к соединениям, полученным при электромуфтовой сварке труб ПНД
- Аппарат для сварки. Порядок проведения сварочных работ
- Оборудование для электромуфтовой сварки полиэтиленовых труб
- Где применяют электросварные муфты
- Кому поручить сварку ПНД труб электромуфтами?
- Критерии выбора муфты
- Виды электросварных фитингов
- Разнообразие размеров
- Как подобрать электросварную муфту и соединить с ее помощью ПНД трубы
- Устройство электросварной муфты
- Преимущества и недостатки фитинга
- Критерии выбора муфты
- Виды электросварных фитингов
- Разнообразие размеров
- Фирмы-изготовители
- Монтаж муфты своими руками
Назначение электросварных муфт и необходимые инструменты для соединения полиэтиленовых труб
Мероприятия по электромуфтовой сварке труб проводятся при прокладке полимерных линий. С их помощью формируются неразъемные соединения, обладающие высокой прочностью и герметичностью.

Сварка труб ПНД муфтовым способом проводится в полевых и внутрицеховых условиях. Рекомендуемая температура окружающей среды — от -15 до +45 градусов.
Работая с тонкостенными сетями, важно корректно подобрать сварочный режим. Ошибки приведут к деформации полиэтиленовых деталей, уменьшат надежность узла.
Преимущества электромуфтовой сварки
Соединение труб посредством муфт позволяет получить массу преимуществ.
- Качественный шов. Торцы деталей из полиэтилена сплавляются равномерно. Это обеспечивает высокую прочность соединения, исключает непровары и воздушные поры.
- Низкие трудозатраты. Прокладку магистрали из ПНД осуществляет бригада из двух человек. Работы проводятся в сжатые сроки.
- Умеренное потребление электроэнергии. Проведение сварочных работ обходится дешевле в сравнении с монтажом металлических линий.
Применение труб в бухтах и катушках ускорит процесс: сокращается количество стыков, упрощается обход существующих препятствий.
При электромуфтовой сварке соединяются трубы равного диаметра.
Изготовление электросварной муфты
Электросварную муфту изготавливают, используя такой метод, как инжекционное литье под высоким давлением. Процесс производства занимает совсем немного времени, но требует предварительной подготовки форм, чтобы отлить муфты определенной конфигурации и размера. Раздаточный модуль заполняется необходимым количеством расплавленного полимера. Форсунка под давлением впрыскивает расплавленную массу в подготовленную форму. Остывшая полимерная масса принимает заданные размеры и конфигурацию, превращается в готовое соединение для трубопроводов.
Изготовленную таким образом муфту помещают в полиэтиленовую упаковку, дополненную штрих-кодом. Его могут вложить в пакет в виде отдельной карточки или наклейки, закрепленной непосредственно на муфте. Штрих-кодом фиксируется важная информация о параметрах сварки для специального аппарата электромуфтовой сварки, задающая программу его работы.
Важно знать! Для запуска аппарата понадобится сканер или считывающий карандаш.
Особенности сварки труб ПНД муфтовым способом
При электромуфтовой сварке полиэтиленовых труб используется оборудование, обеспечивающее позиционирование, нагрев и смыкание заготовок.
Выравнивание стыкуемых поверхностей осуществляет торцеватель. С его помощью удаляются дефекты, препятствующие формированию сварного шва.
Сварка муфтовым способом выполняется в несколько этапов.
- Первичная подготовка. Трубы очищаются от грязи и пыли. Их поверхность протирается ветошью, затем обезжиривается. При удалении засохших отложений могут использоваться скребки.
- Установка. Элементы магистрали фиксируются посредством муфты и позиционера.
- Фиксация токоведущих кабелей. Аппарат подключается к сети, кабели закрепляются в пазах муфты.
- Калибровка. Мастер выставляет режим сварки, проверяет готовность устройства.
- Сварка. Подача напряжения активирует нагревательные элементы муфты. Они сплавляют торцы труб, формируя неразъемное сварное соединение.
Трубы остывают в естественной среде. После нормализации температуры стыки проходят проверку качества.
Сварочный аппарат отключается автоматически.
Преимущества электросварных муфт
Распространение фитингов подобного типа связано с присущими им значимыми достоинствами, к которым следует отнести:
- долговечность (они могут прослужить более пятидесяти лет);
- относительно невысокую стоимость (если сравнивать с соединениями, выполненными из других материалов);
- неподверженность коррозии;
- способность не утрачивать с течением времени стойкости к гидравлическим ударам и расширениям;
- многообразие конфигураций и размеров;
Подобные фитинги выпускаются в различных размерах и конфигурациях, что обуславливает их широчайшее применение
- возможность применения при соединении труб как разного диаметра, так и изготовленных из разных материалов (особенно при соединении металлических труб с полиэтиленовыми);
- легкость установки, не требующая профессиональных навыков;
- невероятную быстроту монтажа;
- недоступную для аналогичных соединений, выполненных из других материалов, возможность установки в самых сложных местах трассы трубопровода. Они совершенно незаменимы, когда требуется соединение на повороте, разветвлении, присоединениях арматуры.
Требования к соединениям, полученным при электромуфтовой сварке труб ПНД
В рамках сварки ПНД труб электромуфтами предусмотрены контрольные мероприятия. Ключевые требования к соединениям:
- отсутствие осевого смещения, превышающего толщину стенок более чем на 10%;
- качественный, равномерный шов, проходящий вдоль всей поверхности стыка;
- отсутствие температурных деформаций на поверхности муфты и магистрали;
- сохранение герметичности узла при работе трубопровода под номинальным давлением.
Сварной стык проверяется визуально. В отдельных случаях используются профильные инструменты.
При выявлении дефектов производится демонтаж участка. Сварочные работы выполняются повторно.
Аппарат для сварки. Порядок проведения сварочных работ
Установка электросварочный муфты требует специального оборудования – аппарата для сварки электросварных муфт пнд. Аппарат используется прямо на месте, где непосредственно ведутся работы. Он весит менее 20 кг, и не требует наличия высококвалифицированного специалиста для обслуживания. Сварочное оборудование посредством сканера или считывающего карандаша получает требуемую информацию для запуска программы работы. Контроль над процессом запрограммирован, вмешательство сварщика излишне. Работы ведутся в следующем порядке:
- Монтируемая труба, не имеющая значительной кривизны, обрезается строго перпендикулярно ее оси. Торцы соединяемых труб очищаются с использованием скребка на всю длину соединения. После чего их тщательно обезжиривают, пропитав ветошь или салфетку в ацетоном или изопропиловым спиртом.
- Детали, предназначенные для сваривания, тщательно фиксируются в позиционере. При этом обращается внимание на имеющиеся по центру внутренней части муфты технологические бортики, специально установленные для того, чтобы в них уперлись концы соединяемых свариванием труб. Недопустимо, чтобы зазор между соединяемыми трубами внутри муфты превысил толщину их стенки.
- Клеммы сварочного аппарата (трансформатора-выпрямителя) подсоединяются к контактам муфты. По считывании информации с имеющегося на ней штрих-кода начинается автоматический процесс сварки.
- По окончании сварочных работ, когда соединение остынет, проверяется его герметичность. Для этого на место стыка наносится мыльный раствор, а в трубопроводную систему подают сжатый воздух.
Оборудование для электромуфтовой сварки полиэтиленовых труб
- Электромуфты. Соединительные модули, состоящие из полимерного корпуса, электроконтактных подключений и нагревательного элемента. Муфты различаются диаметром и геометрией, подбираются с учетом параметров магистрали.
- Сварочный аппарат. Профильные установки, ориентированные на работу с электромуфтами, различаются габаритами, функционалом, особенностями использования. Цена устройств определяется их маркой и эксплуатационными параметрами.
- Накладки. Вспомогательные элементы, сохраняющие геометрию линии при сварке. Изделия имеют металлический корпус, крепятся при помощи слесарного инструмента либо штатных ручек.
- Позиционеры. Механизмы для соосной фиксации труб и муфт. При покупке позиционеров учитывается диаметр линии и специфика формируемых сварных соединений.
Для реализации нетиповых проектов закупаются дополнительные изделия, способствующие решению поставленных задач.
Где применяют электросварные муфты
Легкость изготовления и установки электросварных муфт в сочетании с невысокой стоимостью и достаточной надежностью конструкции из полимерных материалов обусловили их широкое применение.
Электросварными муфтами можно монтировать газопроводы и магистрали водоснабжения, в которых разрешено применение труб ПЭ
Устанавливая электросварные муфты, следует помнить, что существуют жесткие ограничения их использования:
- температура рабочей среды не должна превышать 40º С;
- давление — не более 16 атм.
Допустимо использовать электросварные муфты:
- в канализационной системе;
- в водопроводной системе (напорной и безнапорной), для подачи и питьевой, и технической воды;
- в системе газоснабжения;
- в трубопроводах, по которым транспортируют химические вещества, не вступающие в реакцию с полиэтиленом (контакт с кислотами и щелочами должен исключаться категорически).
Полезная информация! Распространение электросварных соединений связано также с тем фактом, что они, как и трубы, изготовленные из полимеров низкого давления, способны выдерживать замерзание и таяние перекачиваемой по ним жидкости.
Кому поручить сварку ПНД труб электромуфтами?
К проведению сварочных работ стоит привлекать профильные организации. Подобное решение позволит:
- реализовать намеченные цели в установленные сроки;
- минимизировать сложности на площадке;
- оптимизировать финансовые траты;
- обеспечить качественное выполнение работ;
- получить профессиональные консультации по интересующим вопросам.
предлагает все необходимое для электромуфтовой сварки. В ассортименте расходные материалы, вспомогательные приспособления, специализированное оборудование. Продукция соответствует международным стандартам, сопровождается сертификатами и паспортами.
Помощь в оформлении заказа окажут штатные менеджеры. Они подберут подходящие изделия, примут заявку, согласуют условия доставки и оплаты.
Критерии выбора муфты
При выборе электросварных соединительных фитингов следует учитывать:
- вид соединительного элемента;
- размеры фитинга;
- компанию-производителя.
Виды электросварных фитингов
Разновидность фитинга подбирается в зависимости от особенностей соединения трубопроводной системы и в соответствии со схемой сети. Электросварные фитинги предназначаются:
- для сварки труб под разными углами;
- для соединения труб одного диаметра;
- для стяжки труб разных диаметров;
- для присоединения дополнительного отвода.
Выбор вида электросварной муфты
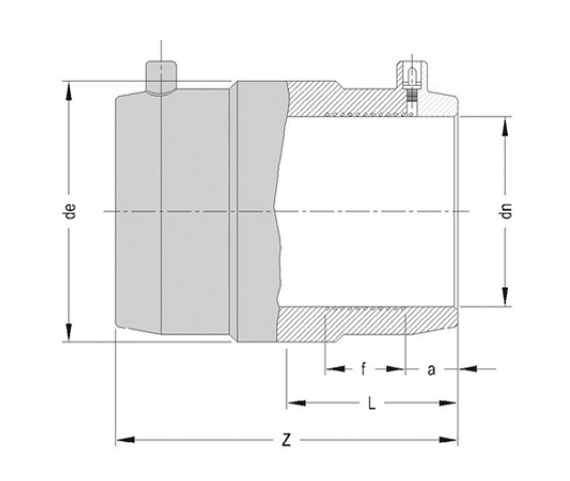
Разнообразие размеров
Следующий параметр – это подбор габаритных размеров соединительного элемента. Под габаритными размерами понимаются:
- внутренний диаметр (dn);
- внешний диаметр (de). ;
- длина фитинга (Z);
- длина одной составной части фитинга (L);
- расстояние до клеммы и от клеммы (f) до края муфты (а).
Основные размеры фитингов
В настоящее время выпускаются муфты диаметром от 20 мм до 400 мм. Стяжка труб будет более качественной, если технические параметры фитинга полностью соответствуют параметрам соединяемых труб.
Источник
Как подобрать электросварную муфту и соединить с ее помощью ПНД трубы
Для соединения труб ПНД в последнее время преимущественно используется электросварная муфта. Способ с ее применением отличается простой монтажа, отличными герметичными свойствами, неподверженностью перепадам температур и гидроударов, а также высокой прочностью. Для достижения максимального результата при стыковке труб необходимо не только правильно подобрать фитинг, но и качественно произвести его монтаж.

Фитинг для качественного соединения труб ПНД
Устройство электросварной муфты
Стандартная муфта для электросварки состоит из следующих элементов:
- корпуса, который может быть изготовлен из разных марок полиэтилена;
- нагревательных нитей. В настоящее время используются нити из меди или карбона. Карбоновые нити нагреваются быстрее, но и стоит такой фитинг больше;
- контактов для присоединения клемм сварочного оборудования;
- крепежных частей, располагающихся на трубе и предназначенных для более прочной стыковки фитинга и труб;
- индикатора, по которому можно определить процесс прохождения сварки.
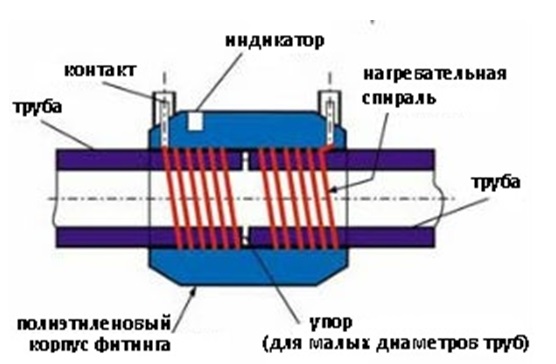
Составляющие элементы электросварной муфты
Преимущества и недостатки фитинга
Основными достоинствами муфт, предназначенных для соединения труб методом электросварки, являются:
- универсальность. Муфты можно использовать при строительстве любых трубопроводов (водоснабжения, канализации, газоснабжения и так далее);
- долговечность;
- неподверженность воздействию коррозии;
- стойкость к перепадам давления и температуры в трубопроводе;
- легкость и простота установки;
- многообразие форм и размеров соединительных фитингов.
Существенными недостатками ПЭ электросварных фитингов является невозможность их использования при следующих условиях:
- при температуре менее 0ºС;
- при температуре более 40ºС;
- при давлении в трубопроводе свыше 16 атмосфер.
Критерии выбора муфты
При выборе электросварных соединительных фитингов следует учитывать:
- вид соединительного элемента;
- размеры фитинга;
- компанию-производителя.
Виды электросварных фитингов
Разновидность фитинга подбирается в зависимости от особенностей соединения трубопроводной системы и в соответствии со схемой сети. Электросварные фитинги предназначаются:
- для сварки труб под разными углами;
- для соединения труб одного диаметра;
- для стяжки труб разных диаметров;
- для присоединения дополнительного отвода.

Выбор вида электросварной муфты
Разнообразие размеров
Следующий параметр – это подбор габаритных размеров соединительного элемента. Под габаритными размерами понимаются:
- внутренний диаметр (dn);
- внешний диаметр (de). ;
- длина фитинга (Z);
- длина одной составной части фитинга (L);
- расстояние до клеммы и от клеммы (f) до края муфты (а).
Основные размеры фитингов
В настоящее время выпускаются муфты диаметром от 20 мм до 400 мм. Стяжка труб будет более качественной, если технические параметры фитинга полностью соответствуют параметрам соединяемых труб.
Фирмы-изготовители
Для обеспечения качества сварного шва и применяемого фитинга рекомендуется подбирать соединительные элементы наиболее популярных производителей, к которым относятся:
- Chiorino (Италия);
- Optibelt (Германия);
- Nupigeco (Италия);
- Ammeraal Beltech (Голландия).
Продукция указанных компаний изготавливается из высококачественных материалов с соблюдением всех норм и правил, что позволяет достичь максимального качества электросварных фитингов.
Монтаж муфты своими руками
Для соединения труб ПНД при строительстве трубопровода для канализации, водоснабжения и так далее электросварными муфтами потребуется подготовить:
- рулетку и маркер;
- труборез;
- наждачную бумагу;
- ацетон;
- специальный сварочный аппарат.
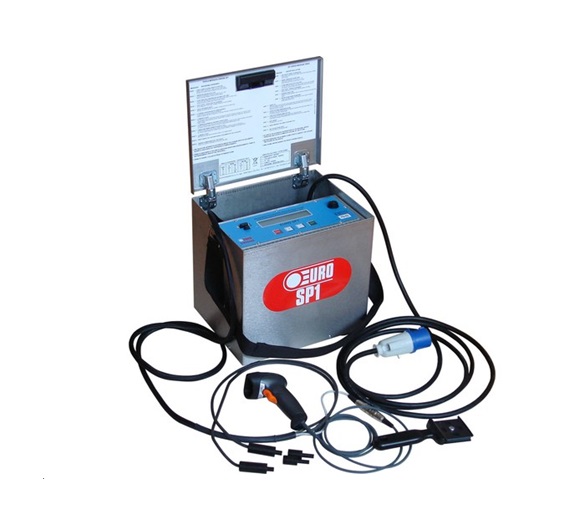
Аппарат для установки электросварных фитингов
Технология установки муфты следующая:
- подготовка труб. Полиэтиленовая труба обрезается в соответствии с размерами, установленными схемой будущего трубопровода. Срез выполняется максимально ровным и четко под углом в 90º. В противном случае добиться полной герметичности соединения не получится;

Подготовка труб к соединению
- после нарезки концы труб зачищаются от заусенцев и иных шероховатостей, полностью очищаются от грязи с использованием ацетона или растворителя любого иного вида;
- трубы предельно аккуратно фиксируются в фитинге. Особенно важно следить за установкой труб в соединительный элемент, если для сборки используются муфты старого образца, не оборудованные специальными крепежными элементами или муфты больших размеров, при изготовлении которых крепежи не монтируются;

Правильное соединение труб и электросварного фитинга
- к электросварной муфте подключается аппарат для нагрева и расплавления нитей, за счет которых и производится фиксация фитинга;

Подготовка к установке муфты
- производится настройка оборудования в соответствии с технической документацией, поставляемой совместно с фитингом. Если для выполнения работы используется автоматический сварочный аппарат, то данным шагом можно пренебречь, так как оборудование самостоятельно подберет оптимальный режим работы;
- выполняется сварка в соответствии с указаниями индикатора;
- после завершения работы снимаются кабеля, и готовое соединение выдерживается до полного остывания, на которое требуется приблизительно 20 – 30 минут времени;
- проверяется герметичность и прочность сварки.
Пошаговый процесс установки муфты электросварной представлен на видео.
Электросварные муфты не требуют специального обслуживания в течение всего срока использования. Если в ходе эксплуатации фитинг пришел в непригодность, то потребуется его полная замена.
Источник



