Монтаж электрически машин небольшой мощности
Подготовительные работы
Общие сведения
1) Перед установкой электрической машины необходимо убедиться в том, что ее исполнение соответствует условиям среды.
2) Электрические машины и аппараты необходимо монтировать так, чтобы они были доступны для осмотра и ремонта на месте.
3) Вращающиеся части и места сопряжения (муфты, шкивы и т.д.) закрывают от человека ограждениями.
4) Корпуса электрических машин и аппаратов заземляют.
5) Аппараты управления располагают по возможности ближе к электрическим машинам в местах, удобных для обслуживания.
Электрические машины в зависимости от веса и габаритов к месту монтажа поставляют в собранном или разобранном виде. Разгрузку с транспортных средств, как правило, производят механизмами. В исключительных случаях разрешается разгружать по каткам.
Электрические машины хранят в сухих помещениях. Части электрических машин, подверженные коррозии при хранении консервируют.
При приемке электрических машин проверяют их целостность, соответствие заводских характеристик и комплектность.
Помещение под монтаж принимают в пригодном для ведения работ состоянии с готовыми фундаментами для машин. Закладные трубы должны быть уложены до бетонирования пола или стен.
Размеры помещений, основные размеры фундамента, размещение колодцев под анкерные болты, осей фундамента проверяют по чертежам.
Каждую электрическую машину перед установкой подвергают ревизии. При этом осматривают и проверяют:
1) крепление обмоток;
2) состояние выводов обмоток;
3) наличие доски с выводными зажимами;
4) исправность активной стали;
5) отсутствие вмятин, задиров, коррозии;
6) качество коллектора и щеток;
7) состояние контактных колец;
8) состояние шеек валов, правильность соединения обмоток;
9) величину зазора;
10) сопротивление изоляции обмоток;
11) состояние подшипников.
У электрических аппаратов проверяют одновременность включения контактов, раствор контактов, работу механизмов зацепления и срабатывания.
Монтаж электрических аппаратов выполняют в две стадии: на первой стадии производят разметку, пробивку гнезд для установки опорных конструкций; на второй стадии – монтаж аппарата.
монтаж производят на второй стадии, когда произведены подготовительные работы. У электродвигателей с подшипниками скольжения промывают и заливают новым маслом. В подшипниках качения смазку не меняют, а добавляют при необходимости.
На монтажной площадке производят установку и сопряжение с рабочими механизмами. После этого подключают к сети через ПРА.
Электродвигатели могут устанавливаться на полу, на фундаменте, на металлических конструкциях. При сопряжении с рабочим механизмом через ременную передачу их устанавливают на салазках. Это дает возможность изменить расстояние между валами электродвигателя и рабочего механизма, регулировать натяжение ремня. На месте установки двигателя выверяют соединения с приводом рабочего механизма. Соединения осуществляют соединительными муфтами, зубчатыми передачами, (редукторами), ременными передачами, фрикционными и др. При всех способах сопряжение положение электродвигателя проверяют по уровню и отвесу.
При ременном и зубчатом сопряжении должно быть соблюдено условие строгой параллельности валов. При сопряжении муфтами ось рабочего механизма должна быть продолжением оси двигателя. Для правильной установки используют специальные скобы.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Монтаж машин малой и средней мощности




![]()
Машины небольшой мощности соединяются с приводным механизмом с помощью муфт различного типа и зубчатых, ременных или фрикционных передач.
При соединении с помощью муфт на концы валов соединяемых машин насаживают полумуфты, предварительно проверив ци-линдричность и соответствие наружного диаметра конца вала машины и внутреннего диаметра полумуфты с помощью измерительных скоб (рисунок 5)
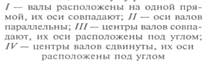
При установке валы сочленяемых машин могут иметь радиальное и угловое смещение , что повлечет за собой соответствующее смещение полумуфт (рис. 3.18). При работе агрегата это приведет к повышенным вибрациям и, следовательно, к быстрому износу подшипников, муфт и болтовых соединений. Поэтому сочленяемые машины должны быть установлены таким образом, чтобы торцевые поверхности полумуфт были параллельны, а оси валов соединяемой машины и механизма находились на одной линии.
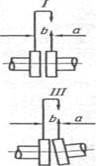
Для этого проводят центровку валов с помощью центровочных скоб. Контроль точности центровки осуществляется по величине радиальных а и осевых b зазоров в четырех точках, равномерно расположенных по окружности муфты, при совместном повороте соединяемых валов на угол 0, 90, 180 и 270 °. После получения удовлетворительных отклонений (каждый тип муфт имеет свои допустимые отклонения)
Рисунок 5 –Центровка валов. 1,6-внутренняя и наружная скобы, 2, 3-полумуфты; 4, 7-болты; 5-хомут. окончательно закрепляют машину на фундаменте и после повторной проверки центровки валов соединяют полумуфты между собой. При использовании цепной или ременной передачи необходимо совместить средние линии звездочек или шкивов, установленных на ведомом и ведущем валах, и обеспечить натяжение цепи или ремня. Средние линии звездочек и шкивов, как правило, совмещают с помощью натянутой параллельно им струны с использованием обычного измерительного инструмента. Для обеспечения требуемого натяжения машина должна иметь возможность перемещаться в плоскости, образованной осями вращения соединяемых машин. В ряде случаев для создания натяжения используются специальные натяжные ролики.
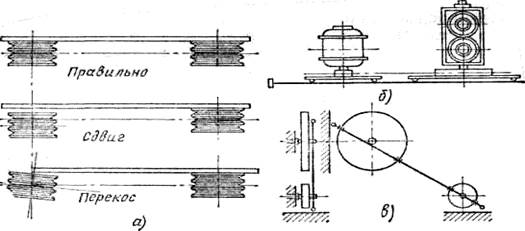
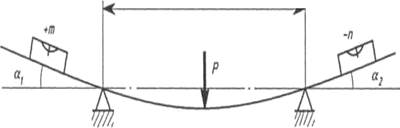
Рисунок 6- Выверка установки электродвигателя при ременнной и клиноре-менной передачах и одинаковой ширине шкивов: а—с помощью выверочной линейки; б —с помощью скоб и струны; в —с помощью шнурка При использовании цилиндрической зубчатой передачи необходимо обеспечить параллельность валов соединяемых машин и одинаковый зазор между зубьями сопрягаемых шестерен по всей длине зуба. Монтаж машин большой мощности.Особенность монтажа крупных электрических машин, поступающих в собранном состоянии, состоит в том, что он начинается с установки отдельной фундаментной плиты, на которую устанавливают машину, после чего проводят центровку валов. Ряд машин имеет на конце вала фланец, через который она соединяется с механизмом. Кроме того, при большой длине L ротора под действием его веса Р происходит прогиб вала в вертикальной плоскости (рисунок 7 ). Поэтому при горизонтальном положении соединяемых машин плоскости полумуфт (или фланцев) оказываются расположены под углом друг к другу, как показано на рисунке 8, а. Центровка валов в этом случае заключается в такой установке соединяемых валов, при которой их общая линия представляет в вертикальной плоскости плавную кривую (рисунок 8, б), а в горизонтальной — прямую линию. При центровке торцы сопрягаемых полумуфт (или фланцев) устанавливаются параллельно, а осевые линии валов должны быть продолжением одна другой и совпадать у сопрягаемых полумуфт (фланцев). Для этого путем установки прокладок под лапы корпуса добиваются равенства углов наклона шеек вала к горизонтальной линии. Угол наклона проверяется по уровню. выходном конце вала.
Рисунок 7-. Схема измерения уклонов шеек вала
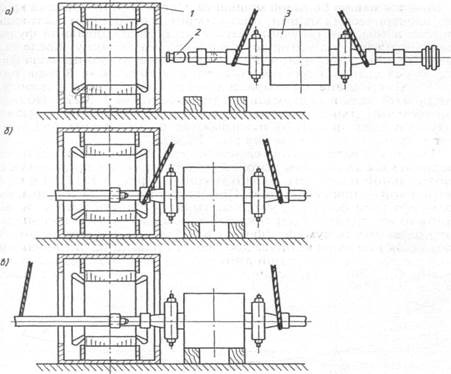
Рисунок 9-Схема ввода ротора в статор с использованием удлинителя (а — начало ввода; б — установка ротора на шпалы; в — закрепление стропа на удлинителе): 7 — статор; 2 — удлинитель вала; 3 — ротор Если крупная электрическая машина поступает на сборку в разобранном состоянии (статор и ротор отдельно), то ее собирают в такой последовательности. Сначала на монтажной площадке размещают и осматривают все узлы машины, затем подготавливают фундамент (разметка, колодцы под фундаментные болты и пр.), устанавливают и выверяют фундаментную плиту, монтируют стояковые подшипники, устанавливают статор. Затем в него вводится ротор (см. рисунок 9 ), а шейки ротора устанавливаются на подшипники. Центровка валов осуществляется так же, как и в предыдущем случае, но прокладки устанавливаются под корпуса подшипников. После центровки закрепляют корпуса машины и подшипников, пригоняют вкладыши подшипников скольжения и их уплотнения, выверяют зазоры в подшипниках и между статором и ротором электрической машины. Устанавливают дополнительное оборудование, необходимое для работы машины (системы охлаждения, смазки подшипников и т.д.), производят монтаж и регулировку токосъемных механизмов, соединение электрических цепей, заземляют корпус машины
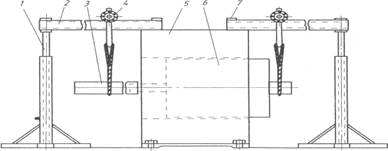
Рисунок 10- Схема ввода ротора в статор с применением удлинителя и специального приспособления: 1-стойка; 2-балка; 3-удлинитель; 4-грузовой ролик; 5-статор; 6-ротор; 7-накладка. Бесподкладочный способ установки и выверки фундаментных плит. Бесподкладочный способ установки и выверки фундаментных плит. При этом способе зазор между поверхностью бетонного фундамента и основанием плиты оставляют 50—60 мм . Площадки под установку домкратов выверяют в горизонтальной плоскости по уровню. Домкраты устанавливают у фундаментных болтов и в местах сосредоточенных нагрузок. Суммарная грузоподъемность домкратов должна быть не менее 1,5-кратной монтажной массы оборудования. После окончательной выверки плиты, установленной на домкратах, производят подливку плиты, за исключением мест установки домкратов, которые выгораживают временной опалубкой. Подливку производит строительная организация вибрационным способом. Наблюдение за тщательностью подливки ведут ответственные представители электромонтажной организации. После затвердевания подливки снимают домкраты и временную опалубку в местах установки домкратов и производят окончательную подливку фундаментной плиты в этих местах. Подливка принимается по акту, в котором должны быть указаны: состав бетонной смеси, количество пластифицирующих добавок, температура бетонной смеси и воздуха во время подливки и вибрирования.
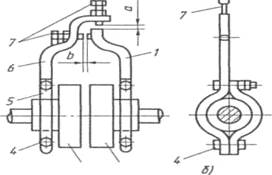
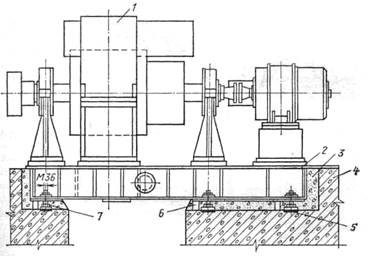
Рисунок 1 — Установка электрической машины на приклеенных опорных узлах: / — электрическая машина; 2 — фундаментная плита; 3 — слой бетонной подливки; 4 — фундамент; 5 — слой клея;6 — установочное приспособление; 7 — опорный — Источник Монтаж электрических машинПодготовка к монтажу.Перед началом монтажа электрических машин, проверяют: Пластинчатые щупы: Выявленные в процессе осмотра неисправности следует устранить до начала монтажа. Если нет уверенности в том что во время хранения и транспортирования машина осталась неповрежденной, проводят ее полную разборку с ревизией отдельных узлов. При необходимости заменяют смазку в подшипниках и затягивают болтовые соединения. В зависимости от мощности и конструктивного исполнения электрические машины могут поступать на место монтажа в собранном или разобранном виде. В первом случае по известным установочным размерам машины заранее изготовляют крепежные детали и конструкции. Машины устанавливаются на металлических рамах или фундаментах (общих с приводным двигателем или с приводом или отдельных от них). Поскольку установочные размеры имеют допуски, указанные в чертежах, перед монтажом следует заготовить комплект прокладок, перекрывающий поле допусков. Монтаж машин малой и средней мощности.Машины небольшой мощности соединяются с приводным механизмом с помощью муфт различного типа и зубчатых, ременных или фрикционных передач. На рис. показаны наиболее часто встречающиеся типы муфт.
а — жесткой поперечно-свертной; б — зубчатой; в — полужесткой зубчато-пружинной: г — упругой втулочно-пальцевой; 1 и 2 — полумуфты; 3 — точеный болт; 4— шпонка; 5 и 7— ступицы; 6 — зубчатый венец; 8 — ленточная пружиня; 9 — зубья; 10— кожух; 11 — палец- болт; 12 — кожаная шайба; 13 — разрезное
1 и 6 — внутренняя и наружная скобы; 2 и 3 — полумуфты; 4 и 7— болты; Если соединить полумуфты при таком взаимном положении то при работе агрегата возникнут повышенные вибрации, которые могут привести к быстрому износу подшипников, муфт и болтовых соединений. Поэтому сочленяемые машины должны быть установлены таким образом, чтобы торцевые поверхности полумуфт были параллельны, а оси валов соединяемой машины и механизма находились на одной линии.
При использовании цепной или ременной передачи необходимо совместить средние линии звездочек или шкивов, установленных на ведомом и ведущем валах, и обеспечить натяжение цепи или ремня. Монтаж машин большой мощности.Особенность монтажа крупных электрических машин, поступающих в собранном состоянии, состоит в том, что он начинается с установки отдельной фундаментной плиты, на которую устанавливают машину и проводят центровку валов. Ряд машин имеет на конце вала фланец, через который она соединяется с механизмом. Кроме того, при большой длине ротора под действием его веса Р происходит прогиб вала в вертикальной плоскости. Поэтому при горизонтальном положении соединяемых машин плоскости полумуфт (или фланцев) оказываются расположены под углом друг к другу, как показано на рис. а.
а — до выверки; б — после выверки линии вала; 1. 4 — подшипники; 5 — уровень Центровка валов в этом случае заключается в такой установке соединяемых валов, при которой их общая линия представляет в вертикальной плоскости плавную кривую, а в горизонтальной — прямую линию. При центровке торцы сопрягаемых полумуфт (или фланцев) устанавливаются параллельно, а осевые линии валов должны быть продолжением одна другой и совпадать у сопрягаемых полумуфт (фланцев). Для этого путем установки прокладок под лапы корпуса добиваются равенства углов наклона шеек вала к горизонтальной линии. Угол наклона проверяют по уровню, показанному на рис. и установленному на выходном конце вала. Центровка валов осуществляется, как и в предыдущем случае, но прокладки устанавливаются и под корпус подшипников. После центровки закрепляют корпусы машины и подшипников, пригоняют вкладыши подшипников скольжения и их уплотнения, выверяют зазоры в подшипниках и между статором и ротором электрической машины. Источник  Важным элементом любой строительной документации является  В данном испытании мы приняли решение протестировать  Подвесной потолок – конструкция и элементы электромонтажа  Планирование На этапе планирования необходимо определиться |