- Кабель для сварочного аппарата: марки, характеристики, как выбрать
- Марки сварочного кабеля и их характеристики
- Как выбрать сварочный кабель
- Какой должна быть жила сварочного кабеля
- Сечение сварочного кабеля
- Требования к гибкости кабеля
- Изоляция кабеля
- Длина сварочного кабеля и можно ли его увеличивать
- Собираем качественные и надежные сварочные кабели, которые будут служить годами
- Содержание
- Электрододержатель:
- Силовые кабеля (провода):
- Зажим массы:
- Вилка кабельная:
- Сборка:
- Выводы:
Кабель для сварочного аппарата: марки, характеристики, как выбрать

Нередко кабели, поставляемые вместе со сварочными аппаратами, короткие и имеют алюминиевый сердечник, который быстро перегревается. Чтобы укомплектовать свой инвертор надежными шнурами для электрододержателя и зажима массы, нужно разобраться, какие марки сварочного провода бывают, и на что обращать внимание при выборе. Так, Вы сможете подобрать кабель для сварочного аппарата, которым будет комфортно работать при любой температуре воздуха, а сама электрическая магистраль сможет выдерживать оказываемые нагрузки.
Марки сварочного кабеля и их характеристики
Поскольку сварочный кабель испытывает повышенные нагрузки как со стороны аппарата, так и от внешних факторов (строительные условия, трение о землю или бетон, нагрев, мороз), то от правильности выбора зависит срок его службы и эффективность. Сперва вникнем, какие существуют сварочные кабели и в чем их отличия.
Это самый распространенный тип кабеля, который расшифровывается как «кабель гибкий». Он подходит для эксплуатации с постоянным током до 1000 Вт или с переменным до 600 В и частотой не выше 400 Гц. Провод используется для подключения инвертора к сети 220 или 380 В, а также присоединения держателя электродов и зажима массы.

Cварочный кабель КГ.
В отличие от предыдущего кабеля, здесь используется более тонкий диаметр жил, поэтому шнур получается особо гибким. В результате радиус поворота у него меньше. Это особенно пригодится при сварке в труднодоступных местах, когда сварщику требуется завести руку с держателем под непривычным углом. Еще это практично во время работы на высоте, где принято наматывать кабель на руку (чтобы легче удерживать) — тогда петли не будут сильно выпирать по сторонам. В отличие от КГ, он рассчитан на пропуск 220 В с частотой 50 Гц.
Сварочный кабель КОГ1.
Такой сварочный кабель с добавлением в маркировку буквы «Н» означает, что материал негорючий. Изоляционная оболочка выполнена из жаростойкого покрытия, выдерживающего температуру свыше 200 градусов. Этот провод пригодится, если приходится вести электросварку/резку буквально в условиях возгорания (нужды МЧС, ремонтные бригады на кораблях и т. д.). В бытовой и промышленной областях это практично, когда собираемая конструкция большая, и сварщику нужно перемещаться по только что сваренным участкам для продолжения работы. Тогда кабель, соприкасающийся с нагретым металлом, не будет плавиться.
Индекс этого товара содержит буквы «ХЛ», подразумевающие разрешенную эксплуатацию на холоде. Для этого в состав добавлен специальный каучук. Он сохраняет гибкость при температуре до -60 градусов, поэтому особенно подойдет для работы в условиях крайнего Севера. Если Вам часто приходится вести сварку зимой на улице, то обратите внимание на продукцию с маркировкой КГ-ХЛ.
Сварочный кабель КГ-ХЛ.
Это тип кабеля, где вместо жилы применяется спиралевидная трубка. Он рассчитан на пропуск внутри себя проволоки, для замыкания цепи и возбуждения электрической дуги. Проволока может быть как цельной, так и трубчатой, с флюсом внутри. Применяется кабель для сварки полуавтоматом. Цена кабеля зависит от внутреннего диаметра. Но полая конструкция содействует сокращению срока службы до 1.5 года. Такая электромагистраль способна передавать напряжение 42/48 В независимо от типа тока (переменный или постоянный). Применять низковольтную линию получится при температуре до -10 градусов.
Сварочный кабель КПЭС.
Кабель с обозначением КВС подразумевает наличие в изоляции полихлорвинила. Такая оболочка более устойчива к истиранию и подходит в случаях, когда сварщику требуется часто перемещаться, волоча кабель по полу. Изоляция поможет сохранить сердечник от оголения. Кабель выдерживает стабильную передачу напряжения 127-220 В. Температурный диапазон составляет -40. +40 градусов. Но ПВХ не имеет такой гибкости как каучук, поэтому для электродержателя он не подходит. Чаще всего провод ПВХ используют для подключения сварочного аппарат к розетке.

Сварочный кабель КВС.
Этот тип кабеля выдерживает температуру воздуха до +85 градусов, поэтому оптимален для эксплуатации в жаркой среде. Покрытие активно сопротивляется грибкам и плесени, и кабель подойдет для работы во влажных теплых условиях.
Как выбрать сварочный кабель
Разобравшись в маркировке товаров, перейдем к практичным советам по выбору. Сварочный кабель должен соответствовать аппарату, с которым он будет взаимодействовать. Существуют и другие параметры, подбираемые исходя из предстоящих задач по сварке.
Какой должна быть жила сварочного кабеля
Сварочный кабель, присоединяемый от аппарата к держателю и массе, может быть одножильным (например, 1х16). Первая цифра означает, что в разрезе у него сердечник общий, не разделенный на две или три изолированные линии под единой оболочкой. Такое исполнение уменьшает нагрев и содействует ускоренной передаче напряжения от источника к держателю.

Одножильный сварочный кабель.
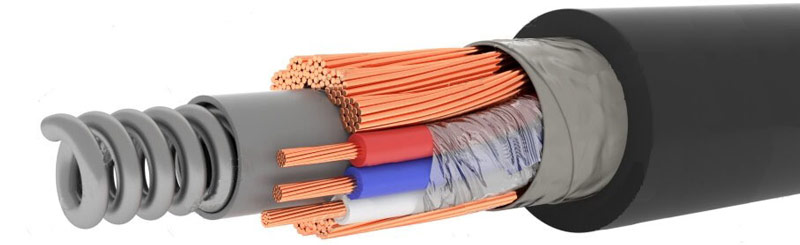
Многожильные кабеля обозначаются 11х30, где первая цифра указывает на наличие 11 раздельных жил. Такое исполнение применяется на промышленных установках, использующих напряжение 500 А и выше.

Многожильный сварочный кабель.
Сама жила бывает алюминиевой или медной. В магазинах чаще всего комплектуют сварочные аппараты алюминиевыми кабелями, поскольку они дешевле. Этого достаточно для начинающего сварщика или редкого использования инвертора.

Алюминиевый сварочный кабель.
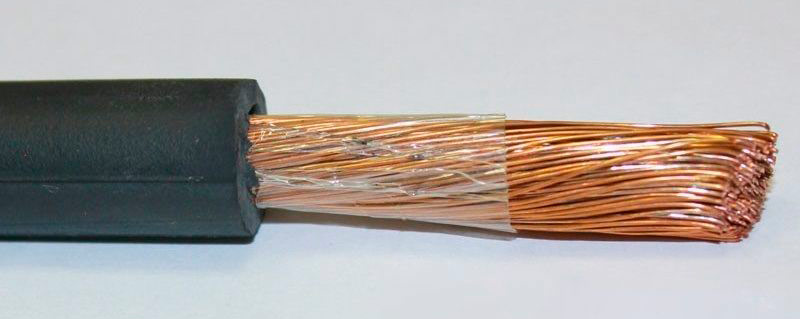
Профессионалы же всегда устанавливают медные кабели, поскольку у них удельное сопротивление в 7 раз меньше, чем у алюминия. В результате потери тока сокращаются. Еще медь лучше гнется и меньше греется.

Медный сварочный кабель.
Китайский дешевый кабель может называться медным, но содержать Cu не более 70%. Это легко заметить по тусклому цвету жилы в разрезе. Для бытовых нужд товар подойдет, а вот для производства лучше от него отказаться.
Сечение сварочного кабеля
Внутри металлического сердечника находятся тонкие проводки, которых может быть от 30 до 1000. Их общее сечение выбирается по мощности аппарата и используемого тока. Например, кабель сечением 1х6 мм² рассчитан на максимальную нагрузку в 11 кВт с силой тока 80-100 А. Но никогда нельзя использовать расчетные значения по максимуму. Оптимально всегда делить их на 2. В итоге, такой провод подойдет для источника питания с потребляемой мощностью 5 кВт. При возрастании силы тока (А), необходимо увеличивать и сечение кабеля, иначе это все-равно, что пытаться заправлять автомобиль на АЗС через соломинку — суженный проход будет снижать производительность.
Чтобы не было потерь сварочного тока, сечение выбирают исходя из выдаваемой мощности аппарата по этой таблице.
| Сила тока, А | Сечение кабеля, мм² |
|---|---|
| 80-100 | 1х6 |
| 120-150 | 1х10 |
| 150-180 | 1х16 |
| 200-250 | 1х25 |
| 250-300 | 1х50 |
| 330-400 | 1х100 или 11х50 |
| 500-600 | 1х120, 11х95 |
| 600 | 1х185 и выше |
Если Вы варите «двоечкой» на токе 80 А, то вполне можете обходиться тонким кабелем 1х6 мм². Но это не позволит применить электрод «тройку». Поэтому аппараты требуется комплектовать исходя из возможной максимальной силы сварочного тока. Для бытового инвертора на даче достаточно минимального показателя 1х16 мм². В мастерскую необходимо 1.25 или 1х50 мм². Работа кабелем с меньшим сечением приводит к его перегреву и расплавлению.
Требования к гибкости кабеля
Для сварки требуется кабель с гибкостью не ниже 4-го класса. Более жесткие провода будут выкручивать руки сварщику, их труднее сматывать для транспортировки, неудобно манипулировать держателем при ведении шва в потолочном или вертикальном положении.
Шнур с обозначением КГ относится к 5-му классу гибкости. У него диаметр «волоска» составляет 0.41 мм. Товары с маркировкой КОГ относятся к 6-му классу. Повышенная гибкость достигается за счет диаметра «волоска» 0.21 мм.
Изоляция кабеля
Оболочка кабеля изготавливается согласно ГОСТ 23286-78. Изоляция не должна быть тоньше 1.1-1.2 мм, чтобы надежно защищать токоведущую часть от оголения. Выпускают наружную обмотку из резины с добавлением различных компонентов. На ощупь она должна быть мягкой и гибкой. Класс изоляции обозначается буквами и указывает на максимальную температуру нагрева, которую способна выдержать оболочка.
Например: индекс F подразумевает 150 градусов, а Н — 180.
Длина сварочного кабеля и можно ли его увеличивать
Длина сварочного кабеля влияет на удобство перемещения сварщика, когда работы ведутся вдоль длинной конструкции (например забора) или на высоте. Тогда аппарат можно реже переставлять, и передвигаться только с держателем в руке. Для стационарной деятельности достаточно 2 метров на массу и 3 метра на держатель. Для цеха лучше купить на электрододержатель 5 метров.
Но удлинять кабеля по своему произволу нельзя. Увеличение длины повышает сопротивление, а значит сила тока будет снижаться.
Максимальная длина рассчитывается по формуле:
Максимальный сварочный ток деленный на 100 = множитель.
Например, аппарат с показателем 160 А:100=1.6.
Сечение существующего кабеля нужно разделить на полученный множитель. Имеем кабель 1х25 мм². Если 25 разделить на 1.6, то получим 15 метров. Это максимальная длина, которую требуется разбить на массу и держатель, например 10 и 5 м. Если использовать кабель 20 м, то сила тока из аппарата 160 А понизится до 120 А. Каждое увеличение длины добавляет и вес, что сказывается на удобстве транспортировки.
Чтобы дорастить кабель, применяют медную опрессовку. Это обеспечивает плотный контакт и отсутствие перегрева. Скрутки не допускаются, поскольку создают дополнительное сопротивление.

Пример соединения кабеля опрессовкой.
Применяя эти советы получится выбрать сварочный кабель, точно соответствующий мощности аппарата и предстоящим задачам.
Источник
Собираем качественные и надежные сварочные кабели, которые будут служить годами
Комплект сварочных кабелей для ручной дуговой сварки включает в себя два кабеля (провода), один из которых имеет на конце электрододержатель, а другой клемму для подключения к массе. Как правило, стандартный набор, поставляемый в комплекте с недорогим сварочным аппаратом, не самого лучшего качества и выходит из строя после нескольких месяцев использования. Если покупать такой комплект отдельно, то бюджетные модели также не могут похвастаться качеством, а вполне нормальные соизмеримы по цене самого сварочного аппарата. Довольно часто встречаются модели, где упор сделан на одну из трех составляющих, т.е. либо электрододержатель качественный, а кабеля (провода) так себе, либо провода отличные, а все остальное не очень. Поэтому чтобы не играть в рулетку и не переплачивать деньги, предлагаю самостоятельную сборку из проверенных комплектующих. Если заинтересовались, милости прошу.

Содержание
Электрододержатель:
Электрододержатель – один из самых важных компонентов, экономить на котором категорически не стоит. От качества его изготовления и конструкции зависит комфортная и удобная работа, а также конечный результат. Я не буду вдаваться в подробности, а отмечу лишь, что существует три распространенных типа электрододержателей: вилочные, пружинные и винтовые. Первые, как правило, самодельные и изготавливаются сварщиками самостоятельно. Они надежны, не очень удобны в использовании и зачастую не изолированы. Вторые самые распространенные, но в низшей и средней ценовой категории их качество оставляет желать лучшего. Качественные пружинные электрододержатели удобны в работе и особых нареканий не имеют. Винтовые электрододержатели достаточно надежно фиксируют электрод под необходимым углом и имеют хорошее качество даже в средней ценовой категории. Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.
Я не стал идти путем проб и ошибок, поэтому сразу же купил проверенный электрододержатель винтового типа ESAB Handy 200:

Электрододержатель ESAB Handy 200 я покупал здесь
Китайский проверенный аналог на Аliexpress
Я сварщик-любитель, поэтому под мои нужны и возможности сварочного аппарата тока в 200А хватит за глаза. Учитывая хорошее качество изготовления, данного электрододержателя хватит надолго. Если вы профессионал и вам приходится много варить более толстыми электродами, в линейке есть более мощные модели, рассчитанные на больший ток и более толстые электроды. Но даже эта модель без особых проблем позволит варить током 250А без повреждений, поддерживаемый диаметр электродов от 2мм до 4мм.
Из проверенных производителей можно отметить следующие: Корд (Россия), ESAB (Швеция), FoxWeld (Италия/Китай), FUBAG (Германия), ABICOR BINZEL (Германия) и другие. Огромный выбор держаков здесь и здесь
ESAB Handy 200 имеет хорошее качество и невысокую стоимость, поэтому пользуется большим спросом. Комплект поставки:


Центральный стержень выполнен из латуни (сплав меди и цинка, с небольшим добавлением олова и других металлов), никакого омедненного железа и прочего дешмана, которое зачастую применяется в дешевых держаках. Все это позволяет пропускать значительные тока без заметного нагрева и повреждений. Для удержания служит прорезиненная рукоять со специальной накаткой, благодаря чему электрододержатель уверенно лежит в руке и выдерживает небрежное отношение. Если сравнивать с недорогими пружинными держаками, у которых ручка выполнена из карболита или пластика, то разница налицо. Тем более последние на холоде или от постоянного нагрева становятся хрупкими и могут разломиться при падении с небольшой высоты.
Крепеж позволяет зажимать провода и кабеля сечением вплоть до 50мм2:

Силовые кабеля (провода):
Вторыми по значимости элементами являются силовые кабеля (провода). От их качества зависит максимальный рабочий ток и уверенный поджиг дуги. Особенно актуально это при работе с недорогим сварочным инвертором, у которого предельный ток еле-еле дотягивает до 120-130А (уверенная сварка 3мм электродом). Тут все упирается в закон Ома: чем выше сопротивление, тем ниже ток, а учитывая «предельные» возможности сварочника, с плохими проводами он может уже «не вытянуть».
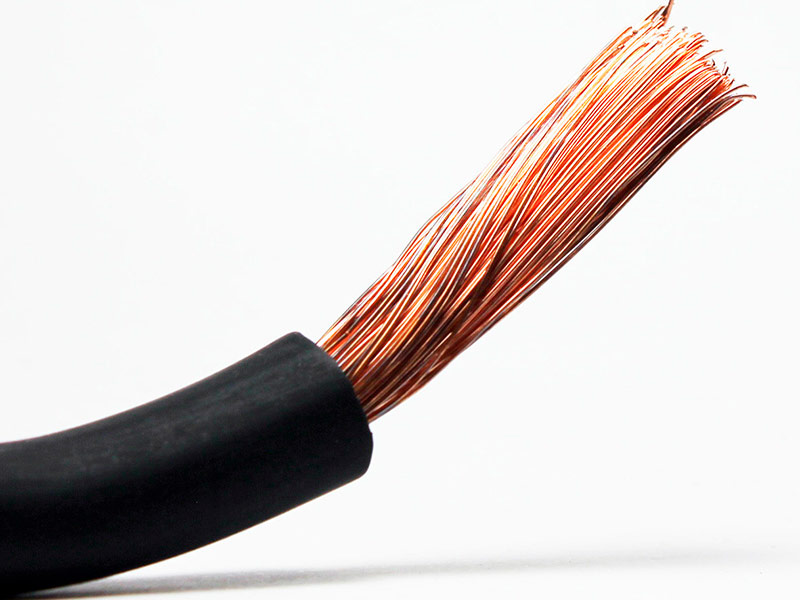
С выбором кабеля я не раздумывал и взял проверенный временем кабель КГ-ХЛ 1х25:

Покупйте в проверенных магазинах по продаже электротоваров. Можно посмотреть здесь
Расшифровывается как кабель гибкий с медными токопроводящими жилами, с изоляцией и оболочкой из резины без защитных покровов (брони) в холодостойком исполнении («ХЛ»). На работе я уже не раз изготавливал и ремонтировал подобные сварочные кабеля, нареканий по ним нет вообще. Если планируются работы на холоде, выбирайте именно в холодостойком исполнении («ХЛ»). Если не ошибаюсь, то с прошлого года все ГОСТовские кабеля КГ производятся полностью в холодостойком исполнении, поэтому при маркировке КГ, кабель на морозе не дубеет. Это не относится к «старым» запасам с маркировкой «КГ» и не ГОСТовским вариантам. Кабеля по ТУ хуже, хоть и дешевле. При заявленном сечении 25мм2, в зависимости от производителя, реальное сечение варьируется от 20 до 23мм2. От себя добавлю, что из этих кабелей я делал провода для прикуривания и дорабатывал провода для автопускача (JumpStarter), даже при -20°С не стоят колом.
При выборе ориентируйтесь на несколько параметров: ток, цена, длина и вес. Сечение кабеля для сварочного аппарата подбирается исходя из тока, отдавайте этому параметру наивысший приоритет. Ориентируйтесь по следующим значениям: 16 кв. мм – до 190А, 25 кв. мм – до 240А, 35 кв. мм – до 290А. Чем выше сечение, тем меньше сопротивление и ниже потери на нагрев. Ценники на медь кусачие, поэтому кабель не из дешевых. Цена, длина и вес кореллируются между собой. Помните, что переносить 25м бухту кабеля 1х25 то еще удовольствие, причем, не дешевое.
Какое сечение выбрать – дело каждого, но я решил перестраховаться и выбрал 25мм2, поскольку сварочник у меня китайский и лишние потери мне не к чему. В принципе, для моих задач хватилобы и 16мм2, но взял с запасом. Тем более как оказалось, кабель изготовлен по ТУ (не ГОСТ):
Зажим массы:
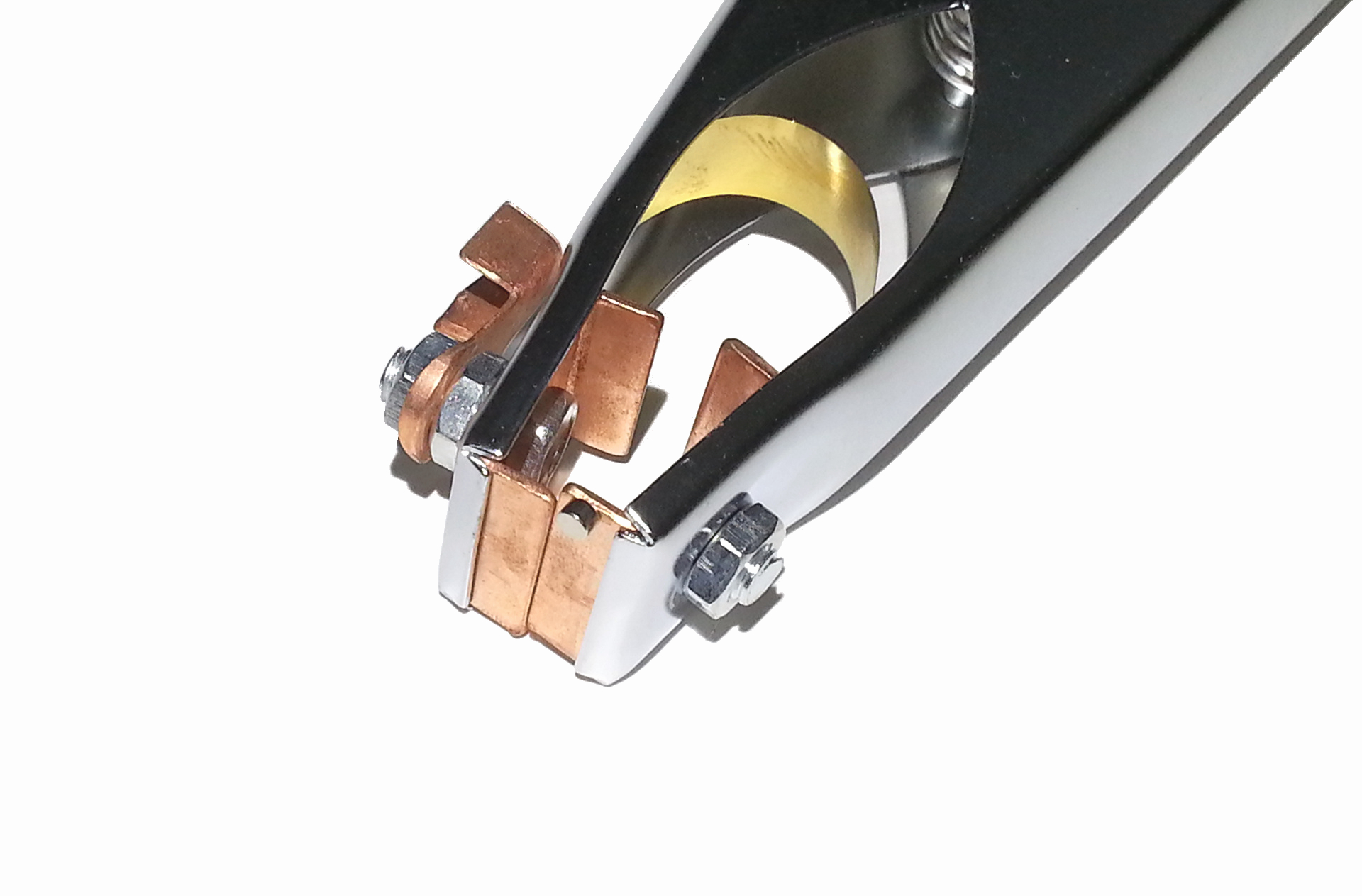
Сварочные кабеля я делал на скорую руку, поэтому приобретал то, что было под рукой в близлежащих магазинах. Нормального зажима я не нашел и временно заказал зажим Диолд 3М-300-02 на 300А:

Качество удовлетворительное, но зато цена привлекательная (около 150р). Изначально хотел купить клемму заземления КЗ-25 (КЗ-31) «Корд» из латуни на 250А, но их нигде не было, даже в онлайн-магазинах по приемлемым ценникам:

Решил взять дешевую клемму Диолд, доработать ее немного и после покупки нормальной, оставить в качестве запасной. Выглядит она следующим образом:

Приобретал в ближайшем строймаге, но вполне можно заказать и на Алиэкспресс здесь
Ничего хорошего по ней сказать не могу. Выполнена из стали (плюс надежности), в остальном печаль: губки стальные омедненные, роздвиг небольшой, жестяная перемычка коротка и зачастую не позволяет нормально зацепить зажим. Розоватый оттенок на губках – это небольшое напыление меди на сталь для лучшей токопроводимости последней:
Слой меди небольшой, при 120А будет греться:

Про доработку таких дешманских зажимов расскажу позже, если будет интерес, но на первое время хватит. Моя доработанная при 120А не греется особо, поэтому менять не спешу. Многие профессиональные сварщики в качестве зажимов массы используют небольшие тисочки или струбцины (Корд, ПТК, Brima, Sirio и другие):

Вариант хороший, но для минимизации потерь и, соответственно, нагрева, лучше использовать бронзовые или латунные вместо стальных.
У китайцев есть хорошие зажимы по гораздо привлекательным ценам здесь
также есть готовые провода с массой здесь
Вилка кабельная:
Кабельные вилки (сварочные разъемы), как правило, идут в комплекте со сварочным аппаратом. При необходимости можно приобрести отдельно. У меня как раз они были в комплекте:

Купить отдельно можно здесь
Качество хорошее, на твердую четверку. Огорчило присутствие жестяных омедненных полосок под винты вместо медных:

Я их вырезал из медной фольги в несколько слоев:

Сборка:
Когда все элементы куплены, можно приступать к сборке. Ничего сложного в этом нет. Первым делом определяемся с метражом под кабеля. Самый оптимальный и распространенный вариант – кабель с держаком на 1-2 метра длиннее. При покупке 8м кабеля, оптимальным будет вариант «5м + 3м». При этом будет запас кабеля по высоте и периметру при работе с габаритной конструкцией. Если сделать «4м + 4м», то иногда придется передвигать сварочный аппарат.
После того, как определились с размерами, зачищаем концы проводов. Штангенциркулем или какой-нибудь спицей измеряем глубину и на это расстояние зачищаем изоляцию:

Можно воспользоваться так называемыми стрипперами для снятия изоляции, очень удобный инструмент для монтажников и не только. Купить можно здесь
При зажиме кабеля в электрододержателе не забываем про специальную проставку под винт, иначе последний разломит часть проводков и контакт будет хуже:

Получается такая замечательная конструкция:

С кабельной вилкой поступаем аналогичным образом:

Не забываем также установить прокладку под винт:

В итоге имеем качественные универсальные кабеля, которые имеют минимальное сопротивление и не греются даже при значительных токах:

При использовании кабеля КГХЛ ими прекрасно можно работать на морозе.
Выводы:
Винтовой электрододержатель ESAB Handy 200 очень понравился: не греется, в руке лежит удобно, имеет два угла установки электрода. Перестановка электрода занимает около 10 секунд и каких-либо неудобств не доставляет. Особенно полезен будет новичкам, т.к. при неумелом отрыве прилипшего электрода не портит сам держак. По стоимости такой самосборный комплект выходит несколько дешевле, а по качеству на голову лучше большинства заводских. При этом он с легкостью переживет даже несколько сварочных аппаратов и не сломается, поэтому рекомендуется к повторению…
Если тема будет интересной, сделаю краткий обзор на проверенную и надежную экипировку, аксессуары и приспособления для сварки, о которых некоторые и не догадываются вовсе.
Источник



