ВНИМАНИЕ: официальные документы (законы, постановления, приказы, стандарты), размещенные на сайте, предназначены исключительно для ознакомления. Вы не должны использовать информацию с сайта, в качестве официального документа, поскольку я не гарантирую отсуствие ошибок в ней. Если Вам необходима официальная копия этих документов, обращайтесь в государственный орган, уполномоченный их распространять.
ГОСТ Р 53246-2008. Системы кабельные структурированные. Проектирование основных узлов системы. Общие требования
8.2. Монтаж кабелей
8.2.1. Общие положения
Рабочие характеристики кабеля и коммутационного оборудования могут существенно изменяться вследствие нарушения правил монтажа и последующих манипуляций с кабельными потоками. Правила монтажа и обслуживания фиксированных кабельных сегментов горизонтальной и магистральной подсистем отличаются от правил организации коммутационных кабелей в кроссах. Кроссировочные соединения предназначены для обеспечения гибкости проведения изменений в схеме коммутации.
К мерам предосторожности, соблюдаемым при монтаже и организации кабельных потоков, относится предотвращение различных механических напряжений в кабеле, вызываемых натяжением, резкими изгибами и чрезмерным стягиванием пучков кабелей.
При монтаже кабелей в трассах и телекоммуникационных помещениях следует использовать средства маршрутизации кабельных потоков, их крепления и фиксации.
Кабельные хомуты (стяжки, бандаж и т.п.), используемые для формирования кабельных пучков, должны располагаться на пучке так, чтобы хомут мог свободно перемещаться в продольном и поперечном направлениях. Не допускается затягивание хомутов, приводящее к деформации оболочки кабелей.
Не допускается крепление телекоммуникационных кабелей с помощью скоб. Не допускается использование лифтовых шахт для монтажа кабелей на основе любого разрешенного типа среды передачи.
8.2.2. Минимальный радиус изгиба
Необходимость сохранения минимального радиуса изгиба кабеля на основе витой пары проводников обусловлена тем, что при резких изгибах пары внутри кабеля деформируются и нарушается однородность симметричной среды передачи. Это ведет, в первую очередь, к серьезным изменениям такого параметра, как NEXT. Последующее распрямление изгиба может не только не восстановить форму пары, но и привести к еще худшим результатам.
Радиусы изгиба кабелей горизонтальной и магистральной подсистем не должны быть менее:
— 4 внешних диаметров кабеля для 4-парных кабелей на основе неэкранированной витой пары проводников (UTP) в состоянии эксплуатации;
— 8 внешних диаметров кабеля для 4-парных кабелей на основе неэкранированной витой пары проводников (UTP) в процессе монтажа;
— 8 внешних диаметров кабеля для 4-парных кабелей на основе экранированной витой пары проводников (FTP, ScTP, SFTP) в состоянии эксплуатации;
— 10 внешних диаметров кабеля для 4-парных кабелей на основе экранированной витой пары проводников (FTP, ScTP, SFTP) в процессе монтажа;
— 10 внешних диаметров кабеля для многопарных кабелей на основе витой пары проводников в состоянии эксплуатации;
— 15 внешних диаметров кабеля для многопарных кабелей на основе витой пары проводников в процессе монтажа;
— 25 мм для волоконно-оптических кабелей внутреннего применения с количеством волокон 2 и 4 в состоянии эксплуатации;
— 50 мм для волоконно-оптических кабелей внутреннего применения с количеством волокон 2 и 4 в процессе монтажа;
— 10 внешних диаметров кабеля для волоконно-оптических кабелей внутреннего применения с количеством волокон более 4 в состоянии эксплуатации;
— 15 внешних диаметров кабеля для волоконно-оптических кабелей внутреннего применения с количеством волокон более 4 в процессе монтажа;
— 10 внешних диаметров кабеля для волоконно-оптических кабелей внешнего применения в состоянии эксплуатации;
— 20 внешних диаметров кабеля для волоконно-оптических кабелей внешнего применения в процессе монтажа.
В случае, если требования производителя к минимальному радиусу изгиба конкретного кабеля более жесткие, чем приведенные выше, они должны быть выполнены.
Для предотвращения возникновения растяжения, резких перегибов и перекручивания шнуров должны использоваться специальные средства и приспособления, такие как горизонтальные и вертикальные направляющие, устройства, регулирующие длину. В то же время должен быть обеспечен быстрый и простой доступ к шнурам для внесения изменений в систему коммутации и идентификации соединений.
Рекомендуется поддерживать радиус изгиба коммутационных и аппаратных кабелей (шнуров) в процессе эксплуатации не менее:
— 4 внешних диаметров кабеля — для 4-парных шнуров на основе неэкранированной и экранированной витой пары проводников;
— 25 мм — для волоконно-оптических шнуров.
Для выполнения этих правил рекомендуется использовать специально предназначенные для этих целей средства, приспособления и устройства.
Источник
Допускаемые радиусы изгиба кабелей
На поворотах трасс кабель не должен изгибаться больше допустимых норм. Кратность радиуса внутренней кривой изгиба кабеля R по отношению к наружному диаметру кабеля d должна быть:
для кабелей с бумажной изоляцией напряжением 1-10 кВ в алюминиевой оболочке — не менее 25 диаметров кабеля, в свинцовой — не менее 15;
для кабелей с пластмассовой изоляцией напряжением до 1 кВ бронированных без оболочки — не менее 10 диаметров кабеля, небронированных в пластмассовой оболочке — не менее 6 диаметров.
Например, кабель с бумажной изоляцией, в алюминиевой оболочке бронированный двумя стальными лентами, с защитным покровом имеет наружный диаметр 60 мм. Допустимый радиус изгиба должен быть 60×25=1500 мм, т. е. R =1500 мм. Если R будет меньше допустимого, на алюминиевой оболочке образуются гофры, и бумажная изоляция начнет рваться. Кратность радиуса внутренней кривой изгиба жилы по отношению к диаметру жилы для кабелей напряжением 1-10 кВ с бумажной и пластмассовой изоляцией должен быть не менее 10 диаметров жилы. Если жилы секторные, диаметр жилы определяют по высоте сектора. При монтаже концевых заделок всех типов на кабельных линиях напряжением 1-10 кВ жилы должны разделываться с такой длиной, чтобы была возможность перестановки жил всех фаз во время эксплуатации. Из-за увеличения длин жил они должны иметь изгиб. Участки, имеющие изгиб, должны располагаться выше корпуса заделки:
для эпоксидных заделок выше горизонтальной поверхности «зеркала» эпоксидного корпуса на 100 мм;
для концевых заделок с битумной мастикой выше края втулок на 100 мм; для концевых заделок из лент выше подмотки у корешка муфт на 150 мм. В табл. приведены наименьшие радиусы кривой изгиба кабелей по отношению к их наружным диаметрам. Отношение R к d приведено на рис. Радиус изгиба кабеля: R — радиус внутренней кривой изгиба кабеля; d — наружный диаметр кабеля
Кратность радиуса внутренней кривой изгиба по отношению к наружному диаметру кабелю, R/d
С бумажной изоляцией, пропитанной иестекающим составом, и с пропитанной бумажной изоляцией
Бронированные и небронированные одножильные кабели в свинцовой и алюминиевой оболочке Бронированные и небронированные многожильные кабели в свинцовой оболочке Бронированные и небронированные многожильные кабели в алюминиевой оболочке
С пластмассовой изоляцией
Бронированные и небронированные кабели в алюминиевой оболочке Бронированные кабели в пластмассовой оболочке; в стальной гофрированной оболочке Небронированные кабели в пластмассовой оболочке
Источник
Какой минимально допустимый радиус изгиба оптического кабеля?
Минимально допустимый радиус изгиба оптического кабеля зависит от его внешнего диаметра. В соответствии с «Правилами применения оптических кабелей связи, пассивных оптических устройств и устройств для сварки оптических волокон», утверждёнными приказом Министерства информационных технологий и связи Российской Федерации от 19 апреля 2006 года, №47, п. 2.3.1 и табл. 2.4, — оптический кабель должен быть устойчив к различным механическим воздействиям, в том числе к статическим изгибам (таблица 1).
Устойчивость к статическим изгибам
20 циклов изгибов на угол ± 90° с радиусом не более 20-ти кратного внешнего диаметра при нормальной температуре окружающей среды и при температуре окружающей среды минус 10°С
Таблица 1. Требования к устойчивости ОК от изгиба
Таким образом, для верного расчёта минимально допустимого радиуса изгиба оптического кабеля, согласно правилам, внешний диаметр ОК умножается на 20. Для примера, внешний диаметр кабеля — 12 мм, минимальный радиус изгиба равен 240 мм. Делаем вывод, что минимальный радиус изгиба оптического кабеля зависит от его внешнего диаметра.
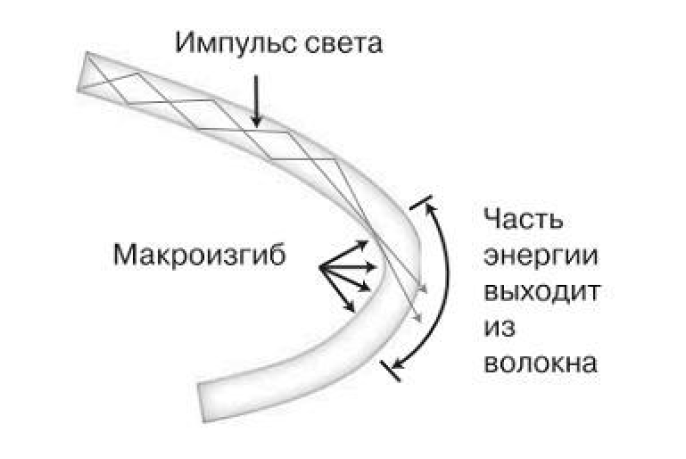
Потери на макроизгибах
Радиус изгиба ОК оказывает влияние на радиус изгиба оптического волокна, так как оно находится непосредственно внутри оптического кабеля. При соблюдении минимального радиуса изгиба оптического волокна не нарушается принцип передачи оптического сигнала. То есть сохраняется эффект полного внутреннего отражения и сигнал без лишнего затухания передается по оптическим волокнам.
В случае, когда минимальный радиус изгиба ОВ не соблюдается, то в месте изгиба возникает макроизгиб (рис. 1), свет выходит за пределы сердцевины волокна и затухает. Излишнее затухание в линии недопустимо, поэтому соблюдение минимально допустимого радиуса изгиба кабеля является обязательным условием при строительстве и эксплуатации ВОЛС.
Рисунок 1. Макроизгиб
Эксплуатационные требования ОК
Минимальный радиус изгиба ОК всегда указывается в характеристиках на конкретную марку оптического кабеля. В зависимости от используемых в оптическом кабеле волокон, радиус может быть меньше чем указано в правилах (№47, от 19 апреля 2006 года).
Если завод-изготовитель определяет минимальный радиус изгиба меньше чем в правилах — значит это подтверждается многочисленными испытаниями.
В процессе строительства и эксплуатации волоконно-оптических линий связи необходимо выполнять следующие общие правила:
во время производства работ соблюдать минимальный радиус изгиба ОК,
избегать скручивание кабеля и образования петель,
не допускать на пути следования кабеля (на маршруте) острых изгибов и краёв,
укладывать ОК только на ровную поверхность.
Примеры конструкций оптических кабелей
Рассмотрим две абсолютно разные конструкции ОК:
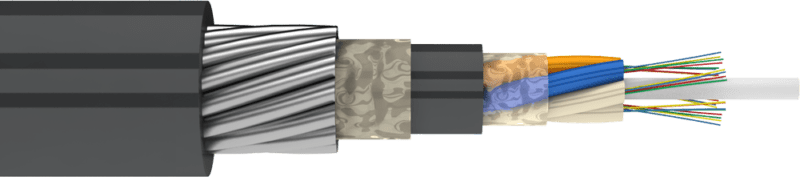
Стандартный оптический кабель в грунт (кабель ДПС)
Рисунок 2. Стандартный в грунт (кабель ДПС)
В параметрах эксплуатации на ОК указано — минимальный радиус изгиба: не менее 15 диаметров кабеля. Кабель прокладывается в основном на ровных участках в траншею либо с помощью кабелеукладчика.
Дистрибьюшн внутриобъектовый (кабель ОБР)
Рисунок 3. Дистрибьюшн (кабель ОБР)
В параметрах эксплуатации на ОК указано — минимальный радиус изгиба: не менее 10 диаметров кабеля. Прокладывается по различным кабель-каналам, кабельростам. В этом случае на пути следования кабеля встречаются различные неровности, острые края и переходы. Поэтому важно, чтобы кабель имел как можно наименьший минимальный радиус изгиба, без негативного влияние на оптическое волокно.
Разделение на минимально допустимые радиусы при монтаже и эксплуатации в предъявляемых отраслевых требованиях отсутствует. Поэтому все применяемые монтажные ролики, бухты запаса и др. должны иметь внутренний радиус не меньше минимально допустимого для кабеля.
Источник
Каким должен быть оптимальный радиус гиба трубы и как его получить
При монтаже трубопроводов из различного вида материалов его изгиб позволяет уменьшить количество разборных или сварных соединений, понижающих надежность магистрали. При проведении трубогибочных работ полезно знать допустимый радиус гиба трубы, обеспечивающий безопасность и надежную эксплуатацию трубопроводной системы в соответствии с технической документацией.
Чаще всего изгибаемые трубы выполнены из стали и коррозионно-стойких металлов: нержавейки, меди, алюминия, латуни, при устройстве бытовых систем отопления и водопроводов изгибают изделия из пластика и металлопластика. Методы сгибания труб по радиусу различны в зависимости от материала их изготовления и могут быть выполнены ручным или электромеханическим способом на специальных станках.
Рис. 1 Углы гиба медных труб и изделий из латуни
Требования стандартов к радиусу изгиба
При сгибе трубных элементов их стенки не должны изменять свой профиль, сечение и пропускную способность (изменение внутреннего диаметра) — это достигается за счет определенного радиуса разворота, который установлен стандартами.
При определении минимальных пределов закругления учитывают способы его получения — наилучшие показатели в сторону уменьшения обеспечивают дорновые трубогибы с технологией наматывания и температурная обработка, позволяющая уменьшить размеры окружности.
Показатель также зависит от материала изготовления и размеров изделия: наружного диаметра (Dn) и толщины стенок (S), в таблицах также приводится длина прямого участка, которая необходима для получения указанных значений.
При работах важно знать размеры ырагмента, на котором получены данные значения радиуса — они исчисляются суммированием длин двух прямых участков и дуги, рассчитываемой по специальной формуле.
Рис. 2 Минимальный радиус гиба трубы стальных трубопроводов и расчет длины дуги
Данные, приведенные в таблицах, гарантируют при соблюдении размерных параметров требуемую ГОСТ эллипсность и овальность до 12,5%.
Согласно ГОСТ 17365-71В на трубопроводы для агрессивных сред, указан следующий минимальный радиус гиба труб:
для элементов с наружным диаметром D до 20 мм. — не менее 2,5 D;
при D, больше 20 мм. радиус не должен быть меньше 3,5 D.
При этом утоньшение стенок в зоне гиба не должно превышать 20% для стали и 25% для алюминия.
Методы сгибания труб и их преимущества
Сгибание труб является технологией, где нужный поворот в направлении трубопроводной линии создается путем физического воздействия на заготовку, метод имеет следующие преимущества:
Уменьшенная металлоемкость, в магистрали отсутствуют переходные фланцы, муфты и патрубки.
Пониженные трудозатраты при монтаже трубопроводов по сравнению со сварными соединениями.
Низкие гидравлические потери из-за неизменного профильного сечения.
Рис. 3 Дорны для трубогибов
Неизменная структура металла, его физические и химические параметры по сравнению со сваркой.
Высокое качество герметизации, линия имеет однородную структуру без разрывов и стыков.
Эстетичный внешний вид магистрали
Существуют две основных технологии гибки — горячая и холодная, приспособления и методы можно разбить на следующие категории:
По типу физического воздействия трубогибный агрегат может быть ручной и электрический с механическим или гидравлическим приводом.
По технологии сгибания — дорновые (гиб при помощи специальных внутренних протекторов), бездорновые, и вальцовочные установки с роликами.
По профилю — установки для металлопропрофильных прямоугольных или круглых изделий.
Рис. 4 Горячие способы гибки труб
Горячая гибка
Популярная в быту технология применяется в случаях, когда отсутствует трубогибный аппарат или нет возможности произвести работы холодным способом, процесс состоит из нескольких операций:
Заготовка заполняется речным мелкозернистым сеяным песком без посторонних вкраплений в сухом виде. Для этого с одного конца вставляют заглушку, засыпают песок и закрывают отверстие с другой стороны.
Место изгибания нагревается до температуры не более 900 градусов во избежание пережога и производится постепенное плавное механическое наматывание детали вокруг округлого шаблона.
По окончании процесса заглушки извлекаются и из заготовки высыпается песок.
Холодные методы сгибания круглых труб
Холодные способы имеют неоспоримые преимущества перед горячими технологиями: они не нарушают структуру металла, более производительны и требуют меньше затрат. При холодном сгибе возникают следующие дефекты:
уменьшение сечения трубы с внешней стороны профиля;
искривления в загибе в виде гофры с внутренней стороны;
изменение профильной формы в местах изгиба труб с круглой на овальную.
Рис. 5 Сгибание заготовок из металлопрофиля в быту
Чаще всего подобные дефекты возникают при деформации тонкостенных труб, поэтому при операциях с ними используется внутренний протектор — дорн, вставляемый во внутреннюю полость.
Дорн представляет собой устройство, состоящее из жесткого стержня с подвижными сегментами на краю шарообразной или полусферической формы. Перед работой устройство помещается во внутреннюю полость заготовки таким образом, чтобы его подвижные элементы располагались в точке гиба, по окончании процедуры дорн извлекают из готового элемента и процесс повторяют.
Методы сгибания квадратного металлопрофиля
Изгибание профиля квадратного или прямоугольного сечения хотя и применяется в промышленности, гнутый металлопрофиль более востребован в быту. При сооружении перекрытий теплиц требуется арочный профиль, который можно сделать с использованием несложного устройства. Принцип действия этого приспособления заключается в прокатке профильной заготовки через систему из трех вращающихся валков, два крайних из которых являются неподвижными, а третий перемещается в продольном направлении, задавая угол изгиба.
Если необходимо получить в прямоугольном профиле меньший радиус закругления, используют термический нагрев металлопрофиля паяльной лампой или газовой горелкой с одновременным физическим воздействием.
Рис. 6 Рычажные гибы в ручных приспособлениях
Радиус гиба трубы — приспособления для получения в быту и промышленности
На строительном рынке можно обнаружить большое количество приспособлений индивидуального использования для изгибания труб, от простейших пружин до сложных электромеханических станков с гидравлической подачей.
Ручные трубогибы
Трубогибы данного класса обладают невысокой стоимостью, имеют простую конструкцию, малый вес и габариты, процесс изгибания заготовки происходит за счет физического усилия работника. По принципу работы ручные агрегаты, выпускаемые промышленностью, можно разбить на следующие категории.
Рычажные. Изгибание производится за счет большого рычага, позволяющего уменьшить прилагаемое мышечное усилие. В таких устройствах заготовка вставляется в оправку заданной формы и размера (пуансон) и с помощью рычага происходит огибание шаблонной поверхности изделием — в результате получается элемент заданного профиля. Рычажные устройства позволяют получать радиус закругления в 180 градусов и подходят для труб из мягких металлов небольшого диаметра (до 1 дюйма). Для получения закруглений различного размера используют сменные пуансоны, для облегчения проведения работ многие модели оснащаются гидроприводом.
Рис. 7 Арбалетные приспособления ручного типа, чтобы получить нужный радиус гиба трубы
Арбалетные. При работе заготовка помещается на два валика или упора, а изгибание происходит давлением на ее поверхность между упорами пуансона заданной формы и сечения. Агрегаты имеют сменные пуансонные насадки и передвижные упоры, позволяющие задавать радиус изгиба стальной трубы или заготовок из цветных металлов.
Гибочный башмак установлен на штоке, который может перемещаться с помощью винтовой передачи, гидравлического давления жидкости при ручном нагнетании или посредством гидравлики с электроприводом. Подобные устройства позволяют производить изгибание труб из мягких материалов диаметром до 100 мм.
Трехроликовые агрегаты (трубогибочные вальцы). Являются самым распространенным типом трубогибочных агрегатов в быту и промышленности, работают по принципу холодной вальцовки. Конструктивно выполнены в виде двух роликов, в ручьи которых устанавливается заготовка, третий ролик постепенно подводят к поверхности, одновременно прокатывая изделие в разные стороны. В результате происходит деформация заготовки без складкообразования большего сечения, чем в других ручных трубогибах.
Отличительной особенностью агрегата является невозможность получения малого радиуса закругления (обычное значение 3 — 4 величины внутреннего диаметра).
Все перечисленные устройства являются бездорновыми агрегатами, поэтому неэффективны при гибке тонкостенных изделий, также их нежелательно использовать при работе с заготовками со сварным стыком стенок — при пластический деформации возможно раскрытие отдельных участков шва.
Рис. 8 Трубогибочные вальцы
Электромеханические трубогибы
Электромеханические агрегаты в основном используются в промышленности и обеспечивают выполнение следующих технологических процессов.
Бездорновая гибка. Станки применяются при работе с заготовками, для радиусов гиба 3 — 4 D., способны изгибать толстостенные трубы для мебельной и строительной отрасли, магистральных трубопроводов. Станки имеют самую простую конструкцию и управление по сравнению с другими видами, отличаются малыми габаритными размерами и весом.
Бустерная обработка. Агрегаты, работающие по специальной технологии продвижения каретки с деталью дополнительным узлом, разработаны для получения сложных гибов без утоньшения стенок. Применяются для изготовления змеевиков различной формы в тепловой энергетике, котельной и водонагревательной индустрии.
Дорновая гибка. Агрегаты данного типа позволяют производить высококачественное изгибание тонкостенных элементов с наружным диаметром до 120 мм. Промышленные станки могут иметь автоматическое или полуавтоматическое исполнение с числовым программным управлением.
Трехвалковая гибка. Конструкция широко используется для изгибания любых металлов и сплавов, отличается универсальностью: отлично справляется с профилем круглого или прямоугольного сечения, уголками и плоскими пластинами. Многофункциональность агрегата достигается за счет смены валков с различным видом рабочих поверхностей и размеров.
При помощи данного агрегата удобно гнуть элементы большой длины с одинаковым большим радиусом закругления на всем протяжении.
Рис. 9 Промышленные трубогибы
Применение гидравлики — преимущества
Во многих ручных и практически во всех промышленных трубогибочных агрегатах используется гидравлический привод, имеющий следующие преимущества перед винтовым механическим:
бесступенчатая подача привода к сгибаемому изделию;
возможность развивать большие статические усилия при возвратно-поступательном движении, недостижимые при использовании только одних электроприводов;
малые габариты основных узлов;
высокое быстродействие;
надежность и долговечность;
отсутствие трущихся узлов и хорошая смазываемость.
Рис. 10 Способ гибки стальной металлической заготовки
Методы гибки труб без заводских приспособлений
В бытовых условиях нередко возникает необходимость в изгибании трубных заготовок при проведении строительных работ или монтаже газовых трубопроводов. При этом экономически нецелесообразно тратить финансовые средства на приобретение заводских трубогибов для разовых операций, многие применяют для этих целей простые самодельные приспособления.
Стальные трубы
Сталь относится к довольно жестким и прочным материалам, с большим трудом поддающимся деформации, основным методом изменения ее конфигурации является сгиб в нагретом состоянии с наполнителем при одновременном физическом воздействии. Для труб из тонкостенной нержавейки для получения длинного участка с небольшим радиусом изгиба применяют следующую технологию:
Устанавливают заготовку вертикально, закрывают ее с одного конца пробкой и внутрь засыпают очень мелкий сухой песок, после полного заполнения вставляют пробку с другой стороны.
Находят трубу или низкий вертикальный столб нужного диаметра и жестко закрепляют трубный конец на его поверхности.
Оборачивают деталь вокруг трубной оси, поворачивая шаблон или обходя его вокруг.
После навивки освобождают конец и извлекают изогнутую деталь из шаблона, снимают пробки и высыпают песок.
Рис. 11 Как получают нужный радиус гиба трубы из меди
Медные трубы
Медь относится к более мягким материалам, чем сталь, ее также удобно гнуть при нагревании или с помощью засыпанного внутрь песка. Можно также использовать для изгибания бытовой заменитель дорна — стальную пружину с плотными толстыми витками и сечением чуть меньше обрабатываемой детали. При проведении работ элемент вставляется внутрь и находится в точке, где производится деформация, а после проведения необходимых операций легко извлекается наружу. Но намного проще изгибать медные трубы специальным пружинным трубогибом (данные изделия можно приобрести в торговой сети), которые эффективны на коротких трассах и работают за счет равномерного распределения прилагаемого усилия на поверхность. Пружинное устройство работает следующим образом:
Пружина одевается поверх трубы в нужное место, после чего ее вручную изгибают вместе с трубой.
При дальнейшем изгибании пружину перемещают и производят загиб в другой точке.
По завершении операции пружинный сегмент легко извлекается наружу без применения подсобных средств.
Другой популярный материал – алюминий, проще изгибать с нагреванием горелкой.
Рис. 12 Как гнут трубы без станка из алюминия
Металлопластиковые трубы
Да изгибания металлопластиковых труб в бытовом хозяйстве используется внутренняя или наружная пружина (кондуктор). Технология проведения работ аналогична операциям с медной трубой, при сгибке следует соблюдать допустимые ограничения по радиусу во избежание повреждения изделия.
Пластиковые трубы
Основным элементом для изменения конфигурации пластиковых труб является строительный или бытовой фен, для облегчения работ можно использовать песок. Изделия сложной формы гнут следующим образом:
На деревянную плиту с помощью шуруповерта вкручивают саморезы по нужной конфигурации заготовки.
Вставляют трубный конец между двумя шурупами и производят нагрев стенки трубы феном, обеспечивая направление изделия с поворотами и гибкой по заданному маршруту.
По окончании работ выкручивают саморезы и извлекают заготовку.
Рис. 13 Способы гибки труб из металлопластика наружным и внутренним кондуктором
Можно воспользоваться еще одной простой технологией:
Насыпают в пластиковую трубу песок и плотно закрывают ее концы.
Помещают изделие на некоторое время в кипящую воду и затем извлекают на поверхность.
Придают заготовке нужную форму, фиксируя ее в нужном положении и дожидаясь охлаждения.
Рис. 14 Как сгибают пластиковые элементы
Существующие промышленные и бытовые методы получения необходимого радиус гиба трубы, что позволяет проводить данные операции с любыми материалами различных диаметров. Для проведения работ применяют специальные приспособления ручного или электромеханического принципа действия, в которых часто используются гидравлические узлы. В бытовом хозяйстве эффективными методами гибки является применение специальных пружин и нагрев изделий газовыми горелками или бытовым феном (при изгибании пластика).