Маршрутная карта технологического процесса: пример, назначение, заполнение
На сегодняшний день можно встретить просто огромное количество различных продуктов, которые производятся путем механической обработки заготовок. За длительный период формирования промышленной деятельности были разработаны различные методы. Они позволяют существенно повысить качество конечного продукта, исключить вероятность допущения ошибок, снизить затраты и достигнуть многие другие результаты.
Своеобразным стандартом можно назвать применение маршрутной карты технологического процесса. Она представлена особым документом, который применяется при непосредственном производстве того или иного изделия.
Маршрутная карта технологического процесса должна составляться и заполняться в соответствии с установленными стандартами. Рассмотрим подробнее все особенности составления маршрутной карты, а также многие другие моменты подробнее.
Назначение документа
Применяемая маршрутная технологическая карта несет с собой довольно большое количество разных функций. Указываемые данные во многом описывает техпроцесс, определяя его особенности. Среди особенностей назначения отметим следующие моменты:
- Указываются основные рекомендации по выбору оборудования и оснастки. На сегодняшний день встречаются станки самого разного типа. Примером можно назвать станки токарные или фрезерные, сверлильные. Есть и ручные инструменты, которые весьма широко распространены. Кроме этого, оснастка также может существенно отличаться, к примеру, резцы или фрезеры. Мастер должен получить полную информацию для того, чтобы провести работу. Маршрутная карта технологического процесса весьма сложная в чтении, тип оборудования и оснастки часто указывается сокращенным кодом.
- Определяются основные параметры проводимой работы. Снятие материала с поверхности может выполняться механическим или другим путем. При этом каждый процесс можно охарактеризовать самыми различными параметрами, к примеру, скоростью резания, величиной подачи и некоторыми другими.
- В некоторых случаях прилагается чертеж. Он позволяет определить форму и основные размеры изделия.

Как правило, разработка маршрутной карты технологического процесса проводится специалистом. Также подобный документ часто составляется на утилизацию оборудования или некоторых других технологических операций, которые не связаны с производством продукта.
Содержание
Во многом область применения карты технологического процесса зависит от содержания. При этом документ составляется с учетом установленных стандартов. Рассматривая содержание отметим несколько моментов:
- Проводится указание номера участка или рабочего цеха. Кроме этого, указывается код и наименование проводимой операции. Эти данные считаются важным, указываются во всех документах.
- Также уделяется внимание наименованию оборудования. Для обработки заготовок могут применяться самые разные станки и ручные инструменты, выбор проводится в зависимости от поставленных задач и некоторых других моментов.
- Информация о комплектации изделия, так как оно может быть представлено сочетанием нескольких составных частей. При этом могут указываться различные данные, все элементы проходят соответствующую нумерацию, по которой проводится сборка.
- Данные о том, какие материалы и заготовка используются в качестве основы при изготовлении детали. На то, каким образом будет выполняться обработка во многом оказывает влияние типа материала, из которого изготовлена заготовка. Примером можно назвать различные характеристики углеродистых, легированных и цветных сплавов, пластика и дерева. Кроме этого, перед непосредственной механической обработкой часто проводится закалка поверхностного слоя, за счет чего повышаются эксплуатационные характеристики, но существенно снижается степень обрабатываемости. Наиболее важным показателем можно назвать твердость поверхностного слоя.
- Содержание операции. Этот раздел расписывается подробно, так как используется в качестве инструкции по выполняемой обработке.
- Информация, касающаяся типа применяемой оснастки при проведении операций. Оснастка может существенно отличаться по области применения и тому, какого результата можно достигнуть. Большая часть предназначается для фиксации заготовки, больше всего трудностей возникает в случае цилиндрической и другой формы. Оснастка должна обеспечить надежную фиксацию разных изделий, так как даже их незначительное смещение относительно базовой поверхности становится причиной появления дефектов.
- Данные о конкретных режимах обработки. При применении определенного оборудования могут задаваться самые различные режимы резания. Наиболее важными параметрами можно назвать скорость, глубину врезания инструмента и некоторые другие. Отсутствие подобной информации не позволяет провести создание качественного изделия.

Технологический процесс может составляться самым различным образом. Последовательность записывающейся информации следующая:
- Указывается приспособление. В эту категорию относят станки, а также другие приспособления. Примером можно назвать станки: токарные, фрезеровальные, универсальные и многие другие. На сегодняшний день в производственных помещениях устанавливается просто огромное количество различных моделей, все они характеризуются определенными свойствами.
- Отмечается вспомогательный инструмент. Он требуется для нанесения разметок, а также фиксации заготовки или для достижения других целей. Примером можно назвать струбцины.
- Указывается режущий инструмент. Он может быть самым разным, к примеру, для токарного оборудования выбирается подходящий резец. Встречается просто огромное количество различных вариантов исполнения резцов, все они характеризуются определенными особенностями. К примеру, для отрезки части заготовки используется отрезной. Все разновидности стандартизированы, каждому типу присваивается определенный номер.
- Отмечается слесарно-монтажный. Он также отвечает за базирование заготовки, а также ее надежную фиксацию. Слесарно-монтажная группа весьма распространена на сегодняшний день при проведении ручной и механизированной обработки.
- Уделяется внимание тому, какие могут применяться измерительные приборы. Практически все производственные процессы предусматривают определение основных размеров. Для этого применяются разные приборы, большое распространение получили штангенциркули и микрометры.
В целом можно сказать, что есть довольно большое количество информации, которая указывается в маршрутной карте разрабатываемого технологического процесса. Для того чтобы обеспечить хорошую читаемость всех данных она должна заполняться в зависимости от установленных рекомендаций.
Правила оформления
Маршрутная карта является обязательным документом, который должен составляться для технологического процесса. Заполнение должно проводиться по разработанной схеме, регламентируемая в ГОСТ 3.1118-82. Основными моментами можно назвать следующее:
- Каждая строка создаваемой таблицы мысленно делится на две части, запись информации проводится в нижней. За счет этого обеспечиваются условия для внесения различных корректировок в верхней части.
- Некоторые графы отмечены утолщенным видом. При их заполнении учитываются особые правила. Основная информация представлена кодами, которые выбираются в зависимости от классификаций и стандартов. В некоторых случаях данные вводятся в расшифрованном виде. Также встречается комбинированный вариант исполнения внесения информации.
- Уделяется также внимание тому, каким шрифтом проводится указание данных в маршрутной карте технологического процесса. Не стоит забывать о том, что все внесенное в таблицу должно читаться хорошо.
- Допускается внесение некоторых изменений. Подобная ситуация встречается крайне часто, так как некоторые параметры могут корректироваться в зависимости от конкретного случая обработки.
- Технологический процесс может существенно отличаться, от этого зависит и то, каким образом проводится заполнение маршрутной карты. Не стоит забывать о том, что выполняется распечатывание ранее уже готовых таблиц с полями, в которые проводится внесение основной информации. Первый или титульный лист отличается от других, также есть специальные варианты исполнения, которые предназначены для указания некоторой другой информации. За счет их применения существенно упрощается поставленная задача по составлению технической документации.
В интернете можно встретить пример оформления маршрутной карты, который используется в качестве образца. Кроме этого, не стоит забывать о том, что встречается довольно большое количество различных таблиц, которые применяются в качестве стандартов.
Часто встречается ситуация, когда основные данные указываются в сокращенном виде. Это связано с тем, что некоторые графы имеют небольшой размер. Стандарты по применению сокращений указываются в специальной технической документации. В некоторых случаях применяются специальные символы.
Встречается просто огромное количество служебных символов, которые позволяют указывать в сокращенном виде наиболее важную информацию. Они встречаются в специальной технической документации.
Как правило, оформление маршрутной карты проводится специалистом, который занимается непосредственной разработкой технологии обработки.
При этом в качестве основы применяется пример заполнения.
Правильно составленная маршрутная карта технологического процесса обеспечивает требуемые условия для выполнения качественной обработки. Недостаточное количество данных может привести к ошибкам, которые станут причиной допущения ошибок.
Источник
Маршрутно технологический процесс монтажа
Маршрутная карта
технологического процесса монтажа поверхностно-монтируемых компонентов на печатных платах,
для условий единичного и малосерийного производства, на производственной базе ЗАО «ФЛОКС»
Материалы
Контроль качества печатных плат
• Штангенциркуль типа ПЩ-1-125-0,18 ГОСТ 166-89
Плата 1 Дм 2 , односторонняя
Очистка печатных плат
• Кисть клеевая, жесткая
• Напальчники резиновые ТУ38.106.567-88.
• Спирт этиловый ректификованный
ГОСТ 18300-87
(Нефрас (бензин) не нормируется)
1,2 мл на плату 1 Дм 2
Соотношение спирта и нефраса (бензина) 1:1
Нанесение паяльной пасты
на плату
• Ручной дозатор пасты TWS SMT 200
• Компрессор JUN — AIR 3-1,5
• Паста паяльная
RP 89 фирмы «Мультикор»
• Бязь х/б
ГОСТ 29298-92
• Спирт этиловый ректификованный
ГОСТ 18300-87
Установка поверхностно-монтируемых компонентов на паяльную пасту
• Кассета цеховая специальная
Установка компонентов на плату ручная
Контроль правильности установки поверхностно-монтируемых компонентов
• Лупа 2-8 крат
• Микроскоп
МБС-10
Конвекционная пайка поверхностно-монтируемых компонентов
• Конвекционная камерная печь TWS 800
Категорически запрещается использовать один и тот же режим пайки для разных типов печатных плат!
Ремонт и ручной монтаж печатного узла с поверхностно-монтируемыми компонентами
• Термопинцет TWZ 60
• Лупа 2-8 крат
• Микроскоп
МБС-10
• Припой
ПОС 61,
• Флюс
Операция выполняется после очистки, для компонентов недопускающих воздействие ультразвука или контакт с промывочными жидкостями
УЗ очистка печатных узлов от остатков паяльной пасты в «Прозоне»
При смыве значений номиналов с выводных компонентов, последние монтировать после операций очистки
Водно-механическая очистка печатных узлов
• Ванна пластмассовая 8 л .
• Кисть “Флейц” 10х30
30 сек/плата / Дм 2
• Вода водопроводная 50…60 °С
• Моющая жидкость « Fairy »
• Сжатый воздух 5-6 атм.
Термосушка печатных узлов
• Сушильный шкаф Т° 60-70 °С
Контроль качества пайки поверхностно-монтируемых компонентов
Источник
Разработка маршрута технологического процесса
Технологический маршрут определяет последовательность операций и состав технологического оборудования. От того, как построен технологический маршрут, во многом зависят качество детали и эффективность ее изготовления.
Разработка маршрутного технологического процесса является сложной задачей и зависит от конструкции детали, материала, требований к ее качеству, вида заготовки, масштаба выпуска.
При традиционном проектировании маршрута технологического процесса остаются неизвестными величины снимаемых припусков, число рабочих ходов при обработке каждой поверхности детали, режимы обработки, затраты времени. Таким образом, маршрут не дает информации, которая позволила бы на этом этапе проектирования подсчитывать производительность и себестоимость изготовления детали. Вследствие указанного недостатка оценить эффективность технологического процесса становится возможным лишь после проектирования операций, т. е. после полной разработки процесса. Это существенно удлиняет поиск оптимального варианта разрабатываемого технологического процесса и увеличивает трудоемкость проектирования. В то же время установленная маршрутом структура процесса: число и последовательность операций, методы обработки и оборудование — оказывают существенное влияние на стоимость, производительность и, в конечном итоге, на эффективность изготовления детали.
Другим недостатком существующей методики проектирования технологического процесса является отсутствие строгих правил по выбору последовательности обработки поверхностей детали, выбору технологических баз, объединения технологических переходов в операции.
Перечисленные недостатки в значительной степени снижаются при использовании модульного принципа в построении технологического процесса. В этом случае технологический процесс компонуется из МТИ изготовления модулей поверхностей детали. При этом предполагается, что есть банк предварительно разработанных МТИ и варианты МТБ. Типовые МТИ включают величины снимаемых припусков, режимы рабочих ходов, конкретные модели станков, что позволяет иметь достаточно точную оценку затрат времени на обработку МП или МПИ. Таким образом, появляется возможность в первом приближении количественно оценивать по разработанному маршруту ожидаемые себестоимость и производительность процесса изготовления детали.
Разработка маршрута включает: 1) выбор технологических баз и последовательности изготовления МП, МПИ детали; 2) определение заготовительных модулей и технологических переходов; 3) разработку последовательности обработки заготовки; 4) формирование операций.
Определение последовательности изготовления МП, МПИ детали и выбор технологических баз. Это две взаимосвязанные задачи, от решения которых во многом зависит получение заданного качества детали и эффективность процесса ее изготовления.
Наиболее эффективным изготовление детали будет при использовании принципа единства баз, когда от одного комплекта технологических баз (модуля технологических баз МТБ) получают все МП, МПИ детали. Его применение исключает переустановку заготовки, повышая тем самым точность обработки и позволяя воспользоваться одинаковыми приспособлениями на всех операциях технологического процесса. Однако редко удается всю обработку заготовки производить с одной установки от одного МТБ, и тогда приходится выбирать несколько МТБ.
Разработка маршрута начинается с определения последовательности изготовления МП. МПИ детали. При выборе последовательности изготовления МП, МПИ детали решают задачи достижения заданного качества и высокой производительности обработки.
На выбор последовательности изготовления МП, МПИ наибольшее влияние оказывают конструкция и требования к качеству детали, конструкция ее заготовки, а также необходимость смены МТБ, удобство и эффективность изготовления.
В первую очередь следует изготавливать те поверхности, на которых могут обнаружиться литейные пороки (раковины, пустоты), чтобы не затрачивать бесполезно труд на обработку других поверхностей из-за возможного брака детали по дефектам литья. Последовательность изготовления МП, МПИ может быть обусловлена также стремлением обеспечить возможно меньшее число перестановок заготовки по ходу технологического процесса
Необходимость в смене МТБ и их последовательности уже в значительной степени определяет последовательность изготовления МП, МПИ, поскольку они закреплены за соответствующими МТБ.
На последовательность изготовления МП, МПИ существенное влияние оказывает конструкция детали. Например, корпусная деталь имеет несколько сторон, на которых, как правило, располагаются группы МП, МПИ. В таких случаях изготавливают МП, МПИ по группам, расположенным на разных сторонах.
У деталей типа тел вращения часто наблюдается концентричное расположение МП, МПИ, что тоже определяет последовательность их изготовления.
Результаты выбора МТБ и ориентировочной последовательности изготовления МП, МПИ детали записываются в виде схемы. Пусть, к примеру, некоторая деталь содержит модули 1МПИ, 2МПИ, ЗМП, 4МПИ — 7МПИ и др. Тогда к примеру схема примет вид:
1 МТБ 1 МТБ 1 МТБ 2МТБ 2МТБ
Из которой видно, в какой последовательности и от каких технологических баз должны изготавливаться все МП, МПИ детали.
Выбор технологических баз на первой операции. Чтобы приступить к обработке заготовки в соответствии с приведенной выше схемой, базируют заготовку по 1МТБ. Однако 1МТБ и все остальные МТБ являются поверхностями детали, а не поверхностями заготовки, и поэтому перед началом обработки не существуют.
Поэтому, прежде чем изготавливать МП, МПИ детали надо подготовить 1 МТБ, базируя заготовку по ОМТБ. Выбор ОМТБ (комплект технологических баз на первой операции) оказывает большое влияние на эффективность технологического процесса.
Построение технологического процесса должно начинаться с выбора ОМТБ на первой операции по подготовке первого комплекта баз (1МТБ). Первая операция оказывает большое влияние на эффективность технологического процесса, так как решаются две важные задачи: 1) установление связей, определяющих положение МП, МПИ, получающихся после обработки, относительно МП, МПИ, остающихся необработанными; 2) распределение фактически припусков между МП, МПИ, подлежащих обработке.
Правильное решение обеих задач оказывает влияние на количество переходов и операций технологического процесса, его трудоемкость, цикл и себестоимость обработки.
При решении первой задачи обычно руководствуются необходимостью обеспечить выполнение деталью ее служебного назначения при работе в изделии. У ряда деталей их рабочие поверхности (МПР), ввиду сложности формы, часто получают уже при изготовлении заготовки и далее не обрабатываются, в то время как поверхности МПБ, как правило, обрабатываются. Если у таких деталей в результате обработки не будут обеспечены с требуемой точностью положение необрабатываемых МПР относительно соответствующих МПБ, детали не смогут правильно выполнять свое служебное назначение.
Примером (рис. 2.3.11) могут служить лопатки направляющего аппарата гидротурбины, у которых наружная обтекаемая поверхность (перо), выполняющая функцию рабочей поверхности лопатки, обычно только зачищается шлифовальным кругом для получения требуемой шероховатости, обеспечивающей уменьшение гидравлических потерь при обтекании лопаток направляющего аппарата водой. Если в результате обработки не будет установлена требуемая точность расстояний и относительных поворотов между рабочими поверхностями лопаток и их основными базами (МПБ) — поверхностями цапф и торцов, лопатки направляющего аппарата не будут правильно работать. Поэтому при зацентровке цапф лопаток в качестве технологических баз необходимо выбирать рабочую поверхность (МПР) («перо») лопатки.
У некоторых деталей необходимость установления рассматриваемых связей вызывается требованиями:
1) получения равномерности толщины стенки детали с целью обеспечения требуемой прочности или динамической уравновешенности детали (например при изготовлении пустотелых лопаток газовых двигателей, гидравлических цилиндров, блоков автомобильных двигателей и т. д.);
2) обеспечения необходимого зазора между свободными и другими поверхностями двух деталей, располагающихся или перемещающихся на небольшом расстоянии одна от другой при работе в машине.

Рис. 2.3.11. Лопатка направляющего аппарата гидротурбины
При решении второй задачи (распределение припуска) на первой операции руководствуются тремя основными положениями: 1) необходимостью сохранения плотного однородного слоя материала на поверхностях детали, подвергающихся при ее работе в изделии наиболее интенсивному изнашиванию; 2) необходимостью равномерного распределения
припуска на обработку на каждой отдельной поверхности и, в первую очередь, на охватывающих (внутренних) поверхностях (пазов, литых отверстий и т. п.); 3) необходимостью увеличения производительности обработки путем сокращения объема материала, подлежащего удалению в процессе обработки.
Например, при базировании станины токарного станка по первому варианту (рис. 2.3.12, а) погрешности литой заготовки вызовут неравномерный припуск при обработке направляющих станины на операции I. Это приведет к неравномерному качеству поверхностного слоя по длине направляющих и сравнительно быстрой потере их геометрической точности вследствие неравномерного изнашивания по длине. Чтобы устранить этот недостаток, станины обычно отливают направляющими вниз, с целью получения на них наиболее плотного и однородного слоя материала, а обработку станины ведут по второму варианту.
При базировании станины на операции I по второму варианту (по направляющим) (рис. 2.3.12, 6) погрешности заготовки вызовут неравномерность припуска на ножках станины, что не имеет большого значения, так как повышенные требования предъявляются к качеству поверхностного слоя направляющих. На операции 2 станину базируют по ножкам и с направляющих снимают равномерный слой материала, обеспечивая его однородность по всей длине.

Рис. 2.3.12. Схема последовательности обработки станины токарного станка на первых операциях:
А, б — первый и второй варианты соответственно
К обеспечению равномерного распределения припуска стремятся и при обработке охватывающих поверхностей — отверстий, пазов. Это объясняется в первую очередь тем, что для их обработки обычно применяется

Консольный инструмент (оправки, расточные скалки и т. п.), отличающийся низкой жесткостью из-за того, что размеры отверстий и пазов лимитируют их габаритные размеры.
Низкая жесткость инструмента вынуждает снижать режимы обработки, увеличивать число рабочих ходов. Поэтому неравномерность снимаемого припуска приводит к существенному снижению производительности обработки.
Равномерность припуска на поверхностях деталей позволяет: 1) повысить точность обработки на первых операциях и тем самым сократить количество рабочих ходов и переходов; 2) сократить расходы на электроэнергию и амортизацию оборудования, так как можно использовать станки с меньшей мощностью электродвигателя; 3) увеличить производительность обработки на последующих операциях.
При распределении припуска на обработку между несколькими поверхностями, особенно параллельными, следует наибольшую его часть снимать с менее ответственных поверхностей, имеющих, по возможности, и меньшие габаритные размеры. В соответствии с этим, например, при обработке станины токарного станка, показанной на рис. 2.3.12, целесообразно наибольшую часть припуска снимать с поверхностей ножек, отвечающих указанным признакам.
При наличии в заготовке нескольких охватывающих поверхностей равномерность припуска можно достичь только у одной из них. При правильном выборе технологических баз можно в некоторой степени снизить неравномерность припуска и у некоторых из них.
В качестве такого примера на рис. 2.3.13, а показан эскиз заготовки корпусной детали, содержащей три отверстия. Там же приведены три варианта базирования заготовки для подготовки технологических баз (основание и два отверстия), относительно которых будут обработаны все отверстия.
По первой схеме базирования (рис. 2.3.13, б) будет иметь место неравномерность припуска во всех трех отверстиях из-за больших погрешностей у заготовки координирующих размеров осей отверстий и погрешностей их формы. При втором варианте базирования (рис. 2.3.13, в) будет достигнута наилучшая равномерность припуска в отверстии 1, некоторое выравнивание припуска в отверстии 11 и полностью сохранится неравномерность припуска в отверстии III. При третьем варианте базирования (рис. 2.3.13, г) наилучшая равномерность припуска будет во //отверстии, некоторое выравнивание припуска будет в отверстии / и уменьшится неравномерность припуска в отверстии III.
-0-4 ___________ в________ — q-s
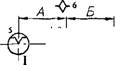
Рис. 2.3.13. Варианты базирования заготовки корпусной детали на первой операции:
А — деталь; б — базирование по плоскостям; в — базирование по двойной направляющей базе отверстия I и двум
Опорным базам; г — базирование по двойной направляющей отверстия П и двум опорным базам
Все перечисленные выше задачи решаются на первой операции путем правильного выбора технологических баз. Выбор технологических баз на первой операции можно рассматривать как процесс «выкраивания» или «разметки» будущей готовой детали из ее заготовки. При небольших масштабах выпуска изделий технологические базы выбирают и материализуют в виде рисок и накернивания при помощи ручной разметки. Пользуясь такими «разметочными» технологическими базами, рабочий определяет положение заготовки на столе станка или рабочем месте.
При увеличении масштаба выпуска ручную разметку заменяют механизированной, осуществляемой с помощью приспособления, упрощающего определение положения обрабатываемого объекта на станке и его фиксацию путем закрепления. Поэтому вопросу правильной разработки конструкции приспособлений для первой операции необходимо уделять должное внимание.
К сожалению, не всегда придается важное значение первой операции, и она рассматривается как операция второстепенная, не заслуживающая должного внимания. Это приводит, с одной стороны, к серьезным ошибкам в выборе схемы
Базирования заготовки на первой операции, а с другой, — к введению в технологический процесс дополнительных операций, необходимых для исправления допущенных ошибок.
После выбора МТБ на первой операции, который обозначается как ОМТБ, уточняется последовательность получения МП, МПИ детали путем ввода этапа получения 1МТБ.
В итоге последовательность получения МП, МПИ приобретает вид:
ОМТБ 1МТБ 1МТБ 1МТБ 2МТБ 2МТБ
Эта последовательность может существенно отличаться от первой, так как от ОМТБ может оказаться целесообразным изготовить и ряд других модулей поверхностей; может измениться и последовательность изготовления других МП, МПИ из-за выбора ОМТБ.
Определение заготовительных модулей и количества технологических переходов для получения каждого МП, МПИ. После определения ориентировочной последовательности изготовления МП, МПИ детали следует определить технологические переходы по изготовлению каждого МП, МПИ и их заготовительные модули. Для этого надо установить величины припусков, которые необходимо снять для получения каждого МП, МПИ. С этой целью надо после выбора ОМТБ на первой операции в контур заготовки вписать контур детали. Тогда разница между ними и будет припуском на изготовление детали, из которого формируются заготовительные модули МПз, МПИз.
Чертеж заготовительного модуля поверхностей (МПз, МПИз) отличается от чертежа его МП, МПИ детали величинами припуска, который должен сниматься с каждой его поверхности одним рабочим ходом инструмента (рис. 2.3.14). Поэтому, чтобы определить МПз, МПИз, надо рассчитать по известной методике величины припусков на каждую поверхность каждого МП, МПИ детали.
МП и МПИ, составляющие деталь, как правило, существенно отличаются друг от друга конструкцией, требованиями к качеству, а потому для их получения потребуется снимать разные величины припусков и тогда разными будут МПз, МПИз. На практике получить заготовку, с которой в одних местах снимается припуск величиной в десятые доли миллиметра, а в других — величиной в несколько миллиметров, как
правило, не представляется возможным или из-за отсутствия соответствующих методов изготовления заготовки, или по экономическим соображениям. Поэтому, обычно фактическая заготовка существенно отличается от той, которая предполагает, что каждый МП, МПИ детали получается путем обработки одного заготовительного модуля поверхностей.
Как правило, многие МП, МПИ получаются в результате многократных обработок. Это означает, что для получения на детали каждого МП или МПИ потребуется обработать несколько МПз или МПИз. Таким образом, в зависимости от конструкции детали, ее МП, МПИ, конструкции заготовки, требований к качеству и др. каждая поверхность МП, МПИ может быть получена за один или в несколько технологических переходов, а потому и с помощью одного или нескольких МТИ.
Разработка МТИ включает определение состава технологических переходов, режимов обработки, последовательности и количества переходов по изготовлению поверхностей МП, МПИ.
Итак, МТИ предусматривает обработку каждой поверхности МП, МПИ только за один рабочий ход. Поэтому, если общий припуск, снимаемый с любой поверхности МП, МПИ, окажется больше величины припуска, подлежащего съему для получения заданного качества поверхности, то такой МП, МПИ потребует нескольких МТИ. Таким образом, зная величины припусков, по каждому МП, МПИ при заданной заготовке можно определить конструкции и число МПз, МПИз по каждому МП, МПИ детали.
Опытный технолог может приблизительно оценить конструкции и количество МПз, МПИз по каждому МП, МПИ детали, но для сведения к минимуму влияния субъективного фактора на разработку маршрута технологического процесса желательно иметь банк МТИ.
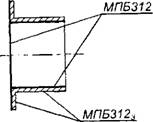
Рис. 2.3.14. Заготовительный модуль модуля Б312
Разработка МТИ начинается с выбора методов обработки каждой поверхности МП, МПИ при заданном качестве, припусках, материала заготовки и масштаба выпуска. При выборе методов обработки следует обеспечивать заданные показатели качества: качество поверхностного
слоя; шероховатость поверхности; точность формы поверхности; точность размера поверхности.
Из всех методов обработки, которые обеспечивают получение заданного качества по всем показателям, следует выбирать тот, который позволяет получить наивысшую производительность с наименьшей себестоимостью.
Выбранный метод обработки должен обеспечить заданное качество МП, МПИ детали при определенных режимах обработки, в состав которых входит и величина снимаемого припуска, что позволяет определить заготовительные МПз, МПИз. Разрабатывая маршрут технологического процесса, надо помнить важную особенность модульного технологического процесса: все поверхности одного МП, МПИ должны изготавливаться на одной операции.
При традиционном проектировании технологических процессов часто получается так, что поверхности, входящие в один МП, МПИ, обрабатываются на разных операциях и от разных технологических баз или в разной последовательности. Например, в условиях единичного и мелкосерийного производств, когда стремятся полностью изготовить деталь на одном-двух станках, каждая поверхность обрабатывается предназначенным для нее инструментом, причем обработка поверхностей одного МП чаще всего производится не друг за другом, а после обработки ряда других поверхностей. Это приводит к накоплению погрешностей обработки относительного положения поверхностей одного МП. В условиях крупносерийного и массового производств часто поверхности одного МП обрабатываются на разных операциях, что тоже приводит к накоплению погрешностей обработки относительного положения поверхностей. Если накопленная погрешность относительного положения поверхностей становится выше допустимой, то для ее устранения в конце технологического процесса вводится дополнительная операция, где одна или несколько из поверхностей МП или МПИ обрабатываются, а другие принимаются за технологические базы.
Изготовление всех поверхностей одного модуля на одной операции, за один установ позволяет избежать накопления погрешностей их относительного положения, а также повысить точность относительного положения самого МП, МПИ, так как за один установ обеспечивается точность всех его координирующих размеров. Если при этом обработка всех поверхностей МП, МПИ осуществляется многоинструментной наладкой, то сократится и число настроек технологической системы. Кроме того, в этом случае упрощаются размерные связи технологического процесса,
что делает их в значительной степени прозрачными и обозримыми, и позволяет легко оценить влияние изменения последовательности обработки МП, МПИ на погрешность обработки.
Итак, имея банк МТИ, зная припуски, подлежащие съему с каждой поверхности каждого МП, МПИ при заданной заготовке, устанавливают количество МПз, МПИз по каждому МП, МПИ.
Если банк МТИ отсутствует, то технолог устанавливает количество МПз, МПИз по каждому МП, МПИ детали, путем определения необходимого числа технологических переходов на каждой поверхности каждого МП, МПИ. При этом в одних случаях конструкция заготовительного модуля может полностью повторять конструкцию МП, МПИ детали, а в других случаях будет отличаться и даже может перейти в другой вид МП, МПИ.
Рассмотрим несколько примеров определения заготовительных модулей. Нарис. 2.3.15 показана стенка корпусной детали, в которой нужно получить модуль Б311, состоящий из торца и отверстия.
Пусть требования к точности торца ниже требований к точности отверстия. Тогда общий припуск с торца будет снят в соответствии с требованиями к точности, например, за один технологический переход, а с отверстия — за два технологических перехода.
На заготовке под изготовление модуля Б311 имеется заготовительный модуль Б311зь полностью повторяющий конструкцию модуля Б311. После его обработки на заготовке получим второй заготовительный модуль Б311з2, но содержащий только отверстие, и более близкий по своим размерным и качественным характеристикам к модулю Б311 детали. После обработки второго заготовительного модуля БЗПзг окончательно получим модуль БЗ 11.
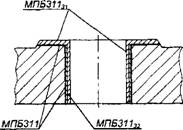
Рис. 2.3.15. Заготовительные модули Б311
Таким образом, модуль Б311з2 конструктивно отличается от модуля Б311, так как содержит только одно отверстие. Отсюда последовательность обработки заготовительных модулей для получения МПБЗ 11 выглядит следующим образом:
БЗ 11 зі —> БЗ 11 з2 —> БЗ 11.
Рассмотрим другой пример. Пусть требуется изготовить в стенке корпуса модуль Б211 (рис. 2.3.16), представляющий собой сочетание торца с резьбовым отверстием.
Поскольку для нарезания резьбы необходимо иметь в корпусе отверстие, то заготовительный модуль перед получением Б211 будет БЗІІЗ]. С учетом этого технология изготовления модуля Б211 включает сначала изготовление Б311з2 из Б311 з і.
Поскольку отверстие в заготовке отсутствует, то первым заготовительным модулем будет БЗІІЗі с торцом и отверстием с диаметральным размером d = 0.
После обработки Б31ІЗ! получим второй заготовительный модуль БЗ 1132- Если принять средний уровень точности изготавливаемого Б211, то торец достаточно обработать еще один раз.
Таким образом, после обработки БЗ 11 з2 будет окончательно получен торец модуля Б211, а третий заготовительный модуль Б311з3 будет представлять собой только отверстие под нарезку резьбы. После обработки модуля БЗ 11з3 получим модуль Б211 детали.
Из изложенного видно, что под изготовление модуля Б211 его заготовительные модули имеют другую конструкцию.
Итак, после определения МПз, МПИз для получения каждого МП, МПИ детали будет определена последовательность обработки заготовки:
1МПИ — ЗМП — 7МПИ — 2МП — 4МПИ — и т. д.
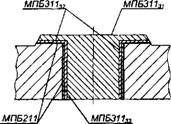
Рис. 2.3.16. Заготовительные модули Б211
МПИз2 ЗМПз, 7МПИз3 2МПз2 4МПИз2
ІМПИз, 7МПИз2 2МПз, 4МПИз, 7МПИз,
Определение маршрута обработки заготовки и формирование операций. Задача состоит в том, чтобы установить последовательность
всех МТИ по обработке заготовительных модулей для получения всех МП, МГ1И детали. Отметим, что технологический процесс содержит не только МТИ обработки МПз. МПИз, но и технологические переходы, связанные с подготовкой технологических баз и термообработкой.
Приняв за основу выбранную последовательность изготовления всех МП, МГ1И, на следующем этапом в разработке маршрута технологического процесса определяют маршрут обработки заготовки. Она включает обработку заготовительных модулей, подготовку технологических баз, разделение обработки на предварительную и окончательную, включение термообработки, если она предусматривается.
Разделение обработки заготовки на предварительную и окончательную в первую очередь касается изготовления МП, МПИ. отличающихся высокими требованиями к качеству поверхностей и геометрической точности. Это означает, что если для получения МП, МПИ детали надо обработать три или четыре МПИз, то осуществлять это на одной операции, как правило, не рекомендуется.
Если необходима термообработка, то, во-первых, ее надо включать на соответствующем этапе обработки заготовки и, во-вторых, это приводит, как правило, к необходимости в последующей дополнительной операции, связанной с устранением погрешностей, которые обусловлены собственными деформациями заготовки, возникшими в результате термообработки. В первую очередь приходится исправлять МТБ, которые уже использовались и будут использоваться в дальнейшем.
С учетом указанных факторов уточняется последовательность обработки заготовки, включающая обработку всех МПз и МПИз. Тогда маршрут обработки заготовки примет следующий вид:
2МПз, 4МПИЗ| 2МПзі 4МПИз?

Где в рамке указывается окончательно полученный МП или МПИ детали в результате обработки заготовки.
Как следует из приведенной схемы последовательности обработки заготовки до получения готовой детали, каждая позиция состоит из трех уровней. На верхнем уровне указан модуль технологических баз, на втором уровне — заготовительный модуль поверхностей, подлежащий обработке, на третьем уровне — модуль поверхностей, который получается в результате обработки, который может быть или следующим заготовительным модулем, или готовым модулем поверхностей детали.
Как следует из схемы, на первой позиции подготавливается комплект технологических баз 1МТБ, заготовительным модулем которого являются поверхности заготовки, а технологическими базами — ОМТБ. На второй и третьей позициях подвергаются обработке два заготовительных модуля ІМПИз2, ІМПИзі от 1МТБ. на четвертой, пятой и шестой позициях от того же комплекта баз обрабатываются заготовительные модули ЗМП и 7МПИ, при этом на позициях третьей и четвертой окончательно получают 1МПИ и ЗМП детали (выделено рамками). Далее на седьмой и восьмой позициях обрабатываются заготовительные модули 2МП и 4МПИ от 2МТБ, в качестве которого используется полученный на четвертой позиции ЗМП.
Затем следует операция термической обработки, после которой на десятой позиции вторично обрабатывается комплект технологических баз 2МТБ, являющийся в данном случае заготовительным; это делается для устранения погрешностей 2МТБ, возникших в результате термической обработки заготовки. После обработки 2МТБ получают комплект технологических баз — 2МТБ. От него на позициях 11, 12 и 13 окончательно получают модули 2МП, 4МП и 7МПИ.
На практике возможны разные варианты последовательности изготовления одной и той же детали. Эта многовариантность является результатом влияния большого числа факторов на эффективность изготовления детали таких, как размер серии, наличие технологического оборудования, разнообразие режущего инструмента, удобство установки заготовки, организационные факторы и др.
Определение последовательности обработки заготовки носит в значительной степени творческий характер: технолог должен выбрать такой вариант, чтобы, с одной стороны, можно было наиболее эффективно снять весь припуск при заданном качестве, а с другой стороны, — максимально использовать имеющиеся технологические средства при минимальной необходимости создания новых, но при обязательном соблюдении принципов построения модульных технологических процессов.
На основании полученного маршрута обработки заготовки МТИ объединяют в операции и таким образом получают маршрут модульного технологического процесса.
Отличием построения маршрута модульного технологического процесса является формирование операций из одного или нескольких МТИ под изготовление МП, МПИ, а не отдельных поверхностей. На одной операции может обрабатываться один или несколько МПз, МПИз одного или нескольких наименований МП, МПИ с помощью соответствующих МТИ. На объединение модулей поверхностей, изготавливаемых на одной операции, важное влияние оказывают: требования к качеству и производительности обработки, методы обработки, тип производства, масса и габариты заготовки, ее конструктивные особенности, технологические и технические характеристики станка. Разные требования к качеству МП, МПИ требуют разных методов их обработки, МТИ, а в ряде случаев и разных станков; все это приводит к разным операциям.
Большое влияние на формирование операций оказывают требования к точности обработки и, в первую очередь, требования к точности относительного положения МП, МПИ. Высокие требования к точности размеров, формы, шероховатости поверхностей МП, МПИ требуют высокоточного оборудования и выделение их МТИ в отдельные операции.
Высокие требования к точности относительного положения, например, двух модулей поверхностей, требуют оценки погрешности установки заготовки на технологической системе. Если погрешность установки окажется больше заданной точности относительного положения модулей, то надо в операцию включить изготовление обоих модулей.
На формирование операций оказывают влияние масса и габариты детали. Крупные детали с большой массой целесообразно обрабатывать с минимумом перестановок, поэтому маршрут должен быть коротким, иначе будут необоснованно высокими затраты времени и труда на передачу заготовки от станка к станку, увеличится влияние погрешности установки на точность обработки. Обработка деталей небольших размеров характеризуется малыми затратами времени, поэтому при разработке маршрута следует стремиться тоже к меньшему числу операций, так как затраты времени на передачу заготовки от станка к станку могут превышать время обработки заготовки на станке. Однако следует помнить, что с уменьшением числа операций снижается уровень специализации рабочих мест.
На формирование операций оказывает большое влияние вид производства. Формирование операций в условиях поточного производства должно быть подчинено получению затрат времени на каждую операцию, равных или кратных такту.
В массовом и крупносерийном производствах рекомендуется высокая концентрация технологических переходов на одной операции; это должно обеспечиваться за счет обработки на операции нескольких МПз, МПИз.
Существенное влияние на формирование операций оказывают условия, в которых выполняется технологический процесс. Если технологический процесс разрабатывается для действующего завода, при формировании операции учитывают имеющееся на заводе оборудование, перспективы модернизации оборудования. При разработке технологического процесса для нового завода задача формирования операции решается из условий применения современных средств.
На формирование операции оказывают влияние организация и система планирования производства, и ряд других факторов.
При формировании маршрута в единичном и мелкосерийном производстве желательно разрабатывать по несколько вариантов маршрута, сохранив содержание операций и изменяя только их последовательность. Эти варианты помогут впоследствии изменять в случае необходимости маршрут движения заготовки от одного рабочего места к другому, придавая процессу гибкость и обеспечивая его лучшие технико-экономические показатели.
Принимая во внимание изложенное и полученную схему обработки заготовки, МТИ объединяются в группы, образуя операции. При этом должно выполняться условие, что у каждого МТИ, включенного в группу, МТБ является общим. В итоге будет получен маршрут изготовления детали, из которого видно, — какие МП, МПИ изготавливаются на операциях, по каким МТИ, а также перечень и последовательность операций и тип оборудования для осуществления каждой операции.
Источник



