- Концевая разделка силового кабеля
- Производство работ и инструменты для разделки кабеля
- Разделка кабеля и применяемый инструмент
- Особенности разделки кабелей с бумажной изоляцией
- Разделка кабеля с бумажной изоляцией
- Наборы инструментов для работы с кабелями
- Разнообразие кабелей – большой выбор инструмента
- Специальные инструменты для монтажа кабельных соединений
- Инструменты для прокладки кабеля
- Концевые заделки кабелей
Концевая разделка силового кабеля
Производство работ и инструменты для разделки кабеля
Любые работы по прокладке и монтажу кабельных сетей начинаются с подготовки окончаний кабеля к обжиму соединителей, установки кабельных муфт или заделок. Эту важную подготовительную операцию называют разделкой. Разделка кабеля – это последовательность операций по удалению общего защитного покрытия и изоляционных оболочек с окончаний отдельных проводников. Так как силовые кабеля обычно защищены многослойной изоляцией и броней, снятие которых требует значительных усилий, велика опасность повреждения проводов внутри кабеля.
Ответственным этапом является определение и разметка границ будущей разделки. Длина отрезка кабеля, на которой нужно будет снять все защитные покрытия и изоляцию, определяется конструкцией кабеля, сечением токоведущих жил, параметрами электрической сети, и зависит от типа устанавливаемых контактных окончаний и соединителей.
Все необходимые сведения по определению границ разделки приведены в технической документации.
Разделка кабеля и применяемый инструмент
Перед тем, как монтировать муфты, выполнять заделку, производится операция разделки концов провода. Процедура требует специальных инструментов, знаний, соответствовать требованиям и стандартам. При проведении работы важно сохранить отрезки такой длины, которая соответствует конструкции муфты. Разделка кабеля нужна для лучшей передачи сигнала, закрепления провода и запуска в работу механизма.
Инструмент, применяемый для разделки кабеля: выбор за вами
Применение наборов, приспособлений, специального инструмента облегчает процедуру разделки провода. В магазинах несложно найти подобранные комплекты, где уже подобран инструмент, применяемый для разделки кабеля. Что он в себя включает:
- Стрипперы, подходят:- для внешней изоляционной оболочки с продольными, поперечными и спиралевидными срезами;- одиночные (для жил);- для автоматической зачистки концов;- это простые приборы, предназначенные для быстрого снятия изоляции, зачистки и обрезки провода;
- Ножницы – универсальный прибор для разрезания;
- Специальные ножи для разделки кабеля:- имеют закругленный или острый конец;- выполнены из специальной стали особой прочности;- снабжены нескользящей ручкой;- защитный кожух защищает ножи от затупления;- множество вариантов лезвий позволяет быстро выбрать нужное.
Подбор нужного оснащения зависит от сложности выполняемых задач. Для производственных объемов при разделке концов провода применяются разделочные станки, обжимные механизмы и секторные ножницы для резки кабеля.
Разделка кабеля инструментами: возможности выбора
Купить инструмент, применяемый для разделки кабеля можно в любом хозяйственном магазине или на строительном рынке. Обращая внимание на качество товара, не стоит забывать о предполагаемой сложности работы. Если речь идет о бытовом ремонте, то вполне хватает хорошего специального ножа для разделки кабеля.
Функционал прибора – огромен. Приобретая складные ножи с вариантами лезвия, вы всегда подберете нужный на каждую операцию. С его помощью можно быстро и последовательно снять все покровы, оболочку, экран и изоляцию.
Приобретая оснащение и приборы, рассмотрите, как они работают с разными направлениями резки. Поперечное направление имеет один вариант, но рассечение вдоль провода может быть как прямым, косым, так и спиральным. Вариант выбора зависит от прилегания и расположения металлической оплетки, от того, какого типа изоляция намотана на проводе.
Жесткий изоляционный покров можно резать в любом направлении, но вот мягкую – только вдоль оснастки, иначе она вывернется, и нож просто повредит кабельные жилы. Поперечную обрезку мягкого материала изоляции стоит выполнять только после продольного подрезания и полного отделения ее от проводов.
Еще один момент, который важно учитывать при выборе инструмента – разрезание (деление) проводов в промежуточной точке. Для этого нужно выбирать только самые лучшие ножи. Если в концевых кабельных работах можно просто отрезать испорченные куски, то с серединой провода такого не получится.
Стрипперы, ножницы или ножи – любой инструмент должен быть не только острым, но качественным, прочным и удобным. Тогда вся работа будет выполнена отлично и в полном соответствии с вашими планами.
Особенности разделки кабелей с бумажной изоляцией
Чтобы качественно выполнить работы по разделке и монтажу кабелей, в которых используется бумажная изоляция, нужно убедиться, что изоляция не подмокла. Если это произошло, замокший конец кабеля нужно отрезать. Определив место, куда будет накладываться первый бандаж, подматывают туда смоляную ленту и при помощи специального инструмента – клетневки, которая облегчает производство этих работ, накладывают проволочный бандаж.
Зафиксировав концы проволоки скруткой при помощи плоскогубцев, разматывают наружный слой изоляции. Его не срезают, так как этот слой можно будет потом использовать, чтобы защитить установленные муфты от коррозии. Второй бандаж устанавливают, отступив от первого не более 70 мм, и надрезают верхнюю и нижнюю ленты брони. Обычно для этой операции используют ножовку по металлу или специальную бронерезку.
После того, как будет удалена броня, можно приступать к дальнейшим операциям по разделке кабеля. Оставшаяся часть оболочки кабеля из битумной бумаги легко удаляется после прогрева паяльной лампой или пропановой горелкой. Чтобы произвести зачистку жил, нужно аккуратно сделать кольцевой надрез на каждом из проводов. Если под рукой нет специального ножа с регулировкой глубины реза, можно использовать и обычный монтерский нож.
Разделка кабеля с бумажной изоляцией
Дата: 13 апреля, 2012 | Рубрика: Прочая Информация Метки: асбл 3х120, сип 3 3 70
Этот материал подготовлен специалистами . Нужен электромонтаж или электроизмерения? Звоните нам!
Разделка кабеля, у которого бумажная изоляция, начинается примерно так же, как и у провода сип 3 3 70 (посмотреть можно по ссылке https://www.viktan.ru/catalog/sip-2/) — изначально определяются размеры разделывания при помощи кабельной линейки, либо же с применением специальной таблицы, произведя оцинкованной стальной бандаж из вязальной проволоки. Материал для покрова после работ не удаляется, а наматывается на тот участок, который не разделывается, — для его последующего применения для монтажа муфт.

От начального бандажа на расстоянии Б накладывается на броню стальной проволочный бандаж, при этом обхватывая броню двумя руками (надев специальные рукавицы), несколько ослабить натяжение ленты и её подушки с усилием, которое должно быть направленно навстречу навивке. Броню следует надрезать по краю кромки второго бандажа с помощью бронерезки, а потом вручную размотать и удалить.
Ленту брони подушки аналогично производят размотку и обрезают по бандажной кромке. Если усилена подушка, изготовленная из состава битума, пластмассовой ленты, крепированной бумаги или шлангов (полиэтилен) на герметической основе, то слои эти последовательно ликвидируют. Сначала промывают трансформаторным корящим маслом, температура которого 40-50°С, после чего происходит размотка и удаление платмассовых лент асбл 3х120. Далее следует надрезать продольным образом и снять шланг, срезая его по самой кромке бандажа. Быстрым огнем горелки нужно легонько прогреть и снять крепированную бумагу, — а удалить её при помощи тряпок, смоченных бензином.
Для того, чтобы удалить гладкую алюминиевую оболочку, режущий ролик ножа следует повернуть на сорок пять градусов относительно его положения к кольцевым надрезам. После чего укрепить нож на самом кабеле, и произвести винтовой надрез, начиная от второго надреза кольца и до конца провода. Сжимать оболочку нужно от конца кабеля, а надрывать её следует по линии винтового надреза с использованием пассатижей.
Далее следует размотать и оборвать черную полупроводящую бумагу (по бандажной кромке) с изоляции поясной, и только после этого – удалить бумагу кабельную, которая служит главной изоляцией у кабеля высокого напряжения.
Перед разводкой и изгибанием жил нужно сначала проверить, одета ли на кабеле заготовка муфты или воронки, а на концы изоляционного материала наложить бандаж из ниток. Для процесса изгибания жил можно применить шаблон. Следует так же помнить, что радиус совершенно любого изгиба не должен быть меньше, чем десять диаметров соединяемых жил.
Прочая и полезная информация
Прочая и полезная информация
Наборы инструментов для работы с кабелями
Чтобы облегчить монтаж и демонтаж кабеля, повысить производительность и качество работ по разделке окончаний и удалению изоляции, рекомендуется использовать инструменты из специальных или универсальных наборов. Ни один из них не может в полной мере соответствовать характеру работ, выполняемых конкретным специалистом, но содержимое набора без проблем можно дополнить несколькими самыми необходимыми инструментами.
В набор для разделки кабелей с изоляцией на основе бумаги обычно входят:
- универсальные ножи для снятия изоляции;
- валек;
- специальные ножи для удаления оболочек из свинца и алюминия;
- разбортовка;
- пропановая горелка.
В наборе для работ с кабелями в пластмассовой изоляции должны присутствовать:
- ножи для пластмассы;
- устройство для сваривания ПВХ материалов;
- горелки и подогреватели;
- термоусаживающиеся изоляционные материалы;
- универсальные съемники изоляции.
Очень полезно иметь в наборе инструментов для любых видов работ стриппер. Это комбинированный инструмент для снятия изоляции, реза жил и выполнения некоторых других операций – в зависимости от исполнения и особенностей конкретной модели. При помощи стриппера можно без особого труда перекусывать провода с сечением жилы до 6 мм.
Разнообразие кабелей – большой выбор инструмента
Решив заняться в доме ремонтом, вы замечаете, что проводка уже очень старая, кабели греются, а пробки или автоматы постоянно выбивает. После этого принимается решение – заменить всю электропроводку в доме или квартире. Что понадобится из инструментов? Это бытовые плоскогубцы, бокорезы, или, как их ещё называют, кусачки, рулетка и отвертки различных размеров. Хотелось бы остановить внимание на том, что же представляют собой кусачки.
На самом деле, эти инструменты можно использовать не только в электропроводке, но и в других работах, например, в зависимости от размера и формы, ими можно даже перекусывать арматуру до 6 мм. Как выглядят обычные бокорезы электрика? Это две части, каждая из которых состоит из ручки и заточенного внутрь края. Их соединение происходит в центре через специальное отверстие с помощью заклепки из прочного материала. Их цель – опять же, в зависимости от того, маленькие они или большие – перекусывать кабель или отдельные жилы, а также проволоку тонкого сечения.
Например, обычным инструментом можно работать с сечением около 3х1,5. Больший кабель может уже не поддаться обработке, или же его необходимо будет разрезать по частям. В то же время есть и такие кусачки, которыми будет легко разрезать даже высоковольтный кабель толстого сечения. Если действие первого вида кусачек можно сравнить с принципом работы ножниц, то рабочая часть вторых чем-то напоминает ковш экскаватора. Таким инструментом пользуются возле арматурного узла, где собираются каркасы и сетки путем крепления стыков вязальной проволокой, а не сваркой. В таком случае ими очень удобно разрезать эту проволоку на ровные отрезки, которые понадобятся для связывания арматуры.
Одним словом, покупая инструмент, выбираем, для чего он нам нужен, ведь от этого зависит конструкция и его цена. Болторез также можно отнести к кусачкам, называемым также арматурными кусачками или штифторезом. Этот полезный инструмент предназначен для того, чтобы производить резку, или, говоря иначе, перекусывание пруткового металла. Чаще всего используется вариант, которым можно работать, если необходимо порезать металл, толщиной до 1 см.
Специальные инструменты для монтажа кабельных соединений
В перечень инструментов, необходимых для производства монтажных работ, входят пресс-клещи. Большинство модификаций этого инструмента оборудовано съемными лезвиями, что позволяет производить работы с кабелями различных типов.
Удаление изоляции и обрезка токоведущей жилы даже большого диаметра теперь может быть произведено одним инструментов и одним движение руки монтера.
Чтобы произвести обжим проводов, достаточно после операции снятия изоляции, которая также выполняется одним движением, вставить провод в нужный разъем и поместить его в соответствующее гнездо инструмента.
После этого остается несколько раз с достаточным усилием сжать рукоятки.
Инструменты для прокладки кабеля
Чтобы облегчить работы при прокладке кабельных линий, особенно в труднодоступных местах и каналах, используются различные приспособления для захвата и фиксации кабеля. Работа многих приспособлений основана на принципе петли, которая затягивается на кабеле при натяжении троса.
Чтобы протянуть кабель в ограниченном пространстве трубы или узкого прохода, используют специальные зажимы. Конец кабеля надежно фиксируется в зажиме, а к крепежному кольцу привязывают трос.
Во время протяжки усилие лебедки, которая обеспечивает движение кабеля, нужно контролировать. Для этого лебедку следует оборудовать динамометром.
Если усилие протяжки будет близко к критичному значению, что угрожает обрывом кабеля или повреждением токоведущих жил внутри его, лебедку нужно остановить. Продолжить процесс протяжки можно будет лишь после того, как удастся выяснить и устранить причину остановки.
Источник
Концевые заделки кабелей
 Концевая заделка осуществляется для герметизации кабеля в непосредственной близости от места присоединения его токопроводящих жил к аппаратам, шинопроводам распределительных устройств и другим элементам электроустановки.
Концевая заделка осуществляется для герметизации кабеля в непосредственной близости от места присоединения его токопроводящих жил к аппаратам, шинопроводам распределительных устройств и другим элементам электроустановки.
В настоящее время применяют следующие виды концевой заделки кабелей на напряжение до 10 кВ: в стальной воронке, резиновой перчатке, эпоксидные, а также из поливинилхлоридных лент.
Концевая заделка кабелей в стальных воронках (типовое обозначение КВБ) до настоящего времени широко используется для электрооустановок с напряжением до 10 кВ, располагаемых в сухих отапливаемых и неотапливаемых помещениях. Такая заделка может быть трех исполнений:
КВБм — с овальной малогабаритной воронкой, не имеющей крышки и монтируемой без фарфоровых втулок,
КВБк — с круглой воронкой, на выходе которой жилы кабеля располагаются по вершинам равностороннего треугольника (под углом 120°),
КВБо — с овальной воронкой, на выходе которой токопроводящие жилы кабеля располагаются в один ряд.
Заделки КВБо и КВБк применяются для оконцовки кабелей, рассчитанных на напряжение до 10 кВ, с токопроводящими жилами любых сечений, при оконцовке кабелей на напряжения 3, 6 и 10 кВ воронку монтируют с крышкой и фарфоровыми втулками, а при оконцовке кабелей на напряжение до 1 кВ — без крышки и втулок.
Заделку концов кабелей в стальной воронке используют чаще всего потому, что материалы, необходимые для изготовления и заливки воронок, всегда имеются в любом электрохозяйстве. Для заделки трехжильных кабелей на напряжение до 1 кВ с сечением до 3 х 120 мм2 и четырехжильных кабелей с сечением до 4 х 95 мм2 применяются преимущественно овальные малогабаритные стальные воронки КВБм. Заделку производят в следующем порядке.
Подлежащую монтажу стальную воронку очищают от грязи, надевают на кабель (рис. 1, а) и сдвигают по нему (предварительно обмотав его бумагой для предохранения воронки от загрязнения). Выполнив разделку конца кабеля, разогревают массу марки МП-1 до 120. 130 °С и тщательно прошпаривают разделанный участок.
Изолируют жилы липкой поливинилхлоридной лентой (рис. 1, б), накладывая ее с полуперекрытием витков. Надвигают воронку на разделанный конец кабеля (рис. 1, в), разводят в ней жилы. Затем, отметив место расположения на кабеле горловины воронки, ее вновь сдвигают.
Далее, прикрепив проволочным бандажом провод заземления к оболочке и броне кабеля, припаивают его (рис. 1, г. е). Удалив оставшийся кольцевой поясок над изоляцией, а затем на броне кабеля (в месте, где должна находиться горловина воронки), подматывают конусообразно несколько слоев смоляной ленты (рис. 1, ж) для более плотной насадки горловины воронки.
Через середину подмотки (после 3. 4 слоев) пропускают провод заземления. Воронку надвигают на место, с усилием насаживая на подмотку, и закрепляют на конструкции вертикально хомутами, к которым затем крепят провод заземления (рис. 1, з).
К концам жил кабеля припаивают или приваривают наконечники, выгибают жилы кабеля так, чтобы они были отдалены друг от друга и от стенок воронки на равные расстояния, а затем, подогревая воронку до 35. 50 °С, заливают ее горячей кабельной массой. По мере остывания и усадки кабельную массу в воронку доливают так, чтобы ее окончательный уровень был ниже края воронки не более чем на 10 мм.
Для предохранения от коррозии воронку, хомут и поддерживающую конструкцию окрашивают эмалевой краской. Воронку маркируют, указывая на ней номер и сечение кабеля.
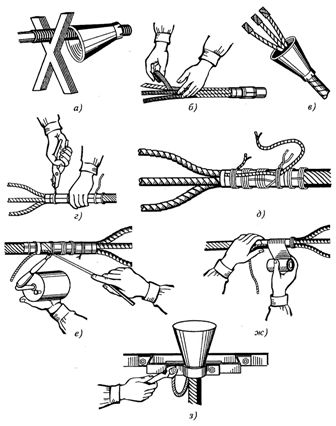
Рис. 1. Последовательность операций (а. з) заделки кабеля в стальной воронке
Концевая заделка кабелей в резиновые перчатки (типовое обозначение КВР) допускается в помещениях с нормальной средой при разности уровней расположения концов кабелей не более 10 м и применяется для трехжильных кабелей, рассчитанных на напряжение до 1 кВ, с сечением жил до 240 мм2 и четырехжильных кабелей с сечением жил до 185 мм2. Резиновые перчатки изготавливаются из найритовой резины марки ПЛ-118-11.
Выполнив разделку конца кабеля, монтаж заделки КВР (рис. 2) производят в следующем порядке. Сначала на разделанные жилы 4 кабеля накладывают вразбежку несколько слоев подмотки 2 из липкой поливинилхлоридной ленты для закрепления бумажной изоляции и скругления ее острых краев с целью облегчения их прохождения через трубки 3 и отростки (пальцы) 14 перчатки.
Отгибают плоскогубцами в несколько приемов корпус (тело) 75 перчатки по всей окружности на участке, равном приблизительно ширине хомута 6 (25. 30 мм в зависимости от типоразмера перчатки).
Участок оболочки 9 кабеля между двумя кольцевыми надрезами удаляют и на оголенный участок поясной изоляции 12 накладывают бандаж 13 из суровых ниток, затем создают шероховатость на, отогнутом участке корпуса 15 перчатки, для чего, протерев его тряпкой, смоченной в бензине, обрабатывают драчевым напильником или щеткой из кардоленты. Участок оболочки, на который будет, приклеена перчатка, зачищают до блеска, а затем протирают тряпкой, смоченной бензином.
Далее покрывают тонким слоем клея № 88Н отогнутую часть корпуса перчатки и участок оболочки. Если диаметр оболочки меньше внутреннего диаметра перчатки, на оболочку наматывают ленту из маслостойкой резины, каждый слой которой тоже промазывают клеем. Через 5. 7 мин, необходимых для подсыхания клея, загибают корпус перчатки на подмотку из ленты. Глубина насадки перчатки на оболочку Е должна быть 30. 35 мм.
Закрепляют корпус перчатки на оболочке специальным хомутом или двумя бандажами из четырех витков медной или мягкой стальной оцинкованной проволоки диаметром 1 мм (предварительно намотав на корпус в местах их установки два слоя прорезиненной ленты).
Перевязав временно хлопчатобумажной или прорезиненной лентой резиновые трубки непосредственно у перчатки, чтобы предохранить поясную бумажную изоляцию от повреждений, разводят и выгибают жилы кабеля.
Отгибают концы трубок, изолирующих жилы, на участке, равном длине трубочной части наконечника 1 плюс 8 мм, подготавливая таким образом жилы кабеля для оконцовки. Чтобы облегчить отгибание трубок, наружные поверхности этих участков сма¬тывают вазелином или смазочным маслом.
Напрессовывают, наваривают или напаивают наконечники на концы токопроводящих жил, а затем протирают их цилиндрическую (трубчатую) часть тряпкой, смоченной бензином.
Придают драчевым напильником или стальной щеткой шероховатость отогнутой части трубки, предварительно протерев ее тряпкой, смоченной бензином, а затем наносят на нее тонкий слой клея № 88Н.
Закладывают валики, смотанные из маслостойкой резиновой ленты и промазанные клеем № 88Н, в лунки наконечников, образованные при опрессовке способом местного вдавливания. Если диаметр цилиндрической части наконечника меньше внутреннего диаметра трубки, т. е. между ними есть зазор, на наконечник наматывают столько слоев маслостойкой резины, предварительно протертой бензином и промазанной клеем № 88Н, сколько необходимо для ее полного устранения. Для уплотнения отворачивают трубку на цилиндрическую часть наконечника.
Уплотнение можно произвести и с помощью приклеивания отрезка трубки такой длины, чтобы он полностью покрывал цилиндрическую часть наконечника и заходил на основную трубку на расстояние, равное двум ее диаметрам. При этом склеиваемым поверхностям трубок (основной и отрезка) сначала придают шероховатость, протирают их тряпками, смоченными бензином, покрывают клеем № 88Н и дают высохнуть. Затем на внутреннюю поверхность отрезка трубки повторно наносят толстый слой клея № 88Н и сразу насаживают его на наконечник.
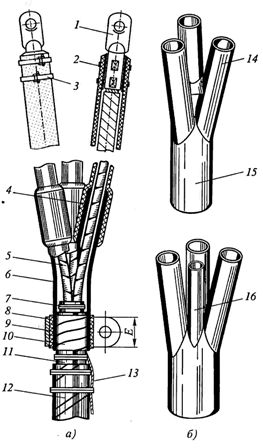
Рис. 2. Конструкция заделки КВР (а) и вид резиновых перчаток для трехжильных и четырехжильных кабелей (б): 1 — наконечник, 2, 11 — подмотки из поливинилхлоридной ленты, 3 — резиновая трубка из найрита, 4— жила кабеля, 5— перчатка, 6 — хомут, 7— провод заземления, 8 — броня, 9 — оболочка кабеля, 10— уплотнение маслостойкой резиновой лентой, 12 — поясная изоляция, 13 — бандаж, 14 — палец перчатки, 15 — тело перчатки, 16 — отросток для четвертой жилы четырехжильного кабеля
При оконцовке жил сваркой с применением литых наконечников марки ЛА на оголенный участок жилы подматывают ленту из маслостойкой резины с переходом ее витков на наконечник и изоляцию жил. Допускается также уплотнение этой подмотки сплошным бандажом из крученого шпагата диаметром 1,5. 2 мм, который затем покрывают асфальтовым лаком.
Наиболее распространенные способы уплотнения резиновых трубок на наконечниках показаны на рис. 3. Резиновые трубки 1 закрепляют на корпусе наконечника специальным бандажом 3 или четырьмя витками медной проволоки диаметром 1 мм.
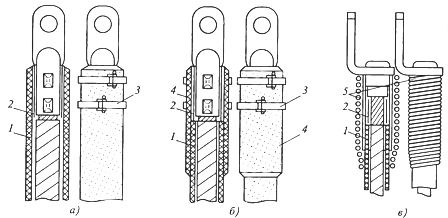
Рис. 3. Способы уплотнения резиновых трубок на алюминиевом наконечнике: а — с предварительным отворачиванием трубки, б — с помощью отрезка трубки, в — крученым шпагатом на литом наконечнике, 1 — резиновая трубка, 2 — подмотка лентой из маслостойкой резины, 3, 5 — бандажи из стальной полоски и шпагата, 4 — муфточки из резиновой трубки
Концевая заделка кабелей эпоксидным компаундом отличается простотой исполнения, надежностью, высокой электрической и механической прочностью, безопасностью и термостойкостью (рабочая температура такой заделки от -50 до +90 °С).
Она имеет общее типовое обозначение КВЭ и применяется для оконцовки силовых кабелей, рассчитанных на напряжение до 10 кВ и используемых внутри любых помещений, а также в наружных электроустановках при условии защиты от непосредственного воздействия атмосферных осадков и солнечных лучей.
Корпус эпоксидной заделки образуется после застывания эпоксидного компаунда, залитого в коническую форму, временно надеваемую на конец кабеля.
Заделка с эпоксидным корпусом (рис. 4) может быть следующих исполнений:
КВЭн — с трубками из найритовой резины на жилах для применения в сухих помещениях,
КВЭд — с двухслойными (нижний слой из поливинилхлорида, верхний из полиэтилена) трубками на жилах для применения в сырых помещениях и районах с тропическим и субтропическим климатом,
КВЭп — с выводом из корпуса изолированных проводов, припаянных внутри к многопроволочным жилам кабеля, рассчитанного на напряжение до 1 кВ, для применения в сырых помещениях и районах с тропическим и субтропическим климатом,
КВЭз — с трубками из найритовой резины на однопроволочных жилах кабелей, рассчитанных на напряжение до 1 кВ, и устройством «замков» внутри корпуса для использования в сырых помещениях и районах с тропическим и субтропическим климатом.
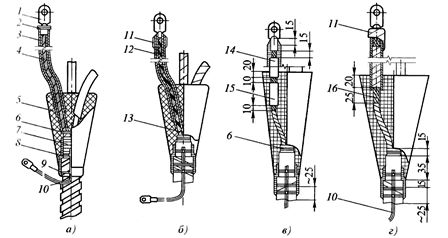
Рис. 4. Концевая эпоксидная заделка кабелей различного исполнения: а — КВЭн, б — КВЭд, в — КВЭп, г — КВЭз, 1 — наконечник, 2 — бандаж или хомут, 3 — трубка из найритовой резины, 4 — токопроводяшая жила в заводской изоляции, 5 — корпус из эпоксидного компаунда, 6 — бандаж из суровых ниток на поясной изоляции, 7 — оболочка кабеля, 8 — двухслойная подмотка, 9 — проволочный бандаж провода заземления, 10 — провод заземления, 11 — подмотка из хлопчатобумажной ленты с промазкой эпоксидным компаундом, 12 — двухслойная трубка, 13 — изолированный провод, 14 — место соединения жил пайкой, 15 — подмотка из липкой поливинилхлоридной ленты, 16 — оголенный участок жилы
Помимо перечисленных применяются также заделки КВЭо без эпоксидного отлитого корпуса, а с подмоткой из хлопчатобумажных лент, склеиваемых эпоксидным компаундом, они предназначены для концевой заделки одножильных кабелей, рассчитанных на напряжение до 1 кВ, при тех же условиях, что и заделки КВЭн и КВЭд.
К монтажу заделок приступают после разделки кабеля, выполняемой в соответствии с общими указаниями. Размеры разделок кабеля для заделок КВЭп и КВЭз определяются с использованием рис. 5 и табл. 1.
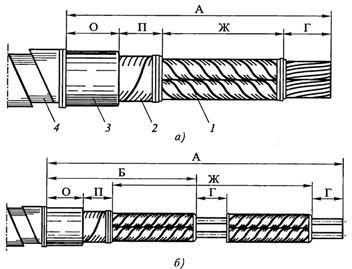
Рис. 5. Разделка кабеля для монтажа заделок КВЭп (а) и КВЭз (б): 1 — жила в заводской изоляции, 2 — поясная изоляция, 3 — оболочка, 4 — броня кабеля
Особенность заделки КВЭп состоит в том, что из нее выходят не токопроводящие жилы кабеля, а присоединенные к ним отрезки изолированного провода. Выполняется она следующим образом. Подбирают отрезок изолированного провода требуемой длины с сечением, соответствующим сечению жилы кабеля, зачищают его концы, подготавливая для присоединения одного из них к жиле кабеля, а другого — к наконечнику.
Таблица 1 Размеры разделок кабелей для монтажа заделок КВЭп и КВЭз
| Типоразмер заделки | Размеры отрезков разделки, мм (см. рис. 5) | ||||
| А | О | П | Г | Б | |
| КВЭп-1, КВЭп-2 | 170 | 35 | 20 | 40 | — |
| КВЭп-3, КВЭп-4 | 210 | 50 | 20 | 45 | — |
| КВЭп-5, КВЭп-6 | 240 | 50 | 20 | 50 | — |
| КВЭп-7 | 245 | 50 | 20 | 35 | — |
| КВЭз-1 | Ж+55 | 35 | 20 | — | 90 |
| КВЭз-2, КВЭз-3 | Ж+55 | 35 | 20 | 25 | 95 |
| КВЭз-4, КВЭз-5 | Ж+55 | 35 | 20 | 25 | 120 |
1. Длина разделанных жил кабеля (отрезок Ж) принимается в зависимости от условий прокладки и присоединения, но не менее 150 мм.
2. Отрезок Г для заделки КВЭз определяется в зависимости от способа оконцовки жил.
Зачищенные концы медной жилы кабеля и медного провода обезжиривают, вводят в соединительную медную гильзу и припаивают, вливая в нее припой марок ПОС-30 или ПОС-40. Алюминиевую жилу кабеля соединяют с алюминиевым проводом в алюминиевой гильзе пайкой, поливом или опрессовкой.
После соединения жилы кабеля с проводом на оголенный участок накладывают подмотку из липкой поливинилхлоридной ленты, припаивают к броне и лентам провод заземления, а затем обезжиривают ацетоном жилы и оболочку участка заделки, чтобы обеспечить лучшее сцепление с эпоксидным компаундом.
На подготовленный конец кабеля устанавливают съемную конусную форму так, чтобы жилы кабеля находились на расстоянии не менее чем на 6. 7 мм от любой точки ее края, а участок пайки оказался внутри. Форму заливают эпоксидным компаундом, а после его отверждения удаляют.
Эпоксидная заделка КВЭз (см. рис. 4, г) отличается от заделки КБЭп тем, что на однопроволочных сплошных жилах кабеля оставляют свободные от изоляции участки Г длиной 25 мм, называемые замками (см. рис. 5). На жилы с оголенными участками надевают трубку из найритовой резины такой длины, которая позволит один ее конец натянуть на цилиндрическую часть наконечника, а другой — погрузить в эпоксидный корпус заделки на глубину не менее 20 мм.
При установке и заливке формы эпоксидным компаундом заделки КВЭз соблюдают те же требования, что и при выполнении заделки КВЭп.
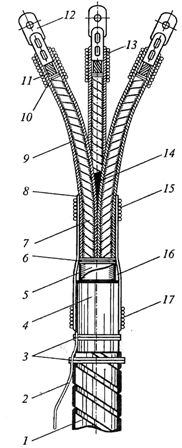
Рис. 6. Концевая заделка КВВ: 1 — броня кабеля, 2 — провод заземления, 3 — проволочные бандажи на броне и оболочке, 4— оболочка кабеля, 5— изоляция заводского изготовления, 6 — бандаж из хлопчатобумажной пряжи на поясной изоляции, 7 — жила в заводской изоляции, 8 — поясная стаканообразная подмотка, 9 — подмотка жил, 10 — бандаж из хлопчатобумажной пряжи на жильной изоляции, 11 — оголенный участок жилы, 12 — кабельный наконечник, 13, 15, 17 — бандажи, 14 — заполняющий состав, 16 — выравнивающая подмотка
Концевая заделка кабелей поливинилхлоридными лентами
Концевые заделки из поливинилхлоридных лент и лаков (типовое обозначение КВВ) применяются для кабелей с бумажной изоляцией, рассчитанных на напряжение до 10 кВ и используемых внутри помещений, а также в наружных установках при температуре окружающего воздуха не выше 40 °С и при условии защиты от непосредственного воздействия атмосферных осадков и солнечных лучей.
Заделка КВВ применяется при разности уровней высшей и низшей точек расположения кабеля на трассе не более 10 м, в противном случае используется заделка КВВ специального исполнения. Монтаж заделок КВВ производят при окружающей температуре не ниже 5 °С.
Заделка КВВ (рис. 6) выполняется липкой (первое исполнение) или нелипкой (второе исполнение) поливинилхлоридной лентой с применением соответственно составов № 1 (покровного) или № 2 (заполняющего), Поливинилхлоридная липкая (с подклеивающим слоем) лента имеет толщину 0,2. 0,3 мм и ширину 15. 20 мм, а нелипкая лента толщину 0,4 мм и ширину 25 мм. Размеры разделки кабеля для заделки КВВ определяются с использованием табл. 2 и рис. 5, а.
Кабельные наконечники приваривают, припаивают или напрессовывают на концы жил кабеля.
При оконцовке жил кабеля опрессовкой наконечника способом местного вдавливания применяют только трубчатые наконечники, имеющие заводскую герметизацию. Перед опрессовкой на алюминиевой жиле кабеля очищают внутреннюю поверхность наконечника ершиком из стальных проводок и смазывают кварцевазелиновой пастой.
Сняв с концов жил изоляцию на длине, равной длине трубчатой части наконечника, и зачистив их щеткой из кардоленты до металлического блеска, зачищенный участок также смазывают кварцевазелиновой пастой.
После такой подготовки надевают наконечник до упора на жилу и, вложив его в опрессовочный механизм с заранее подобранными пуансоном и матрицей, опрессовывают. Лунки, получившиеся на трубчатой части наконечника после опрессовки, протирают тряпкой, смоченной бензином, смазывают составом № 2, а затем заполняют моточками поливинилхлоридной ленты и поливинилхлоридным составом № 2.
Объем и форма моточка ленты должны соответствовать глубине и форме лунки. Моточек впрессовывают в лунку, а затем покрывают составом № 2.
Уступы, образовавшиеся в местах переходов от внешней поверхности цилиндрической части кабельных наконечников к изоляции жил, выравнивают подмоткой из поливинилхлоридной ленты шириной 7,5 мм, для чего ролик ленты шириной 15 мм разрезают пополам. Таким же образом выравнивают уступ в месте перехода от свинцовой или алюминиевой оболочки к поясной изоляции.
Таблица 2. Размеры разделки кабеля для монтажа заделки КВВ
| Типоразмер заделки | Сечение жил, мм2, для кабелей на напряжение, кВ | Размеры отрезков разделки, мм (см. рис.4, а) | ||||
| 1 | 6 | 10 | А | О | П | |
| КВВ-1 | До 25 | — | — | Ж+65 | 30 | 15 |
| КВВ-2 | 35. 50 | 10. 25 | — | Ж+70 | 50 | 20 |
| КВВ-3 | 70. 95 | 35. 50 | 16. 25 | Ж+105 | 80 | 25 |
| КВВ-4 | 120. 150 | 70. 95 | 35. 70 | Ж+105 | 80 | 25 |
| КВВ-5 | 185 | 120. 150 | 95. 120 | Ж+125 | 100 | 25 |
| КВВ-6 | 240 | 185 | 150 | Ж+125 | 100 | 25 |
| КВВ-7 | — | 240 | 185 | Ж+125 | 100 | 25 |
| КВВ-8 | — | — | 240 | Ж+125 | 100 | 25 |
1. Длина разделанных жил (отрезок Ж) принимается в зависимости от условий присоединения, но не менее 150 мм для кабеля на напряжение 1 кВ, 250 мм — на 6 кВ и 400 мм при 10 кВ.
2. Отрезок Г определяется в зависимости от способа оконцовки жил.
Далее протирают наружные поверхности изоляции жил и поясной изоляции тряпкой, слегка смоченной бензином, и каждую жилу от поясной изоляции до контактной части наконечника подматывают поливинилхлоридной лентой (в три слоя при сечении жил до 95 мм2 и в четыре слоя при сечении 120 мм2 и выше).
Слои поливинилхлоридной ленты накладывают с 50 %-ным перекрытием предыдущего витка (вполнахлеста) и с натяжением, при котором лента вытягивается с уменьшением первоначальной ширины не более чем на 1/4. Последний слой подмотки каждой жилы выполняется с заходом на всю ступень свинцовой или алюминиевой оболочки.
Подмотку каждой жилы покрывают с помощью кисти толстым слоем состава № 2 на участках длиной 70, 100 или 120 мм (считая от торца поясной изоляции) при диаметрах кабеля по оболочке соответственно до 25, 40 и 55 мм. Состав наносят на ту часть поверхности каждой жилы, которая обращена вовнутрь.
При помощи кисти или деревянной лопатки составом № 2 заполняют внутреннее пространство между жилами. Затем жилы сжимают руками в пучок и закрепляют в этом положении бандажом из хлопчатобумажной ленты на расстоянии 10 мм от участка, покрытого составом № 2.
Наружную поверхность пучка сжатых жил также обмазывают толстым слоем состава № 2 (используя состав, выдавленный при сжатии их в пучок). Количество состава в желобах, образуемых жилами, должно быть таким, чтобы он выступал в виде трех валиков над поверхностью пучка, т. е. нельзя оставлять незаполненные составом пустоты, в которых могут скапливаться воздух и влага.
На участок жил, сжатых в пучок, и на участок оболочки кабеля накладывают поясную стаканообразную подмотку из восьми слоев поливинилхлоридной ленты с 50 %-ным перекрытием (независимо от сечения кабеля и напряжения), а на расстоянии 20 мм от концов этой подмотки и на цилиндрическую часть кабельного наконечника — бандажи из крученого шпагата диаметром 1 мм (табл. 3).
Бандажи покрывают поливинилхлоридным составом № 1 с помощью кисти.
Для повышения влагостойкости внешнюю поверхность заделки покрывают асфальтовым лаком или цветной эмалевой краской.
Временный бандаж из хлопчатобумажной ленты, наложенный на 10 мм выше стаканообразной подмотки, можно удалить после изгибания жил и присоединения их к контактам соответствующего аппарата или шинам распределительного устройства, а также после достаточного высыхания состава № 2.
Кроме того, до высыхания состава № 2 желательно разгрузить заделку от давления пропиточного состава, которое возникает из-за разности уровней расположения концов кабеля. Включение кабеля с вновь смонтированной заделкой под нагрузку допускается не ранее чем через 48 ч после окончания монтажа.
Заделки КВВ с применением нелипкой поливинилхлоридной ленты и жидкого состава № 1 монтируются так же, как и заделки с использованием липкой ленты. При этом каждый слой подмотки (во избежание ослабления плотности его наложения до выполнения следующего слоя) временно закрепляют бандажом из 2—3 нитков суровых ниток.
Таблица 3.Зависимость ширины бандажа от сечения жил кабеля
| Сечение жил, мм2 | 16 | 25 | 35 | 50 | 70 | 95 | 120 | 150 | 185 | 240 |
| Ширина бандажа, мм | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 65 | 70 | 75 |
Поверхность каждого слоя подмоток покрывают сначала одним, а после его высыхания — вторым слоем состава № 1. Наложение следующего слоя ленты ведется по третьему слою состава № 1, который наносится не сразу по всей длине, а постепенно участками длиной по 100 мм.
Заделки КВВ специального исполнения используют при больших разностях уровней расположения концов кабеля. Они отличаются от заделок первого и второго исполнений тем, что подмотку на изоляции жил выполняют из пяти слоев поливинилхлоридной ленты, а уплотнение корешка заделки — эпоксидным компаундом вместо поливинилхлоридного состава № 2.
В заделках КВВ специального исполнения выравнивающую подмотку между наконечником и изоляцией жил производят хлопчатобумажной лентой с обильной обмазкой каждого витка эпоксидным компаундом.
Источник



