- Визуальный контроль качества печатных плат
- Контроль качества монтажа печатных плат
- Виды контроля печатных плат
- Входной контроль печатных плат
- Коробление пластины
- Испытания на паяемость
- Контроль паяемости электронных компонентов
- Методы электроконтроля
- Адаптерный контроль (“ложе гвоздей”)
- Метод летающих матриц
- Автоматическая оптическая инспекция
- Определяемые дефекты
Визуальный контроль качества печатных плат

В процессе монтажа электронных компонентов на печатные платы производится визуальный контроль качества сборки. При этом качество пайки оценивается в соответствии со стандартом IPC-A-610.
При визуальном контроле оценивается:
- качество паяного соединения
- наличие компонента
- отсутствие смещения компонента относительно площадок на печатной плате
- соответствие положения, типа и номинала установленного компонента конструкторской документации и т.д.
- визуальный контроль в процессе монтажа электронных компонентов на печатные платы позволяет обнаружить отклонения от заданных параметров (например, возникновение смещения компонента) и оперативно произвести корректировку
Визуальный контроль мы проводим с помощью стереоувеличителей Mantis Elite, стереомикроскопа LYNX S16, измерительного микроскопа Kestrel,
и системы визуального контроля пайки BGA Ersascope-2 PLUS.
Оценка качества паяного соединения с помощью Ersascope:
- количество припоя в зоне паяного соединения;
- форма галтели/мениска (соответствие технологическим стандартам);
- состояние поверхности выводов (текстура, однородность, гладкость, цвет, блеск);
- аномалии (например, остатки флюса).
Все признаки важны для контроля качества пайки, но именно состояние поверхности выводов дает наибольшую информацию о механической прочности соединения, ибо помогает сделать заключение об условиях формирования интерметаллического диффузионного слоя в процессе пайки.
Источник
Контроль качества монтажа печатных плат
Автоматический оптический контроль — это распространенный метод тестирования внутренних слоев многослойной печатной платы. Этот контроль проводится перед покрытием платы. Камеры фиксируют дорожки, а программное обеспечение сравнивает эти изображения с вашими данными CAD. В случае обнаружения дефекта производство будет повторено до этой точки. Последующее покрытие начинается с сигнальных внутренних слоев.
Взаимная емкость параллельно расположенных проводников – емкость конденсатора, образованного двумя печатными проводниками на поверхности печатной платы, которая определяется величиной емкости между торцами проводников.
Входной контроль – входной контроль материалов для изготовления гибких печатных плат, гибко-жёстких плат (сырья) производится для обеспечения качества проверенных материалов, которые будут использоваться в производстве, снижения процента брака готовых печатных плат. Материалы проверяются по физико-механическим, химическим, электрическим параметрам.
Выход продукции — Yield – в производстве печатных плат показатель выхода продукции (обычно приводимый в %) показывает годные к использованию печатные платы, которые могут быть получены с производственной панели.
Оптимизация данных с использованием стандартных параметров (где возможно) приравнивается к оптимизации выхода продукции и может сэкономить вашей компании значительные средства.
Директива WEEE — WEEE Директива (Утилизация электрического и электронного оборудования) – это директива Европейского Союза 2002/96/EC о сокращении увеличивающегося количества электронного мусора. Ее цель – уменьшение или экологически приемлемое размещение электронного мусора через расширение ответственности производителей.
Е-тест — Е-тест используется для тестирования печатных схем на короткое замыкание или разомкнутость соединений (сравни со списком соединений). Для Е-теста распространены два метода:
Летающий щуп. Для создания прототипов или маленьких партий пустых печатных плат. Свободно программируемые тестовые иглы проверяют заранее определенные пункты измерений прямо на дорожках, площадках, вывода и тестовых площадках на ошибки соединения. Пункты измерений сканируются последовательно. Этот процесс позволяет избежать создание адаптера, тем самым снижая затраты потребителя.
Тестовый адаптер. С тестовым адаптером тестируются средние или большие партии смонтированных или пустых печатных плат, проверяя их на замыкания или ошибки соединения. Каждая сторона печатной платы, которую планируется тестировать, должна иметь собственный адаптер. С помощью гибких игл он одновременно создает контакт со всеми пунктами, которые должны быть проверены на электрическое соединение.
Количество дефектов на миллион – defect per million (DPM) – число дефектов, приходящееся на миллион годных ИМС.
Мощность потерь печатной платы – мощность, рассеиваемая в диэлектрике под действием напряжения на на печатных проводниках, определяемая диэлектрическими потерями изоляционного материала.
Паяемость – свойство паяемых материалов вступать в физико-химическое взаимодействие с расплавленным припоем с образованием качественного соединения контактной площадки с выводами электрорадиоустройства.
Пригодность к пайке – способность печатной платы сохранять паяемость в течение длительного времени.
Проверка проектных норм — Design Rule Check (DRC) — Проверка проектных норм тестирует данные печатной платы на пригодность к производству и очевидные ошибки (см. также PCB design rule check — Multi CB). Среди других моментов, тестируются структура меди, диаметр отверстий, расстояние до внешнего контура, зазор до остановки припоя, нарушение дорожек. Сегодняшние программы (САМ программное обеспечение) уже позволяют создателю проекта печатной платы тестировать определенные параметры, чтобы избежать дефектных данных или сэкономить деньги (проектные нормы для устройств с высокой плотностью межсоединений – HDI). Некоторые производители печатных плат предоставляют настройки для этих автоматических тестирований проектов ПП (см. также dru data for EAGLE users — Multi CB).
Прочность сцепления проводников с диэлектриком на поверхности и в отверстиях – одна из основных характеристик процесса металлизации.
Рентген — в технологии печатных плат рентген используется для анализа BGA компонентов и в производстве многослойных плат.
Для цементирования многослойных плат рентген используется для контроля положения различных слоев. Также с помощью рентгена оптимизируется сверление отверстий в многослойных платах. Любое отклонение геометрий изображения печатной платы от геометрии координат просверленных отверстий обнаруживается. С помощью изменения корректирующего фактора определяется оптимальная референтская точка для сверления всех слоев.
Устойчивость к перепайке – определяется количеством допустимых перепаек, которые должны выдержать контактные площадки с металлизированными отверстиями при ремонте: не менее четырех (многослойные печатные платы – трех) перепаек; без металлизированных отверстий – не менее трех (многослойные печатные платы – двух) перепаек.
СЕ Декларация о соответствии – нет необходимости маркировать не смонтированную плату идентификацией СЕ, так как согласно СЕ директиве это выходит за рамки функции или состава печатной платы. СЕ соответствие собранного устройства не является задачей производителя печатных плат. СЕ Декларация о соответствии действительна только для собранного конечного продукта.
FED — торговая ассоциация электронной промышленности. Ее члены из Германии, Австрии и Швейцарии. FED переводит стандарты IPC и предлагает местное обучение.
Источник
Виды контроля печатных плат
Целью данного материала является обзор основных видов и методов контроля печатных плат. Описание этапов входного контроля, методы электрической инспекции, оптический и рентген контроль.
Входной контроль печатных плат
Процесс заключается в определении качества, в соответствии со стандартом IPC-A-600G, поступающих в производство плат и компонентов, до сборочно-монтажных операций.
Визуальная оценка соответствия требуемым параметрам печатных плат и корпусов, в мелкосерийном производстве, чаще всего, выполняется оператором, с помощью оптических и электронных микроскопов или настольной лампы с увеличительной линзой.
Перечислим основные дефекты, которые могут быть выявлены при визуальном контроле:
- механические повреждения: сколы по краям платы, нарушение целостности паяльной маски и диэлектрика;
- заполнение монтажных отверстий припоем или паяльной маской;
- смещение рисунка паяльной маски относительно контактных площадок;
- не полностью заполненные переходные отверстия паяльной маской;
- пустоты под паяльной маской;
- повреждения финишного покрытия контактной площадки;
- нарушение геометрии контактной площадки;
- дефектная металлизация контактной площадки переходного отверстия
- отслоение металлизации от контактной площадки и другие.
Коробление пластины
Одним из самых распространённых дефектов является деформация печатных плат. Согласно стандарту IPC-2221A максимальное значения изгиба и скручивания печатных плат (ПП) применяемых в поверхностном монтаже, не должно превышать 0,75%. Контроль на изгиб и скручивание производится измерениями в соответствии со стандартом IPC-TM-650, «Метод 2.4.22».
Дефект скручивания печатной платы
Испытания на паяемость
Нарушение условий хранения ПП, качество финишного покрытия и технологии нанесения могут служить причинами неудовлетворительной паяемости. По этой причине тесты на паяемость, особенно образцов новых партий, нужно проводить в обязательном порядке. Методика проведения описана в стандарте IPC/J-STD-003B
Метод Е — процесс поверхностного монтажа с применением оловянно-свинцового припоя
Контроль состоит в имитации реальных условий для пайки методом оплавления, ПП изготовленных для технологии поверхностного монтажа. Для организации данного контроля необходимо:
- конвекционная печь или система парофазной пайки
- устройство трафаретной печати или трафарет
Конструкция трафарета должна соответствовать рисунку контактных площадок ПП и требованиям стандарта IPC-7525A. Толщина трафарета должна удовлетворять требованиям таблицы.
Номинальная толщина трафарета, мм
Шаг выводов ИС, мм
Для тестирования необходимо выбрать случайный образец ПП из испытываемой партии.
Для оплавления припоя должна использоваться конвекционная печь или система парофазной пайки. Температуры, приведенные в таблице, соответствуют температуре/длительности пребывания для паяльной пасты.
Температура, °C 1
30 — 60 (контакт при оплавлении)
ИК/конвекционная паяльная печь
Предварительный нагрев 150 — 170
Оплавление 215 — 230
1 В зависимости от размеров и толщины тестового образца для достижения температуры пайки, указанной в таблице, может потребоваться дополнительное время.
После завершения процесса пайки с последующей очисткой платы от остатков флюса, осуществляется визуальный контроль с помощью стереомикроскопа с 10-кратным увеличением, на равномерность покрытия припоем контактной площадки.
Для производства монтажа и ремонта печатных плат советуем использовать флюсы KOKI. Узнать подробнее.
Контроль паяемости электронных компонентов
Нередки случаи, когда причиной неудовлетворительного качества пайки служит плохая паяемость выводов корпусов элементов, а не контактных площадок ПП.
Методы данного испытания описаны в стандарте IPC/EIA/JEDEC J-STD-002С. Так же как и в проверке паяемости ПП, при данном виде контроля, должны быть созданы реальные условия пайки.
- конвекционная печь или система парофазной пайки
- керамическая подложка
- устройство трафаретной печати или трафарет
Критерием качества паяемости является равномерное, непрерывное и бездефектное покрытие припоем минимум на 95% металлизированных участков вывода компонента.
Рекомендуем высококачественные паяльные пасты для поверхностного монтажа от японского производителя KOKI.
Для корпусов с металлизированными теплоотводами по меньшей мере 80% площади критической зоны теплоотвода, должно иметь сплошное покрытие припоем без дефектов.
Методы электроконтроля
Электрический вид испытаний ПП позволяют проверить электросхему сборки на отсутствие или наличие обрыва, замыканий, а также корректность топологии. Основным критерием оценки является, значение сопротивления между двумя контактными площадками на печатной плате. В случае, если сопротивление цепи меньше заданного значения (единицы Ом), цепь считается целостной, в противном случае диагностируется обрыв цепи.
Существует четыре основных метода проверки электричеством. Ручной метод заключается в проверке щупом всех цепей ПП. По статистике при данном контроле, ввиду человеческого фактора, 25% дефектов остаются не выявленными.
Адаптерный контроль (“ложе гвоздей”)
Тестирование производится специально изготовленными пластинами с щупами — адаптерами. Процесс заключается в касании щупами всех тестируемых точек проверяемой ПП. Метод целесообразен при больших сериях неуникальных ПП, однако на производствах с большой номенклатурой и маленькими сериями, данный подход потребует больших временных затрат. Это обусловлено необходимостью изготовления новых адаптеров для каждой уникальной сборки.

Установка для адаптерного контроля ПП
Для мелкосерийных производств с обширной номенклатурой, метод с использованием подвижных зондов наиболее целесообразен.
Установки с ЧПУ этого типа имеют несколько зондовых головок с приводами по трём осям, которые поочередно контактируют с контактными точками ПП, по параметрам заданным в программном обеспечении.
Подвижные зонды для электрического контроля ПП
Во время касания происходит подача и измерение сигнала. Данный способ контроля не отличается высокой скоростью тестирования. Но преимуществом является универсальность. Поскольку нет необходимости в физическом изготовлении адаптеров под каждую уникальную конфигурацию сборки. Достаточно изменить необходимые параметры программы тестирования через интерфейс.
Метод летающих матриц
На каждой каретке установки размещается матрица независимых щупов, которые перемещаются по оси Z. Конфигурация установки, чаще всего, имеют не менее 4-ёх матриц (2 сверху и 2 снизу), по две на каждую сторону.
Установка для контроля ПП методом летающих матриц
При проведении контроля ПП позиционируется между матрицами, которые опционально перемещаются по осям X и Y с относительно высокой скоростью. Данный метод лишён недостатков вышеуказанных способов:
- время тестирования у подвижных зондов
- временные и трудозатраты на подготовительные работы при использовании адаптеров.
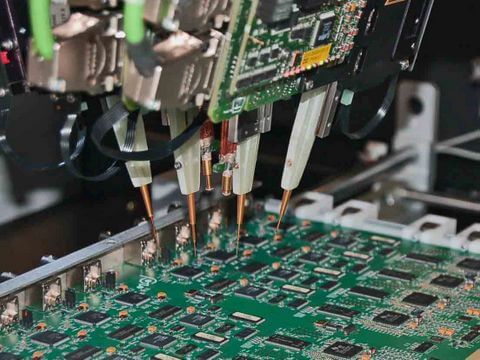
Автоматическая оптическая инспекция
В настоящее время, возможности автоматизированных установок для оптической инспекции ПП позволяют производить контроль на всех этапах сборки печатных узлов, до оплавления и после.
Автоматический режим контроля исключает ошибки, которые допускаются при ручном визуальном контроле. При этом скорость проверки одной платы в среднем занимает не более 20 — 25 секунд. Что позволяет поддерживать производительность контроля крупно-серийных производств.

Автоматическая установка для оптической инспекции ПП
С помощью встроенных камер производится проверка на предмет присутствия и отсутствия компонентов, анализируется их точность установки и полярность, осуществляется оптический осмотр нанесённой паяльной пасты для компонентов, а также производится проверка на предмет инородных включений.
Система построена на основе цифровых видеокамер с ПЗС матрицей (ССD). Цветное изображение с высокой разрешающей способностью выводится на VGA-монитор персонального компьютера. Плата захвата изображения и программное обеспечение, входящие в комплект поставки, позволяют осуществлять просмотр, создавать базу сохранённых изображений и проводить измерения геометрических параметров.
В зависимости от специфики, производитель выбирает свой состав контрольного оборудования. Несмотря на свою относительно высокую стоимость, этап контроля изделий является необходимым в технологии поверхностного монтажа. АОИ позволяет добиться существенного увеличения объемов производства электронных изделий при сохранении и даже уменьшении себестоимости.
Определяемые дефекты
За исключением пайки волной, дефекты определяемые современными установками оптического контроля приведены в таблице.
Источник



