- Заливочные компаунды
- Особенность
- Классификация
- Виды заливочных компаундов
- Полиуретановые
- Эпоксидные
- Силиконовые
- ТОП-4 заливочных компаундов
- Dow Corning 4
- Dow Corning 340
- Molykote 111
- Weicon Urethan
- Применение полимерных материалов — Область применения эпоксидных смол и их компаундов
- Содержание материала
- Литая эпоксидная изоляция
- Кабельные муфты и концевые заделки из эпоксидного компаунда
- Применение новых эпоксидных компаундов
- Эпоксидные соединительные муфты заводского изготовления
- Эпоксидные концевые муфты наружной установки заводского изготовления
- Особенности монтажа муфт при низкой и высокой температуре окружающей среды
- Защита концевых муфт наружной установки от солнечной радиации
- Эпоксидные концевые заделки внутренней установки
Заливочные компаунды
Заливочные компаунды – это электроизоляционные составы, которые заливают в полости кабельных муфт, а также используемые как герметизирующие материалы в электрических машинах и приборах. Материалы герметизирует корпус и места соединения, заполняют полости, защищая устройство от преждевременного износа, улучшая эксплуатационные характеристики даже в экстремальных условиях работы.
Особенность
В отличие от обычных смазочных составов, заливочные аналоги сохраняют защитные свойства, даже если полностью погрузить электроприборы в агрессивную среду.

Герметизирующие свойства у них улучшенные, что объясняется составом компаундов. Как правило, они двухкомпонентные – при смешивании компонентов получается цельный состав, который полностью отверждается при комнатной температуре и не образует побочных продуктов.
Классификация
Все компаунды, выпускаемые для промышленных нужд, делятся на три группы:
- Пропиточные – у них низкая начальная вязкость, хорошая проникающая способность, термостойкость. Составы нормально работают при повышенной влажности и чаще применяются в качестве пропитки для электрической обмотки двигателей.
- Эпоксидные – характеризуются высокими адгезивными свойствами, образуют стойкий клеевой шов, сохраняющий герметичность при разных нагрузках и эксплуатационных режимах.
- Заливочные (формовочные) – составы высокой вязкости, так как без этой характеристики невозможно качественное заполнение требуемых объемов. Они адаптированы к постоянным и меняющимся нагрузкам, обладают хорошей механической, электрической, термической прочностью. Практически не поглощают влагу.
Виды заливочных компаундов
Заливочные компаунды в свою очередь делятся на несколько видов:
Полиуретановые
Составы, включенные в эту группу, имеют разные показатели твердости по Шору, но все они эластичные. Преимущество этой группы смазочных материалов – легкость распределения по поверхности и образование качественного защитного покрытия.
Смазки выдерживают высокое рабочее давление, не горючие. Однако у них непродолжительный срок службы, потому в промышленных нуждах полиуретановые компаунды используются нечасто.
Эпоксидные
Эта группа материалов значительно тверже полиуретановых аналогов, характеризуется высокой стойкостью к химическому и механическому воздействию, имеет хорошие адгезивные свойства, почти не усаживается.
Есть две подгруппы эпоксидных компаундов:
- Формовочные, используемые при изготовлении объемных деталей и элементов и заполняющие их.
- Герметизирующие, предназначенные для защиты деталей электронных и электротехнических устройств, оборудования.
Силиконовые
Силиконовые компаунды – идеальный вариант для использования в высокотемпературных средах и экстремальных эксплуатационных условиях. Они легко наносятся, равномерно распределяются по обрабатываемым поверхностям, образуя барьер между ними и внешней средой.

Силиконовые составы надежно изолируют, смягчают вибрации и напряжения, защищают от пыли и загрязнений. В случае заполнения полостей они предупреждают образование конденсата на поверхностях.
Силиконовые продукты характеризуются хорошей прочностью и эластичностью, подходят для хрупких деталей. Они не усаживаются в процессе отверждения, не боятся ультрафиолета. У силиконовых смазок продолжительный срок службы, широкий температурный диапазон.
ТОП-4 заливочных компаундов
Формовочные компаунды, отвечающие жестким критериям современной промышленности, широко представлены в линейках брендов Molykote, Dow Corning, у других производителей.
Dow Corning 4
Этот компаунд применяется как герметизирующая смазка и электрическая изоляция. В его основе – силиконовое масло. Состав включает кремнеземный наполнитель и специальные жидкости, придающие ему повышенную химическую стойкость.
У DC 4 есть пищевой допуск. Он также может использоваться в системах зажигания судов, самолетов, машин, клеммах батарей, переключателях. Совместим с резиной и пластиком, подходит для герметизации уплотнителей из этих материалов.

Компаунд обладает высокой диэлектрической прочностью, отталкивает воду, не имеет запаха. Густая консистенция и первоначальные свойства сохраняются при температурах от -55 до +200 градусов.
Dow Corning 340
Теплопроводящий материал на основе силикона и оксида цинка. Используется как высокоэффективная промежуточная среда для поверхностей из металла, керамики, пластика, которым необходима стабильная теплопередача.
При нанесении компаунд заполняет все микротрещины и углубления на обрабатываемых поверхностях, препятствуя образованию воздуха между двумя соединяемыми элементами.
Диэлектрическая паста характеризуется отличными адгезивными свойствами, механической стабильностью, низкой испаряемостью. Работает при температурах от -45 до +200 градусов.
Наносится на предварительно обезжиренные, очищенные, высушенные поверхности.
Molykote 111
Термо- и морозостойкий состав для смазывания, надежной герметизации, изоляции жарочных устройств, автономных духовых шкафов, газовых плит, котлов, запорной арматуры, электрических контактов, уплотнений, других комплектующих промышленного оборудования.

Обеспечивает защиту от влаги, коррозии, термического воздействия, не смывается водой. Совместим с большинством пластмасс и эластомеров.
В качестве загустителя используется метилсиликоновое масло. Вязкая консистенция сохраняется при -40 и +204 градусах.
Weicon Urethan
Безусадочный компаунд от немецкого производителя, используемый в производстве новых форм, гибких форм, резиновых деталей. Состав подходит для ремонта элементов, поврежденных износу вследствие вибраций, динамических нагрузок.
Компаунд создает прочное защитное покрытие, быстро отверждается, имеет высокую прочность на разрыв. В основе состава – полиуретан. Время, необходимое до полного затвердевания – 48 часов. Температурный диапазон – от -60 до +90 градусов.
Источник
Применение полимерных материалов — Область применения эпоксидных смол и их компаундов
Содержание материала
Б. ОБЛАСТЬ ПРИМЕНЕНИЯ ЭПОКСИДНЫХ СМОЛ И ИХ КОМПАУНДОВ
Литая эпоксидная изоляция
В электропромышленности эпоксидные смолы могут применяться в качестве изоляции при изготовлении трансформаторов, радиоаппаратуры, электродвигателей. При этом изоляция остается в обратимом состоянии, т. е. она может быть расплавлена или растворена. Такое использование эпоксидной смолы при некоторых ее преимуществах не может конкурировать с эпоксидными компаундами, в которых наличие отвердителя делает химический процесс необратимым, т. е. происходит новое химическое соединение, не позволяющее разделение компонентов компаунда.
Эпоксидные смолы обладают высокой способностью склеиваться с металлами, фарфором, пластмассами и др., что позволяет использовать их для склеивания и армировки фарфоровых изоляторов и покрытий, являющихся стойкими к действию некоторых жидкостей, например бензину. В настоящее время ведутся испытания литой изоляции, получаемой на основе эпоксидных смол, так как эпоксидная смола обладает очень большим количеством ценных свойств — высокими электрическими и механическими характеристиками, возможностью механизации процессов по образованию и наложению ее.
Кабельные муфты и концевые заделки из эпоксидного компаунда
За рубежом и в СССР уже несколько лет применяют эпоксидные смолы и компаунды при монтаже соединительных и концевых кабельных муфт.
Для концевых и соединительных кабельных муфт применяют компаунды отечественноного производства К-115, К-176 или УП-584, а при их отсутствии — чехословацкий компаунд Э-2200 (табл. 16).
Применение новых эпоксидных компаундов
Таблица 16
Эпоксидные компаунды, применяемые для соединительных и концевых муфт и их отвердителя 

В 1967 г. организации НИИПластмасс и УкрНИИПпластмасс совместно с ВНИИПроектэлектромонтаж разработали эпоксидные компаунды марок К-176 и УП-584. Новые компаунды обладают по сравнению с компаундами Э-2200 и К-115 пониженной токсичностью и горючестью (компаунд УП-584) и влагонепроницаемостью изоляции. Оба новых компаунда имеют различные отвердители, предназначенные для высоких и низких температур окружающей среды, поэтому их можно применять и летом и зимой.
Сравнение свойств упоминаемых выше компаундов дано в табл. 17.
Таблица 17
Физические свойства компаундов

Муфты и концевые заделки из компаундов К-176 и УП-584 выдержали испытания на циклический нагрев и охлаждение, морозостойкость и электрическую прочность.
Эпоксидные соединительные муфты заводского изготовления
Эпоксидные соединительные муфты заводского изготовления предназначаются для соединения кабелей с бумажной изоляцией напряжением 6—10 кВ и сечением жил 10— 240 мм 2 включительно. Выбор типоразмера муфты с поперечным разрезом (рис. 29, а) производят по данным табл. 18.

Рис. 29. Общий вид эпоксидного корпуса соединительной муфты
а — типа СЭп с поперечным разъемом заводского изготовления; б — типа СЭв с продольным разъемом в горизонтальной плоскости
Таблица 18
Основные размеры муфт 
Таблица 19
Комплект материалов, поставляемых для монтажа одной индустриальной соединительной муфты 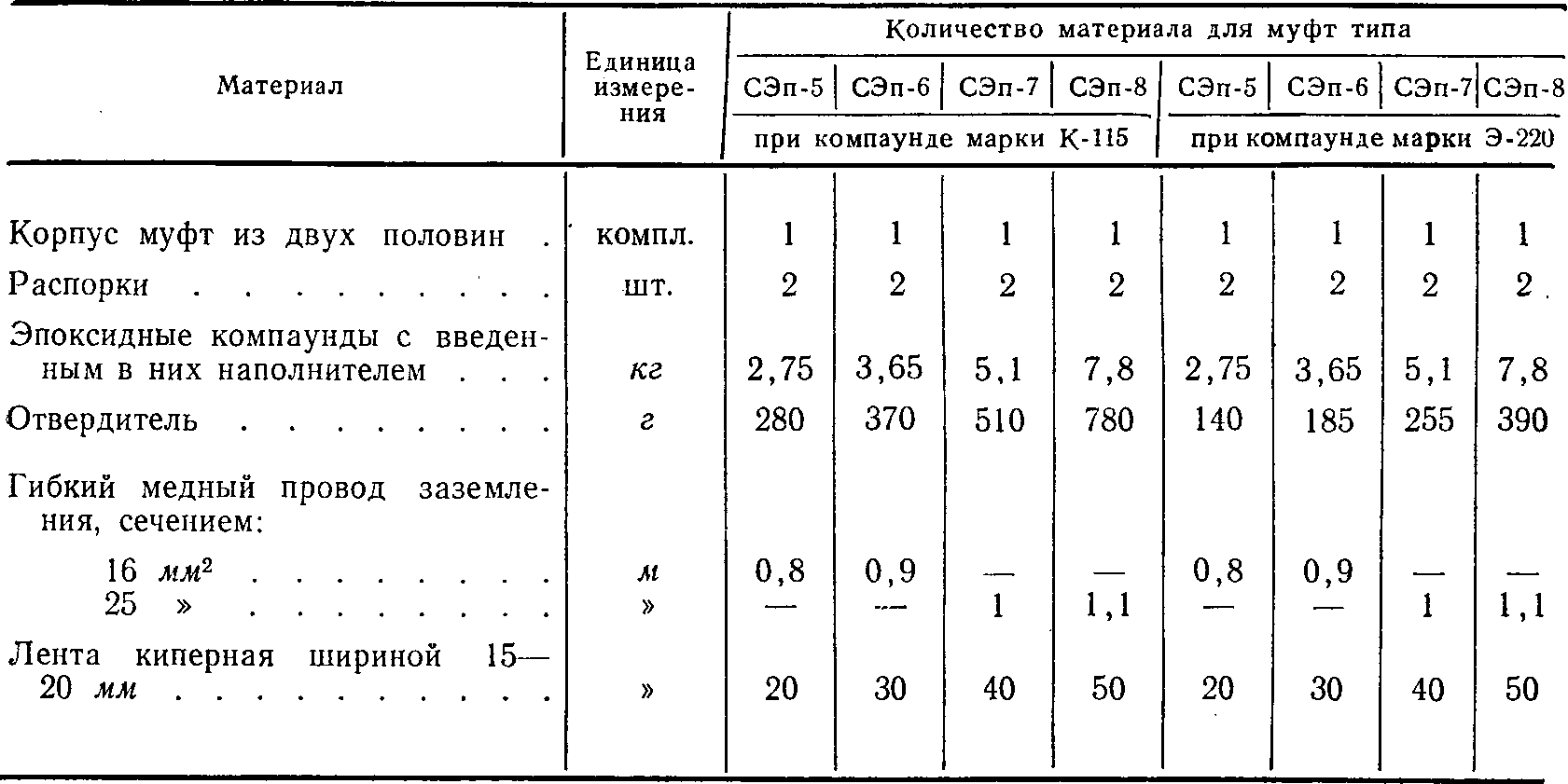

Примечания: 1. Соединительные гильзы или термитные патроны для соединения жил кабеля в комплект не входят.
2. Ацетон, необходимый для обезжиривания кабелей и корпуса муфты в количестве 250 г, в комплект материалов не введен во избежание усложнения условий транспортировки и хранения комплектов.
Комплектно с корпусом муфты поставляется расфасованный набор материалов, необходимых для монтажа муфты данного типоразмера и доливки ее эпоксидным компаундом (табл. 19).
Внутренние поверхности полумуфт тщательно обезжиривают ацетоном или авиационным бензином и зачищают наждачной бумагой.
Монтаж эпоксидных соединительных муфт типа СЭп производят в следующем порядке.
На оба конца кабеля надевают полумуфты и временно сдвигают их на участки, предварительно обмотанные чистым материалом для предохранения внутренних стенок полумуфт от загрязнения.
Торцы полумуфт и литники покрывают чистой тряпкой во избежание попадания в них грязи и пыли.
После соединения жил и установки распорок кабель укладывают над приямком, так чтобы на муфту в процессе отверждения не действовали растягивающие или изгибающие усилия.
Провод заземления припаивают к одному из кабелей, для чего временно сдвигают полумуфты. Затем полумуфты вновь сдвигают и провод заземления припаивают к другому кабелю.
Полумуфты устанавливают на место и уплотняют места ввода кабеля в полумуфты киперной лентой. Провод заземления прокладывают вне муфты и привязывают его проволокой к корпусу. Муфту заливают эпоксидным компаундом.
После отверждения залитого эпоксидного компаунда соединительную муфту (рис. 30) вместе с кабелем испытывают повышенным напряжением и сдают в эксплуатацию.

Рис. 30. Общий вид соединительной муфты
1 — корпус муфты; 2 — распорка; 3 — соединение жил; 4 — провод заземления; 5 — бандаж из суровых ниток; 6 — бандаж из проволоки; 7 — пайка припоем; 8 — двухслойная подмотка киперной лентой
В настоящее время наряду с эпоксидными соединительными муфтами типа СЭп применяют и другие конструкции муфт.
Муфты с продольным разъемом в горизонтальной плоскости типа СЭв (рис. 29, б) обладают тем достоинством, что при их монтаже наглядно видно расположение жил кабеля относительно корпуса муфты. Однако продольный разъем приводит к резкому увеличению длины уплотняющих швов; соединение полумуфт затруднено из-за неравномерной усадки компаунда при их изготовлении; для соединения полумуфт требуются специальные скобы.
Муфты типа СЭм имеют с каждой стороны свинцовые манжеты, которые вместе со стальным цилиндром образуют экран.
При отсутствии индустриальных эпоксидных соединительных муфт применяют муфты типа СЭс, которые образуются путем заливки эпоксидных компаундов в съемную форму, изготовленную из металла или пластмассы (оргстекла).
Эпоксидные концевые муфты наружной установки заводского изготовления
Эпоксидные концевые муфты наружной установки заводского изготовления предназначаются для оконцевания кабелей с бумажной пропитанной изоляцией напряжением 1—10 кВ и сечением жил до 240 мм 2 включительно (рис. 31).
Выбор типоразмера производят по данным табл. 20.
Таблица 20
Основные размеры концевых муфт наружной установки
| Типоразмер муфт |





| Материал |



