Инструмент и материалы
Комплект инструментов
Все преимущества метода монтажа накруткой можно реализовать только при оснащении рабочего места приспособлением для накрутки провода, инструментом для раскрутки навитых соединений, установкой для определения качества накрутки (усилие стягивания), приспособлением для зачистки провода и т. п. Комплект инструментов, применяемых для монтажа накруткой при полуавтоматическом способе производства, состоит из пистолета с блоком питания и комплектом концевых частей для различных видов соединения, раскрутки-съемника для демонтажа соединений и укладки, приспособления для снятия изоляции с монтажного провода на необходимую длину и кусачек. Кроме того, в комплект входит устройство для вторичного накручивания соединения.
Перечисленные инструменты и приспособления являются весьма простыми устройствами, изготовить которые можно на обычном металлообрабатывающем производстве.
В настоящее время известны различные полуавтоматические устройства для монтажа накруткой. Преимущественное развитие получили приводные приспособления, напоминающие по внешнему виду пистолеты. Оператор только зачищает провод на необходимую длину, вставляет его в оправку (шпиндель), затем надевает ее на вывод и поддерживает «пистолет» при накрутке. Описываемая ниже конструкция приспособления обеспечивает необходимое усилие при накрутке и получение заданного числа витков в течение определенного времени, для чего в электрической схеме управления приспособлением (рис. 10) предусмотрена регулировка времени накрутки и, следовательно, количества навиваемых витков провода. С его помощью можно выполнять и модифицированные соединения.

Рис. 10. Принципиальная схема блока питания.
Блок питания и управления включается в сеть 220 в, 50 гц и имеет штепсельные разъемы для подсоединения пистолета и обжигалки.
В блок питания и управления входят: силовой трансформатор Тр1, выпрямитель В1 с выходным напряжением 12 в для питания электродвигателя пистолета, выпрямитель В2 с выходным напряжением питания 20 в для питания реле времени и само реле времени. Подача напряжения на электродвигатель осуществляется с помощью замыкающего контакта реле типа РЭС-9, которое включается с помощью кнопки управления, расположенной в рукоятке пистолета, а выключается автоматически через заданное время независимо от положения кнопки. Реле времени действует следующим образом. Катушка реле РP1 включена в коллекторную цепь составного транзистора ПП1, ПП2. Его базовая цепь соединена с эмиттером через резистор R3, обеспечивающий надежное запирание транзистора при отсутствии каких-либо управляющих сигналов.
Кроме того, база составного транзистора через конденсатор С2 и резисторы R2 (переменный) и R1 (постоянный) соединена с минусом цепи питания. Отрицательная обкладка конденсатора С2 через размыкающий контакт кнопки управления и размыкающий замкнутый контакт реле соединена с эмиттером составного транзистора. Питание схемы осуществляется от выпрямителя В2 со стабилитроном Д5. При включении блока базо-эмиттерная цепь транзистора шунтируется резистором R3 и конденсатором С2 и транзистор запирается. При нажатии кнопки КУ-1 ее размыкающий контакт размыкается и база составного транзистора через конденсатор С2 и резисторы R1 и R2 подключается к минусу питания. Поскольку конденсатор С2 в первый момент имеет очень малое сопротивление, ток базы составного транзистора определяется отношением напряжения питания к суммарному значению резисторов R1 и R2 за вычетом небольшого тока, протекающего через резистор R3, определяемого отношением прямого падения напряжения на базо-эмиттерном диоде (около 0,5 в) к значению резистора R3. Ток в коллекторе будет по крайней мере в β раз больше базового тока. Реле Р1 включает замыкающими контактами двигатель и размыкает размыкающие контакты в цепи кнопки КУ-1. По мере заряда конденсатора С2 ток базы убывает. Пока коллекторный ток составного транзистора не достигнет значения тока отпускания реле Р1 двигатель пистолета будет включен. При отпускании реле Р1 его замыкающие контакты размыкаются, отключая цепь питания электродвигателя пистолета, а размыкающие контакты замыкаются, подключая через замкнутые контакты кнопки управления конденсатор С2 на землю (схема возвращается в исходное состояние). Если по каким-либо причинам контакт кнопки будет разомкнут (например, оператор, нажав на кнопку, не отпустил ее) и отпускание реле Р1 вызовет замыкание замыкающего контакта, конденсатор С2 будет продолжать заряжаться, а транзистор выключится благодаря резистору R3, шунтирующему базо-эмиттерный переход. При отпускании кнопки КУ-1 конденсатор С2 разрядится через резистор R3, цепь и контакт Р1 за 50 мсек и схема вернется в исходное состояние. Для накрутки шести витков требуется около 2—3 сек. Выдержка реле времени определяется как параметрами зарядной RC-цепи, так и параметрами реле и коэффициентом усиления транзисторов, причем первые можно считать практически постоянными. Коэффициенты же усиления транзисторов меняются от образца к образцу. Поэтому в каждом конкретном случае необходимо градуировать потенциометр или подбирать транзисторы с одинаковыми коэффициентами усиления. Данная схема опробована на многих образцах и показала хорошие результаты при накрутке заданного числа витков при условии использования инструмента (пистолета) с соответствующими концевыми частями.
Конструкция пистолета несложна (рис. 11). Он состоит из двигателя ДК11, работающего на постоянном токе напряжением 24 в, одноступенчатого планетарного редуктора, обеспечивающего замедление 1 : 14 и муфты с накидной гайкой для установки той или иной концевой части, помещающейся в предохранительной втулке. Пистолет снабжен пусковой кнопкой, расположенной на рукоятке.
Основным узлом пистолета является шпиндель 1, в котором имеются каналы А (для закладки провода) и В (для вставления штыря разъема).
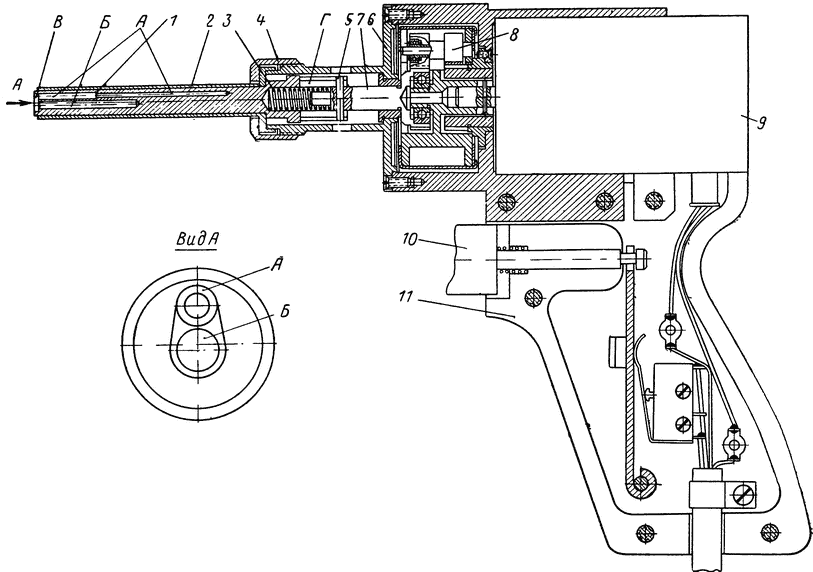
Рис. 11. Общий вид пистолета.
Зачищенный от изоляции конец провода вводится в канал А (меньшего диаметра), в то время как провод с изоляцией остается в части канала большего диаметра. В канале В имеется выточка В, форма которой обеспечивает укладку витков с заданным шагом, а также обжим последнего витка. С изменением шага намотки (сечения провода) необходимо менять размер выточки В. Накрутку ведут принудительным вращением шпинделя У, при этом провод постепенно выходит из канала А и навивается на штырь.
Шпиндель вставлен во втулку 2, прикрепленную накидной гайкой 4 к соединительному фланцу 6 (с резьбой), который крепится с помощью винтов к каркасу редуктора 8, соединенного с двигателем 9. Выходной вал 7 редуктора соединяется со шпинделем 1 посредством шпильки 5. Шпиндель имеет в месте соединения с валом 7 продольную прорезь Г, в которую входит шпилька 5. Таким образом, одновременно обеспечивается вращение шпинделя и его перемещение вдоль продольной оси на длину прорези Г. В шпинделе имеется выточка для укладки пружины 3, которая одним концом упирается в тело шпинделя, а другим — в торец вала редуктора, отжимая шпиндель от вала. Пружина служит для создания определенного давления на шпинделе при навивке, чем определяется плотность накрутки, т. е. ее качество.
Следовательно, однородная и плотная накрутка обеспечивается формой концевой части шпинделя и связью шпинделя с валом редуктора как с помощью шпильки 5, так и с помощью пружины 5, а число витков независимо от оператора — с помощью реле времени, задающего время вращения шпинделя.
«Раскрутка» (рис. 12) представляет собой полый цилиндр с винтовой нарезкой на внешней поверхности. Торец цилиндра заправлен таким образом, что при надевании раскрутки на штырь и вращении ее в сторону, обратную накрутке, происходит поднятие конца провода на винтовую поверхность и раскрутка как бы ввинчивается между штырем и проводом. После 3—4 оборотов раскрутка снимается со штыря и освобождается от «навинченного» на нее провода. Правильно выполненное соединение должно полностью сниматься со штыря без изломов монтажного провода. Снятие накрутки с бандажированного соединения осуществляется раскруткой, имеющей большое центральное отверстие для надевания инструмента. Для удобства работы раскрутка снабжена рукояткой с накаткой.


Рис. 12. Раскрутка.
а — чертеж раскрутки; б — внешний вид.

Рис. 13. Внешний вид инструмента для укладки провода.
«Укладка» (рис. 13) представляет собой металлический стержень с выемкой на конце для укладки провода между монтажными штырями. Укладка имеет риску для измерения длины провода, необходимой для осуществления накрутки при подсоединении второго конца перемычки к монтажному выводу.
Процесс измерения показан на рис. 14. После того как провод с одной стороны накручен на вывод, он с помощью укладки прокладывается по монтажной панели и подводится к другому выводу, на который должен быть накручен второй конец провода. Затем провод откусывается на уровне риски, расположенной на укладке, зачищается и навивается на второй вывод.

Рис. 14. Измерение длины провода при укладке.

Рис. 15. «Обжигалка» для снятия изоляции с провода. 1 — кнопка включения; 2 — обжигающая нить; 3 — упор; 4 — обжигаемый провод; 5 — провода питания.
Приспособление для снятия изоляции, называемое «обжигалкой» (рис. 15), служит для снятия изоляции с части монтажного провода, которая создает контактирующую поверхность. Оно снабжено нитью, выполненной из высокоомного сплава (нихром, константан), кнопкой включения и упором, обеспечивающим постоянную длину зачищаемого участка провода. Обжигалка снабжена шнуром и включается в блок питания пистолета.
Концевая часть пистолета является основным элементом, обусловливающим формирование соединения, поэтому особенности ее конструкции необходимо рассмотреть более подробно. Концевая часть выполняет две основные функции: 1. При вращении вокруг монтажного штыря, который вставлен в центральное отверстие концевой части, провод, находящийся на периферии торца концевой части, должен без заедания и задиров обмотаться вокруг штыря по винтовой линии плотно виток к витку.
2. После того как соединение выполнено, необходимо как можно плотнее прижать конец монтажного провода к монтажному штырю. Это необходимо для того, чтобы предохранить изоляцию проводов, укладываемых при последующих накрутках, от случайных повреждений, а само соединение от непроизвольного развивания.
Комплект концевых частей предусматривает обычно возможность осуществления различных видов монтажных соединений. Концевая часть изготавливается из инструментальной стали и термообрабатывается для придания рабочему торцу высокой прочности и износоустойчивости. Одной концевой частью можно выполнить до 20 000 соединений. Это соответствует работе в течение 2 месяцев при условии, что в смену осуществляется 250—300 соединений.
Особенность конструкции концевой части при накрутке модифицированных соединений обусловливается размерами штыря и применяемого провода. Канал для вставления провода имеет ступенчатый вид, что позволяет выполнить первые два витка изолированным проводом.
Соединения бандажированием осуществляются концевой частью с гладким каналом, а размеры отверстий зависят от размеров штыря, провода и бандажируемого провода или шины.
При исправлении ошибок демонтаж соединения, расположенного в начале штыря, может быть осуществлен только после снятия верхних соединений, если таковые имеются. В этом случае применяют специальный инструмент, позволяющий восстановить верхние соединения без снижения качества первичной накрутки. Принцип работы этого приспособления заключается в том, что соединение развивается только до такого состояния, когда появляется возможность снять его со штыря, при этом деформации провода минимальны: После вторичного надевания накрутки на место цанговым зажимом прижимают витки к штырю и, вращая инструмент, последовательно обжимают витки провода. Контактные точки соединения не смещаются, поэтому демонтаж и последующее восстановление соединения могут быть повторены несколько раз.
Устройство для снятия навитого соединения с последующим восстановлением его представляет собой специальный цанговый зажим, имеющий нарезку на внутренней поверхности, которой захватывается демонтируемое соединение. Корпус приспособления имеет гайку с накаткой для обжатия провода вокруг штыря при вторичном монтаже демонтированного соединения.
Источник
cxema21.ru
Метод монтажа накруткой представляет собой способ постоянного соединения однопроволочного (одножильного) провода со штыревым выводом схемы путем накрутки под натягом определенного числа витков провода вокруг вывода, имеющего два или более острых края. В международной практике соединением накруткой называется электрическое соединение между проводом и выводом с острыми краями, при котором провод наматывается непосредственно на вывод с контролируемым усилием, причем несколько витков провода, врезаясь, запираются на углах вывода.

Пропаивать ПРАВИЛЬНУЮ накрутку штыревых разъемов нет необходимости, исключением является например накрутка на контакты радиоэлементов круглого сечения — их нужно пропаять. Накрутка как правило происходит на штыри разъемов, вывода радиоэлементов и некоторые другие детали, пример штыревого разъема показан на фотографии ниже:

Когда провод накручивается на вывод, оба они слегка деформируются. Среднее давление между проводом и выводом в точках контакта составляет около 1 800 кГ/см2, что значительно превосходит требования для газонепроницаемого соединения. Поскольку при комнатной температуре соединение «стареет», оно благодаря диффузии в месте стыка становится механически более прочным, исключая в конце концов зазор между проводом и выводом в точках контакта. Навитые соединения могут в течение 3 ч выдерживать температуру до 175° С, что снижает напряжение примерно наполовину и соответствует сроку службы около 40 лет при температуре около 57° С.

Минимальные физические требования, которым должно отвечать соединение накруткой, следующие:
1) Плотный контакт между проволокой и выводом
2) Точки контакта должны быть газонепроницаемыми для исключения коррозии
3) Минимальный размер газонепроницаемой площади должен быть достаточно большим с тем, чтобы предупредить при эксплуатации заметное ее уменьшение, вызванное коррозией или ослаблением внутреннего напряжения в проволоке или выводе
4) Сумма площадей в месте тесного контакта должна быть равна или больше поперечного сечения провода с тем, чтобы исключить местный нагрев
5) Соединение должно быть механически стабильным, чтобы силы, действующие на него при нагрузках, транспортировке, установке, монтаже или последующем обслуживании, не смещали проволоку и не разрушали точки частного контакта
6) Та часть провода, которая не участвует в соединении, не должна повреждаться при накрутке, так как это влечет за собой последующие повреждения от вибрации, переноски или раскрутки.
В среднем, для накрутки изоляция провода счищается на
3см, (все зависит от вида накрутки,толщины штыря. ), жила провода естественно должны быть без механических повреждений, гладкая и ровная. Напомним, для накрутки используются только одножильные провода!

Есть несколько видов и типов инструментов для монтажа накруткой, среди них как ручные, так и автоматические (электронные), некоторые автоматические инструменты могут зачищать изоляцию при накрутке, при накрутке ручными инструментами изоляцию с провода приходится снимать вручную с помощью монтажных ножниц. Ручные накрутчики как правило универсальные, со сменными насадками для разного сечения проводов.

На фотографиях ниже показаны насадки для провода сечением 0.5 и 0.2 мм2

При неправильной накрутке или обрыва провода приходится раскручивать место накрутки, lдля удобного раскручивания применяются так называемые «раскрутчики», пример раскрутчика показан на фотографии ниже:

При монтаже накруткой для повышения надежности соединения часто используется так называемое «модифицированное» соединение. На всех отографиях показан внешний вид модифицированного соединения. Модифицированное соединение отличается от обычного добавлением к виткам из неизолированного провода,оздающим контактирующую поверхность, одного-двух витков провода с изоляцией. Это несколько увеличивает объем и высоту соединения, но дает ряд преимуществ. Изоляция уменьшает концентрацию напряжения в точке, где осуществляется касание провода к выводу, и поэтому при модифицированном соединении поломка провода у первого витка соединения при вибрациях и перемещениях вывода менее вероятна, чем при обычном соединении. Проведенные испытания различных видов соединений на излом при воздействии вибраций показали, что паяное соединение разрушалось в среднем через 8 ч, соединение накруткой — через 12,5 ч, а модифицированное соединение накруткой вообще не разрушалось за 24 ч испытаний, которые проводились в диапазоне частот 10—2 000 гц.

Жесткость и диаметр провода для накрутки являются основными факторами. Чем пластичнее провод, тем его легче сгибать при накрутке. Провод низкой пластичности (жесткий) требует большего усилия для накрутки, и соединение получается более прочным. Это не означает, что провод низкой пластичности имеет большее преимущество, так как накрутка на соединения может развиваться.
Пример накрутки ручным инструментом:
В заключении хочу отметить, что качество накрутки проверяется специальными инструментами, такими как динамометр и милиомметр, динамометром проверяют усилие (для разного сечения провода это значение может быть разным, от 1кГ и до 4-5кГ, возможно и больше.) Милиомметром измеряют переходное сопротивление от контакта к накрутке, и составлять оно должно не более 0.003-0.004 Ом. Построение плат методом монтажа накруткой может приводить к созданию сборок более надёжных, чем печатные платы — соединения меньше подвержены разрыву вследствие вибрации или физических нагрузок на плату-основание, а отсутствие припоя предотвращает коррозию, эффект «мокрого контакта», эффект «сухого контакта» и прочие.
Метод монтажа накруткой использовался для построения прототипов высокочастотных схем и схем малых тиражей, включая схемы с гигагерцовыми микроволновыми частотами и суперкомпьютеры. Монтаж бортового управляющего компьютера «КА Аполлон» был произведён именно таким методом. Данный метод был популярен в 1960-х годах в производстве электронных плат, но в настоящее время он применяется редко. Технологии поверхностного монтажа сделали эту технику менее популярной за последние десятилетия.
Источник



