- Технология производства электрического кабеля
- Что представляет собой кабель
- Технология изготовления кабелей
- Оборудование, которое участвует в производстве
- Видео: Новое производство кабеля
- Как выбрать оборудование для производства кабеля
- Немного о производстве кабельной продукции
- Где приобрести необходимую технику
- Из чего состоит промышленная линия
- Экструзионный станок
- Волочильный стан
- Крутильный станок
- Станок бронирования
- Станки бухтования кабеля
- Дополнительное оборудование
- Технология производства кабеля
Технология производства электрического кабеля
Кабельная продукция широко применяется в разных отраслях промышленности, большая доля рынка сбыта приходится на строительную. Для организации бизнеса потребуется автоматическая линия по производству кабеля, помещение, где она будет размещена, специалисты по эксплуатации оборудования, исходное сырье. Благодаря наличию постоянного спроса и высокой рентабельности производства, данный вид бизнеса быстро окупит первоначальные инвестиции и будет приносить прибыль порядка 500 тысяч рублей в месяц.
Что представляет собой кабель
Кабель – простая конструкция, которая состоит из жил-проводников, помещенных в оболочку. Различают телекоммуникационные и электропроводящие кабеля, последние способны проводить ток высокого напряжения, до 100 кВт. Кабель состоит из двух основных компонентов – проводника и изолятора. В качестве проводника часто используют медь, поскольку она обладает высокими электропроводящими функциями. Кроме меди можно использовать:
- алюминиевые проводники;
 Формирование шини кабеля
Формирование шини кабеля - сплав меди и кадмия;
- оптические волокна.
 Формирование шини кабеля
Формирование шини кабеляВ качестве изолятора используются:
- полиамид;
- полиэтилен;
- политетрафторэтилен (ПТФЭ);
- резина.
Для сопротивления к возгоранию изоляторные материалы обрабатывают углеводородной смазкой.
Технология изготовления кабелей
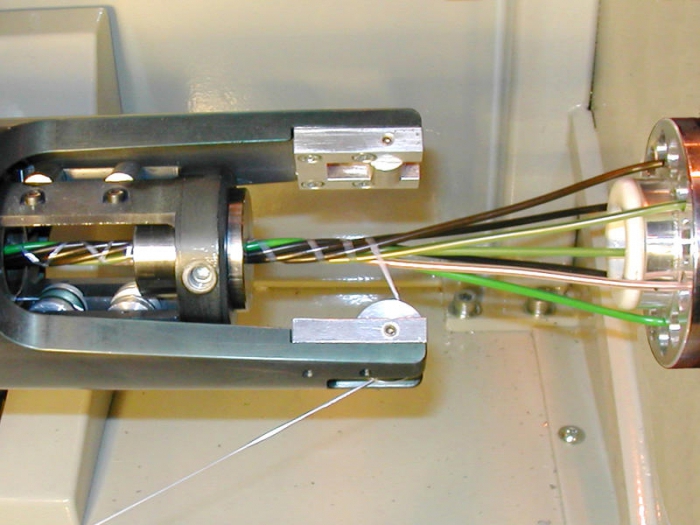
Автоматизированная линия RNA по производству электрического кабеля выполняет все этапы технологического процесса. Исходное сырье – медная или алюминиевая катанка вытягивается до необходимого размера жилы, которая должна пройти процесс обжига. Если технологией предусмотрено сплетение нескольких нитей, то материал поступает на волочильный станок для скручивания. По окончании обжига медная проволока поступает в экструдерный механизм для наложения изоляции. Полиэтилен или другой материал разогревается до жидкого состояния и через головку экструдера накладывается на медную сердцевину. Окончательную форму провод принимает после охлаждения в специальной ванне. Следующим этапом является проверка проводимости электричества. Такое испытание проводится на пробой изоляции, подается ток 20 кВт, автоматический прибор отслеживает дефекты и сигнализирует.
 Изоляция каждой жили кабеля полиэтиленом
Изоляция каждой жили кабеля полиэтиленом
Контроль осуществляется еще и с применением прибора, контролирующего толщину кабеля. Кабель, прошедший контроль наматывается в катушки и готов к реализации.
При организации технологического процесса необходимо предусмотреть систему защиты операторов от высокого уровня шума и летящих частиц при вытягивании жгутов. Наибольшую вероятность акустического дискомфорта приносит волочильная установка, обычно при ее работе уровень шума превышает 90 ДБ. Кроме того, оплетение и рафинирование меди также высокошумные процессы, поэтому следует разместить эти установки так, чтобы минимизировать общий уровень шума, а оператору следует выполнять работу с использованием зашитых наушников. Для защиты от летящих частиц металла используют заградительные установки, на том участке линии по производству кабеля, где невозможно расположить заграждения, оператор использует очки.
Оборудование, которое участвует в производстве
В зависимости от вида производимых изделий комплектация автоматизированных линий может значительно отличаться. Для изготовления электропроводящих кабелей потребуется следующее оборудование:
- отдающее устройство; Бухта намоточный механизм
- приемное устройство;
- компенсаторы;
- тяговые устройства;
- волочильный станок;
- устройство натяжения кабеля;
- лентообмоточный механизм;
- экструзионный механизм;
- крутильная машина;
- станок для бронирования;
- бухтовочный механизм.
 Бухта намоточный механизм
Бухта намоточный механизмОтдающее устройство линии rn a по производству электрического кабеля оснащено асинхронным электрическим приводом, комплектуется компенсатором, имеет возможность регулировки размеров под катушки различного диаметра. Характеристики:
- диаметр катушки – 300 – 800 мм; Волочильный станок для производства кабеля
- линейная скорость – 200 м/мин;
- грузоподъемность – 800 кг;
- габариты – 1150*1050*1250 мм;
- вес – 360 кг.
 Волочильный станок для производства кабеля
Волочильный станок для производства кабеляПриемное устройство может быть выполнено в двух вариантах: траверсируемое и консольное. Траверсируемое использует направляющие рельсы, закрепленные на полу, что позволяет перемещать барабан и осуществлять укладку. Характеристики:
- диаметр катушки – 300 — 800 мм; Приемное устройство для производства кабеля
- линейная скорость – 250 м/мин;
- грузоподъемность – 800 кг;
- габариты – 1150*1050*1250 мм;
- вес – 360 кг.
 Приемное устройство для производства кабеля
Приемное устройство для производства кабеляКомпенсаторы применяются с целью синхронизации работы составных частей линии rn a по производству электрического кабеля, их скорости работы. Компенсаторы оснащаются датчиками крайних точек, амортизирующими системами, ограничителями скорости, грузами для обеспечения равномерного натяжения провода. Характеристики:
- диаметр провода – 0,5 – 16 мм; Отдающее устройство
- количество ветвей – 6;
- габариты – 2000*350*1700 мм;
- вес – 98 кг.
 Отдающее устройство
Отдающее устройствоТяговые устройства предназначены для контроля и ремонта кабелей в процессе производства. Эти механизмы могут быть колесного типа и ленточные. Ленточные применяются в изготовлении жестких проводов плоского сечения. Характеристики устройства колесного типа:
- тяговое усилие – 100 кг; Направляющее устройство и обмотчик
- диаметр кабеля – до 10 мм;
- диаметр колеса – 630 мм;
- габариты – 1000*820*1100 мм;
- вес – 410 кг.
 Направляющее устройство и обмотчик
Направляющее устройство и обмотчикХарактеристики механизма ленточного типа:
- тяговое усилие – 300 кг;
- диаметр кабеля – до 20 мм;
- длина зоны сжатия — 800 мм;
- габариты – 1650*700*1400 мм;
- вес – 450 кг.
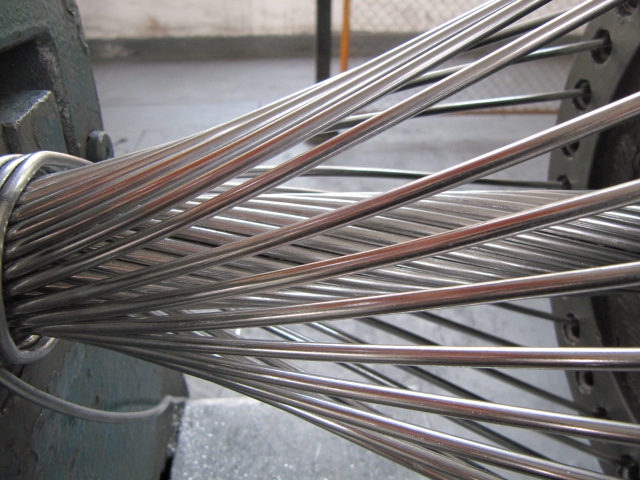
Волочильный станок, входящий в состав линии по производству кабеля, предназначен для обработки металла методом протягивания через сечение с диаметром меньшим, чем у исходного сырья. Волочильный станок имеет шесть фильеров, через которые одновременно подается металл. Характеристики:
 Шина имеет столько жил сколько катушек в обмотчике
Шина имеет столько жил сколько катушек в обмотчике
- мощность привода – 2,2 кВт;
- напряжение – 380 В;
- габариты – 1140*660*640 мм;
- вес – 180 кг.
Устройство натяжения применяется при смотке кабеля на лебедку подъемника. Характеристики:
- диаметр колеса – 790 мм;
- натяжение кабеля на выходе – 20 кН;
- габариты – 1335*1150*2180 мм;
- вес – 2830 кг.
Если технологией предусмотрена обмотка сердцевины кабеля ленточными материалами, то такой процесс выполняется на лентообмоточном устройстве. Обмотка осуществляется бумагой, медной фольгой, водоблокирующим материалом. Характеристики:
- скорость вращения – 500 об/мин; Счетчик метража
- диаметр кабеля – до 40 мм;
- количество лент – 2шт;
- габариты – 1400*700*1600 мм;
- вес – 280 кг.
 Счетчик метража
Счетчик метражаС помощью экструдерного механизма накладывается изоляционный материал на медную или алюминиевую проволоку. Характеристики:
- мощность – 15 кВт;
- диаметр шнека – до 60 мм;
- производительность – 80 кг/ч;
- скорость вращения – до 80 об/мин.
В составе линии по производству кабеля, имеющего сложную сердцевину должна быть крутильная машина, выполняющая скручивание нескольких нитей сердечника в единый жгут. Характеристики:
- диаметр катушек- 630 мм;
- обороты клети – 200 об/мин;
- количеств катушек – 3 шт;
- линейная скорость – 30 м/мин;
- диаметр барабана – 630 * 1400 мм.
 Приемники и отдатчики для производства кабеля
Приемники и отдатчики для производства кабеля
Станок для бронирования покрывает кабель защитными материалами, чаще всего используют оцинкованную ленту. Характеристики:
- диаметр проволоки – до 1,8 мм;
- количество катушек – 24 шт;
- грузоподъемность – 1000 кг;
- линейная скорость – 8 м/мин;
- диаметр барабана – 2500 мм.
Готовый кабель с помощью бухтовочной машины наматывают на катушки, при этом осуществляется автоматическое контролирование метража.
- скорость намотки – до 10 м/мин;
- диаметр катушки – до 1250 мм;
- ширина катушки – до 600 мм;
- габариты – 2000*1260*1630 мм;
- вес – 1200 кг.
Купить линию по производству кабеля такой комплектации можно за 9 000 000 рублей. Данное оборудование очень тяжеловесное и габаритное, поэтому нет необходимости приобретать его у иностранных компаний. Отечественные машиностроительные предприятия предлагают качественное оборудование по приемлемой цене с возможностью выезда наладчика для контроля сборки и тестирования. Комплектация производственной линии была рассмотрена на основании коммерческого предложения машиностроительного завод ООО «Псковгеокабель».
Видео: Новое производство кабеля
Источник
Как выбрать оборудование для производства кабеля
Производство кабельной продукции на сегодняшний день является весьма динамично развивающейся отраслью. Для большей части современных предприятий России характерно периодическое обновление оборудования и приборов, что делает кабельную продукцию чрезвычайно востребованной.
В связи с этим данный бизнес пользуется большой популярностью среди начинающих бизнесменов.

Немного о производстве кабельной продукции
Для того чтобы удовлетворить все потребности рынка, необходимо организовать изготовление недорогой, но качественной продукции. В связи с этим в технологическом процессе следует использовать автоматическое оборудование для производства кабеля.
Это обеспечит высокое качество, соответствующее не только отечественным, но и мировым стандартам в этой области. Такая линия состоит из группы станков, каждый из которых выполняет свою функцию, в совокупности они представляют законченный цикл. Преимущество автоматического оборудования заключается в упрощении производственного процесса, управлением которого занят один оператор.
Кроме того, производительность таких установок гораздо выше полуавтоматов. Изготовление кабельной продукции является высокотехнологическим процессом. Производят ее путем скручивания нитей из токопроводящего материала, наложения проволоки с последующим помещением в полимерную оболочку.
Все операции выполняет линия для производства кабеля. В этом процессе используются различные материалы. Так, из алюминия и меди изготавливаются токопроводящие нити, а из свинца и стали – оболочки. Синтетические пластики и резиновые смеси являются обязательными компонентами при производстве кабельной продукции.

Где приобрести необходимую технику
На сегодняшний день существует множество компаний, которые занимаются продажей таких установок. В сферу их услуг входят не только реализация, но также первичная установка и отладка линии. В связи с тем что оборудование для производства кабеля относится к высокотехнологическим установкам, его обслуживанием должны заниматься профессионалы, а не любители.
Компании, реализующие такие линии, проводят обучение персонала, который впоследствии будет управлять процессом. Кроме того, станок для производства кабеля имеет вполне доступную цену, поэтому прибрести его смогут не только крупные предприятия, но и средние и даже маленькие компании, при этом качество продаваемых установок является довольно высоким.
Из чего состоит промышленная линия
Оборудование для производства провода включает в себя закрытые смесители, вальцовые машины, каландры, ванны для отделения крошки, станки слоения, охладительную линию и другую специальную технику. Данные установки должны отвечать всем требованиям международных стандартов качества, что обеспечит их долговечность и сделает удобными в работе. Компании, занимающиеся реализацией данных линий, всегда предоставят клиентам компетентные консультации, не только в вопросах эксплуатации техники, но и относительно технологического процесса.
Рассмотрим подробнее назначение основных узлов производственной линии.
Экструзионный станок
Данное оборудование для производства кабеля ВВГ обеспечивает нанесение тонкого полимерного покрытия (изоляции) на металлическую жилу. Главным назначением такого станка является плавка полимерного сырья, а также придание материалу необходимой формы, заданной в экструдере.
Существуют три типа таких станков: червячные, дисковочервячные и бесчервячные. Главное их отличие заключается в диаметре шнека и скорости его вращения, в отношении его длины к диаметру, а также в геометрических характеристиках.

Волочильный стан
Данное оборудование для производства кабеля предназначено для обработки металлов путем протягивания их сквозь сечение с меньшим диаметром – метод волочения. Главным узлом такого станка являются волоки. Через них пропускают непосредственно металлические заготовки и специальные тянущие устройства, протягивающие сырье. В производственном процессе могут применяться волочильные станы барабанного типа. Они характеризуются диаметром барабана. В зависимости от модели станков количество тянущих узлов может отличаться.
Крутильный станок
Данное оборудование для производства кабеля объединяет отдельные элементы изготавливаемой продукции, такие как изолированные жилы, проволока, стренги, в устойчивую и четкую форму. Принято различать следующие виды крутильных станков: сигарные, клетьевые, вилочные, с жесткой структурой, арочные, одинарной и общей крутки. Отличие каждого вида заключается в применяемых катушках, в шаге скрутки, количестве используемых жил, в управлении натяжением.

Станок бронирования
Данное оборудование используется для обмотки кабеля различными материалами, предназначенными защищать его от разнообразных повреждений и воздействий окружающей среды. В качестве бронированного материала может выступать стальная или гофрированная оцинкованная лента, металлическая проволока либо другой материал.
Станки бухтования кабеля
Это оборудование предназначено для намотки поступающего провода разнообразного сечения в бухты с определенным метражом. Главными характеристиками таких установок являются диаметр отдающего барабана, способ отдачи, принцип укладки готовой продукции, количество оборотов и мощность двигателя, а также способ натяжения кабеля.
Дополнительное оборудование
Дополнительные технические установки, применяемые в производстве кабельной продукции, выполняют второстепенные процессуальные задачи и представлены следующими станками: приемные и отдающие устройства, оборудование перемотки провода. В зависимости от объемов исходного сырья для изготовления кабелей необходимо использовать те промышленные линии, технические характеристики которых будут соответствовать заявленной мощности.
Технология производства кабеля
Технология изготовления кабельной продукции состоит из нескольких этапов, обеспечивающих полный цикл работ. В первую очередь происходит подготовка металлических жил (медных или алюминиевых). Это осуществляется путем волочения проволоки более толстого диаметра, намотанной на огромной бухте. Данный процесс осуществляется методом ее протяжки через ряд волоков с сужающимися последовательными отверстиями.
В результате образуются токопроводящие жилы будущего кабеля. Следующим этапом является покрытие металла изоляцией. Для этого жилы поступают в экструдер, в котором предварительно разогревается до заданной температуры гранулированный полиэтилен. Расплавленная смесь обволакивает металл и вместе с ним выходит через отверстие, которое обеспечивает центровку жилы в оболочке.
Далее происходит охлаждение полученного провода путем протяжки его через ванну, которая орошается водой. После это проводится проверка на соответствие диаметру, эксцентриситету, герметичности. Кроме того, провод подвергается испытанию изоляции напряжением 250В. Если он соответствует всем требованиям, то попадает на намоточную машину.
Здесь происходит формирование катушек заданной длины. Весь описанный цикл происходит в автоматическом режиме, остановка процесса невозможна. Следующая операция – это скрутка жил в специальной крутильной машине и изготовление изоляции уже готового кабеля. Этот процесс происходит в экструдере. При необходимости можно добавить и третью операцию – бронирование продукции. В таком случае кабель покрывают слоем свинца или стали.
Источник



