- Монтаж трубных соединений
- Инструкции по монтажу резьбовых трубных соединений
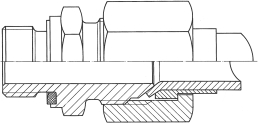
- Монтаж резьбовых соединений с режущим кольцом
- Подготовка к монтажу
- Монтаж в штуцере предварительной сборки из закаленного металла
- Контроль предварительного монтажа
- Монтаж в резьбовом штуцере
- Готовый монтаж предварительно смонтированных на заводе-изготовителе резьбовых штуцеров
- Монтаж резьбовых соединений отбортовкой
- Монтаж труб с отбортовкой и резьбовых соединений с режущим кольцом
- Монтаж резьбовых соединений отбортовкой согласно нормам SAE J 514 и ISO 8434-2
- Монтаж сварных конусов
Монтаж трубных соединений
Добрый день, дороге друзья. Я рад вас приветствовать на информационно-инженерном портале Веб-Механик.РФ
Сегодня мы рассмотрим тему монтажа трубных соединений гидравлических трубопроводов. Никого не удивлю, сказав, что многие линии смонтированы по старинке путем сварных соединений плюс «американки». Порой в системе можно выловить кусочки шлака после сварки. И хорошо, если этот кусочек застрянет в трубах, а не попадет в клапан или насос. Мне в этом плане повезло — изначально трубы были смонтированы при помощи резиновых соединений с режущим, или как мы его еще называем — врезным, кольцом.
Надеюсь, что вам эта информация пригодится. Пишите свои отзывы в комментариях. Итак, приступим.
Инструкции по монтажу резьбовых трубных соединений
Правильный монтаж является важным условием надежного и безупречного функционирования резьбовых соединений с режущим кольцом и резьбовых соединений отбортовкой. При соблюдении приведенных ниже указаний можно выполнить без проблем и любой повторный монтаж.
Монтаж резьбовых соединений с режущим кольцом
Имеется три способа монтажа резьбовых соединений с режущим кольцом:
- монтаж в штуцере предварительной сборки из закаленного металла,
- Установка через резьбовой штуцер; данное условие не распространяется на трубы из высококачественной стали
- готовый монтаж предварительно смонтированных на заводе-изготовителе резьбовых штуцеров.
В любом случае мы рекомендуем Вам использовать штуцеры предварительной сборки из закаленного металла; они изготавливаются из инструментальной стали и благодаря своей высокой прочности лучше передают возникающие при монтаже усилия в резьбовое соединение, что обеспечивает высокую надежность монтажа.
Подготовка к монтажу
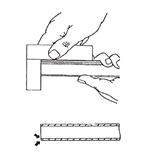
- Отрезать трубу под прямым углом. При использовании трубореза состояние конца трубы изменяется, в результате чего ослабляется прочность посадки режущего кольца. Допустимое угловое отклонение: 0,5°.
- Конец трубы (изнутри и снаружи) освободить от грата. Допускается фаска 0,2 x 45°.
- Конец трубы очистить от загрязнений (стружки и т. п.).
Для обеспечения надежности монтажа мягкие трубы (из меди, алюминия, тонкостенные стальные трубы) следует снабдить усиливающими гильзами.
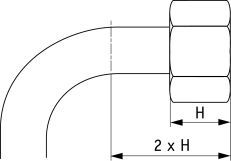
Прямой конец колена трубы до начала радиуса изгиба должен иметь размер не менее двухкратной высоты накидной гайки. По всей указанной длине 2 x H прямой конец трубы не должен содержать отклонений в отношении округлости и прямоты, выходящих за область допусков на размеры трубы согласно норме DIN 2391.
Монтаж в штуцере предварительной сборки из закаленного металла
Резьбу и конус штуцера предварительной сборки, а также резьбу накидной гайки смазать маслом.
- Накидную гайку и режущее кольцо надеть на трубу.
- Накидную гайку завинтить вручную до ощутимого упора.
- Трубу крепко вдавить до упора в штуцер предварительной сборки, иначе не произойдет врезания трубы.
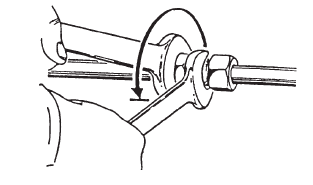
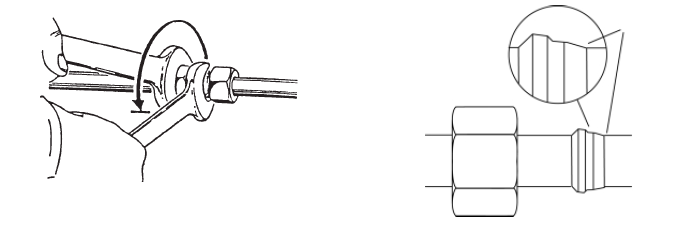
- Накидную гайку затянуть в один оборот. При этом труба не должна поворачиваться.

Контроль предварительного монтажа
- Накидную гайку ослабить и проверить, образовался ли видимый буртик перед передней режущей кромкой.
- Режущее кольцо может вращаться, но не должно перемещаться в аксиальном направлении.
Предварительно смонтированную трубу вставить в резьбовой штуцер. По достижении точки наиболее ощутимой затраты силы накидную гайку затянуть на 1/2 оборота. При этом удерживать штуцер!
Важно: Еще раз проверить наплыв материала перед режущим кольцом!
Монтаж в резьбовом штуцере
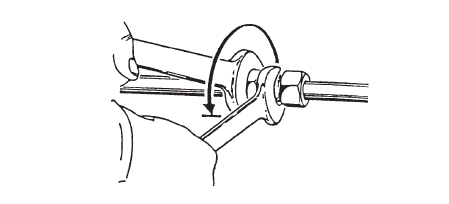
- Резьбу и конус штуцера предварительной сборки, а также резьбу накидной гайки смазать маслом. Накидную гайку и режущее кольцо надеть на трубу, при этом следить за правильностью положения режущего кольца, иначе будет выполнен неверный монтаж.
- Накидную гайку завинтить вручную до ощутимого упора, при этом трубу крепко вдавливать до упора в штуцер предварительной сборки, иначе не произойдет врезания трубы.
- Накидную гайку завинтить ключом прибл. в 1/2 оборота. При этом резьбовой штуцер удерживать ключом.
- Резьбовое соединение демонтировать и проверить, образовался ли видимый буртик перед первой (передней) режущей кромкой.
- Режущее кольцо может вращаться, но не должно перемещаться в аксиальном направлении.
Готовый монтаж предварительно смонтированных на заводе-изготовителе резьбовых штуцеров
Режущее кольцо у таких резьбовых соединений уже предварительно cмонтировано. Однако мы в любом случае рекомендуем выбрать резьбовые соединения с уплотнительным конусом.
- Резьбу накидной гайки, режущее кольцо и резьбу резьбового штуцера смазать маслом.
- Накидную гайку завинтить до ощутимого упора.
- По достижении точки наиболее ощутимой затраты силы накидную гайку затянуть на 1/2 оборота, при этом резьбовой штуцер удерживать ключом.
- И здесь обязательно проверить наплыв материала перед режущей кромкой.
Монтаж резьбовых соединений отбортовкой
В общей сложности имеется два способа выполнения резьбовых соединений отбортовкой:
- резьбовые трубные соединения с установленным режущим кольцом 24°, форма отверстия W (DIN 2353 или, соответственно, DIN 3861),
- резьбовые соединения отбортовкой согласно норме SAE J 514 или, соответственно, ISO 8434-2.
Определение длины резки трубы
Длина трубы определяется по расстоянию между торцовыми поверхностями соединяемых штуцеров.
Значение требуемой длины трубы без отбортовки определяется путем вычитания размера X для каждого конца трубы.
При несоблюдении размеров трубопровод оказывается слишком длинным, в результате чего при монтаже возникает ненужная нагрузка.
По данным, приведенным в отдельных таблицах размеров, вычисление длины трубопровода возможно только с помощью размера T, представляющего собой разницу в длине между резьбовым соединением отбортовкой и резьбовым соединением с режущим кольцом.
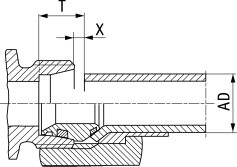
AD = наружный диаметр трубы в мм
S = толщина стенки трубы в мм
T = разница в длине относительно обычного резьбового соединения с режущим кольцом согласно норме DIN EN ISO 8434-1
X = вычитаемый размер
| AD x S | T | X | AD x S | T | X | AD x S | T | X |
|---|---|---|---|---|---|---|---|---|
| 6×1 | 8 | 1 | 16×1,5 | 8,5 | 0 | 28×2 | 9 | 1,5 |
| 6×1,5 | 9 | 2 | 16×2 | 9,5 | 1 | 28×2,5 | 10 | 2,5 |
| 16×2,5 | 10 | 1,5 | 28×3 | 10,5 | 3 | |||
| 8×1 | 8 | 1 | 18×1,5 | 7,5 | 0 | 30×3 | 14,5 | 1 |
| 8×1,5 | 9 | 2 | 18×2 | 8,5 | 1 | 30×4 | 16,5 | 3 |
| 8×2 | 9,5 | 2,5 | 18×2,5 | 9 | 1,5 | 30×5 | 18 | 4,5 |
| 10×1 | 8 | 1 | 20×2 | 11,5 | 1 | 35×2 | 12 | 1,5 |
| 10×1,5 | 9 | 2 | 20×2,5 | 12,5 | 2 | 35×2,5 | 12,5 | 2 |
| 10×2 | 10 | 3 | 20×3 | 13,5 | 3 | 35×3 | 13,5 | 3 |
| 12×1 | 8 | 1 | 20×3,5 | 14,5 | 4 | 35×4 | 15 | 4,5 |
| 12×1,5 | 9 | 2 | 22×1,5 | 8,5 | 1 | 38×2,5 | 16 | 0 |
| 12×2 | 10 | 3 | 22×2 | 9,5 | 2 | 38×3 | 16,5 | 0,5 |
| 14×1,5 | 8,5 | 0,5 | 22×2,5 | 10,5 | 3 | 38×4 | 18 | 2 |
| 14×2 | 9 | 1 | 22×3 | 11 | 3,5 | 38×5 | 20 | 4 |
| 14×2,5 | 10 | 2 | 25×2 | 13 | 1 | 42×2 | 12,5 | 1,5 |
| 14×3 | 11 | 3 | 25×2,5 | 13,5 | 1,5 | 42×3 | 14 | 3 |
| 15×1,5 | 8 | 1 | 25×3 | 14,5 | 2,5 | 42×4 | 15,5 | 4,5 |
| 15×2 | 9 | 2 | 25×4 | 16 | 4 | |||
| 15×2,5 | 10 | 3 | 30×2 | 13 | 0,5 | |||
| 16×3 | 11 | 2,5 | 30×2,5 | 14 | 0,5 |
Монтаж труб с отбортовкой и резьбовых соединений с режущим кольцом

- Трубу отрезать под прямым углом, также не пользуясь при этом труборезом.
- Конец трубы (изнутри и снаружи) только слегка освободить от грата, не «заострять», т. к. иначе ухудшается качество уплотнения.
- Конец трубы тщательно очистить изнутри (опилки), чтобы не допустить поверждения уплотнительной поверхности при отбортовке.
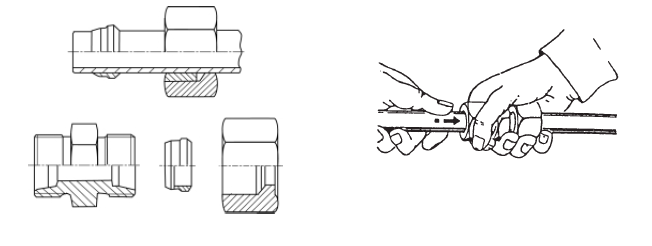
- Накидную гайку и нажимное кольцо надеть на трубу. Следить за правильностью положения.
- Отбортовать трубу с помощью кромкогибочной машины или инструмента. Значение диаметра отбортовки DB должно находиться в пределах допуска, указанного в приведенной ниже таблице.
Отбортованный конус должен находиться перпендикулярно оси трубы и по центру относительно нажимного кольца, внутренний конус должен быть чистым и без штрихов, чтобы обеспечить тем самым безупречное уплотнение.
- Собрать резьбовое соединение в соответствии с рисунком, и туго затянуть накидную гайку.
- При готовом монтаже накидную гайку по достижении точки наиболее ощутимой затраты силы затянуть ключом прибл. на 1/4 — 1/2 оборота.
- После ослабления каждый повторный монтаж не требует большой затраты сил.

| Труба AD | 6 | 8 | 10 | 12 | 14 | 15 | 16 | 18 | 20 | 22 | 25 | 28 | 30 | 35 | 38 | 42 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| DBmin | 9,1 | 11,3 | 13,1 | 15,3 | 18,6 | 19,1 | 20,6 | 23,2 | 25,6 | 26,5 | 31,1 | 32,7 | 37 | 41,8 | 46 | 48,8 |
| DBmax | 10 | 12 | 14 | 16,2 | .19,6 | 20,2 | 22 | 24,2 | 27,8 | 27,8 | 33 | 33,8 | 38,9 | 42,7 | 47,2 | 49,8 |
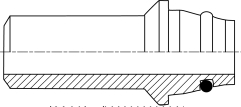
Монтаж резьбовых соединений отбортовкой согласно нормам SAE J 514 и ISO 8434-2
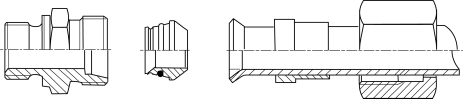
Резьбовые соединения отбортовкой состоят из нажимного кольца, накидной гайки и резьбового штуцера:
Отбортованная труба зажимается и закрепляется между нажимным кольцом и резьбовым штуцером.
Концы трубы отрезаются, как описано выше, и отбортовываются указанным образом.
При монтаже накидную гайку туго затягивают вручную, а затем затягивают на 1/4 до макс. 1/2 оборота.
Повторный монтаж выполняется без большой затраты силы.
Монтаж сварных конусов
Трубу отрезать под прямым углом, освободить от грата и снять с нее фаску для V-образного шва согласно норме DIN 2559.
- Накидную гайку надеть на сварной конус.
- Сварной конус и трубу соответствующим образом сварить. Следить за тем, чтобы внутрь трубы не попал образующийся при сварке грат. Конус, канавка и конус штуцера должны оставаться чистыми.
- Кольцо круглого сечения вставлять в канавку только после сварки. Оно не должно прокручиваться.
- Сварной конус, конус, внутреннюю и внешнюю резьбу смазать маслом, а не консистентной смазкой.
- Накидную гайку туго завинтить вручную и затянуть прибл. на 1/4 оборота.
Источник



