§ 1. Общие сведения. Подготовка, монтаж и сдача прессов в эксплуатацию. Точки смазки пресса с закрытой станиной.
Мелкие прессы усилием до 980,7 кН (100 тс) упаковывают в один ящик, без разборки на узлы. При упаковке прессов на заводах-изготовителях для длительного хранения трущиеся поверхности узлов покрывают смазкой, которую удаляют при монтаже. При вскрытии ящика проверяют наружное состояние узлов пресса, наличие всех деталей и комплектующего инструмента по ведомости комплектации. Во избежание повреждений распаковывают сначала верхний щит ящика, затем боковые щиты.
Подготовка, монтаж и сдача прессов в эксплуатацию производятся в такой последовательности:
изготовление фундамента по заданию отдела капитального строительства;
транспортировка пресса и его узлов к месту монтажа;
распаковка пресса, технический осмотр, определение комплектности;
установка станины на фундамент и предварительная выверка по уровню;
монтаж остальных узлов и проверка по нормам точности.
На рис. 145 показан чертеж фундамента однокривошипного (закрытого типа) пресса простого действия К-274А усилием 3,1 МН (315 тс). При постройке фундамента предусматривается удобство обслуживания фундаментной ямы, где располагаются пневматические или гидропневматические подушки 1. Для спуска в яму в стенке фундамента закрепляется лестница 2. Пресс после установки на фундамент закрепляют анкерными болтами 3.
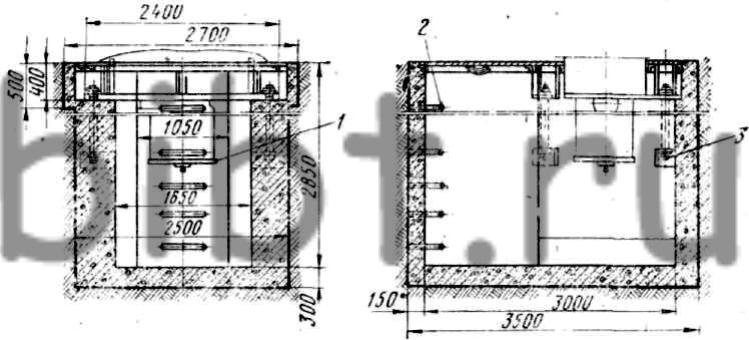
Рис. 145. Чертеж фундамента однокривошипного (закрытого типа) пресса простого действия К-274А
Отклонение верхней плоскости стола от горизонтали допускается не более 0,2 мм на 1000 мм. Пресс при монтаже выверяют по уровню с подкладкой металлических клиньев. После этого под опорные плоскости станины подливают бетонный раствор, которому дают хорошо «схватить», после чего заканчивают монтаж пресса.
При монтаже все узлы пресса тщательно протирают (снимают антикоррозионную смазку), после чего снова смазывают машинным маслом.
При размещении листоштамповочных прессов на производственных участках цехов соблюдаются нормы удельной площади, а также учитываются нормы расстояний от одного пресса до другого. При расположении прессового оборудования необходимо также учитывать удобство обслуживания прессов мостовыми кранами.
При монтаже прессов с разъемными станинами сначала устанавливают на фундамент основание, стол которого выверяют по уровню. После заливки бетоном устанавливают стойки и головки пресса. Станину в сборе предварительно стягивают болтами и. гайками. Положение гаек фиксируется рисками на болте и гайке.
Окончательно затягивают гайки после нагрева стяжных болтов пламенем газосварочной горелки через окна в стойках станины. Затяжку на заранее рассчитанный размер (согласно «Руководству к прессу») производят в определенной последовательности, по диагонали прямоугольника расположения четырех болтов во избежание перекосов затяжки после охлаждения болтов. Величина удлинения стяжного болта от нагрева составляет 0,7 мм на 1 м длины.
После сборки станины устанавливают ползун и направляющие, подвешивают шатуны, крепят связи винтов с ползуном. В последнюю очередь монтируют фрикционную муфту, главный электродвигатель, пневматическую систему и электроаппаратуру. Станину и электрическую проводку надежно заземляют; пневматическую систему заполняют сжатым воздухом и проверяют, плотны ли все соединения. Так же монтируют и проверяют систему маслопроводов согласно схеме смазки.
Перед пуском пресса проверяют работу системы смазки: централизованную (с густым смазочным материалом), работающую от ручного насоса, и систему, которая функционирует принудительно во время работы пресса (с жидким смазочным материалом) (рис. 146). Указания по смазке пресса приведены в паспорте пресса.
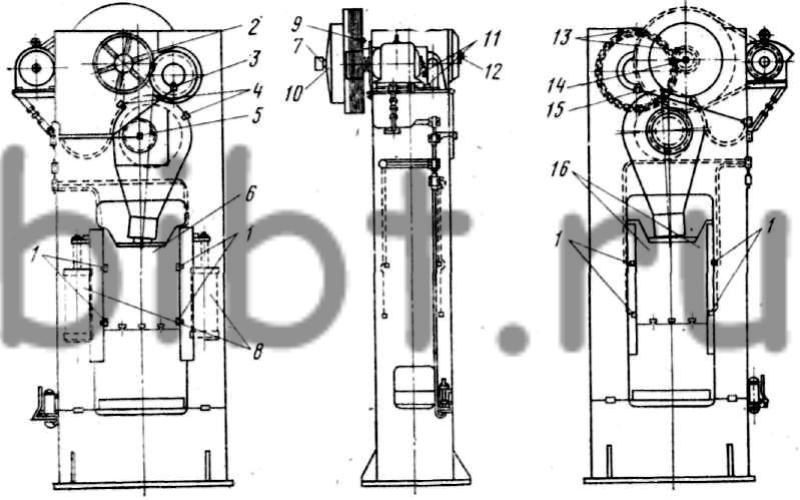
Рис. 146. Точки смазки пресса с закрытой станиной:
1 — направляющие ползуна; подшипники: 2 — передний роликовый вала муфты, 3 — передний промежуточного вала, 5 — колеса с эксцентриком, 9 — маховика, 10 — головки воздуха, 12 — тормоза, 14 — задний вала муфты, 15 — задний промежуточного вала 16 — механизма регулировки ползуна; 4 — верхняя головка шатуна, 6 — механизм’ регулировки ползуна, 7 — распределитель регулировки ползуна, 8 — полости поршней уравновешивателей ползуна, 11 — привод командоаппарата, 13 — зубчатое колесо привода
На прессах усилием более 980,7 кН (100 тс) в ходе испытания устанавливают необходимое количество масла и доливают по мере его убывания в маслосборной ванне.
После проверки системы смазки проверяют и регулируют воздухопровод. Для этого открывают краны (вентили) всех воздушных магистралей, устанавливая регуляторами наибольшее давление. Показателем достаточной герметичности в воздухопроводе служит равенство давлений во всех магистралях и в сети (проверять следует по манометрам). Если наблюдается перепад давлений, то, значит, существуют утечки, которые необходимо устранить. Если утечки отсутствуют, а давление в магистралях ниже, чем в сети, тогда неисправен регулятор давления. Следует перекрыть кран магистрали, спустить сжатый воздух и отремонтировать регулятор давления.
Муфты и тормоза регулируют при наладке штампов.
Подготовка пресса к наладке. На машиностроительных заводах прессы после монтажа и проверки (на холостом ходу) передают по акту приемки механику цеха для эксплуатации. На производственном участке каждому прессу присваивается инвентарный номер, а также определяются типоразмер и группа сложности его.
Далее пресс поступает к наладчику, который перед проведением наладочных работ обязан ознакомиться с технической документацией пресса — его паспортом, инструкциями и подробным описанием механизмов и узлов, имеющимся в «Руководстве прессом».
Наладчик должен детально ознакомиться с технологическими картами изделий, которые будут изготовляться на данном прессе. При установке штампов на прессе используются подъемные краны, тельферы и специальные устройства для зачаливания.
Источник
Инструкция по эксплуатации пакетировочного гидравлического пресса (ПГП)
Скачать в формате WORD / PDF
ПОРЯДОК РАБОТЫ
1. Произвести визуальный контроль соответствия состояния пресса, рабочего места и инструмента правилам техники безопасности и противопожарной безопасности.
2. Включить электропитание пресса.
3. Включить электродвигатель (поз. 9).
4. Рычаг распределителя зафиксировать в положение В (поз. 8).
Подвижная плита поднимется вверх и в конце хода электродвигатель отключится.
5. Открыть двери загрузки (поз. 16), при этом электродвигатель выключается автоматически, уложить ленту обвязки в предусмотренные пазы с выступающим запасом для последующей обвязки кипы, закрыть рабочую камеру и загрузить отходами.
Во избежание перекоса верхней плиты загружать камеру равномерно и только сортированными отходами (рыхлый картон отдельно от плотной бумаги). Необходимо бережно относится к гидравлическому прессу.
6. Закрыть верхнюю загрузочную дверь.
7. Рычаг зафиксировать в положении Б на опускание, нажать кнопку включения электродвигателя и удерживать её при опускании плиты до момента отключения концевого выключателя, далее кнопку отпустить, при этом электродвигатель продолжит работу.
При достижении номинального усилия (в зависимости от модели распределителя) рычаг автоматически вернется в положение А. В случае необходимости достижения максимального усилия дожать рычаг до положения Б (положение не фиксируется) и удерживать до прекращения движения плиты (при этом срабатывает редукционный клапан). Отпустите рычаг, и он вернется в нейтральное положение А.
8. Для полного формирования кипы повторить пункт 5-7 несколько раз, до полного заполнения камеры (при прессовании тяжелых материалов — до достижения максимального веса кипы). Высота кипы ограничивается высотой прессовальной камеры (в зависимости от модели пресса) превышение высоты кипы может привести к поломке пресса.
9. Открыть верхнюю дверцу (электродвигатель отключится автоматически), открыть нижнюю дверцу перевязать кипу.
Для пропускания проволоки или ленты предусмотрены технологические пазы в верхней и нижней плитах (поз. 13).
10. Закрепить цепи к подвижной плите. Поднять верхнюю плиту до упора. Удалить готовую кипу из рабочей камеры. Закрыть нижнюю дверь. Формировать новую кипу (п.п. 5-7).
11. По окончании работы опустить плиту, отключить электропитание, снизить давление масла в гидросистеме (рычаг распределителя последовательно переключать А-Б-В).
Категорически запрещается эксплуатация пресса с неисправными или отключенными концевыми выключателями (поз.15). НЕИСПОЛНЕНИЕ данного пункта ведет к потере права на гарантийный ремонт. При обнаружении любых видов неисправностей эксплуатация пресса запрещена.
ВНИМАНИЕ! В случае необходимости, для предотвращения рассыпания кипа снизу и сверху прокладывается картоном.
Источник



