- Пресс-инструмент, резаки для стальных труб
- Сварка нержавейки — холодная, контактная, tig, mma, mig mag
- Виды сварки
- Ручной вариант сварки
- MIG/MAG
- Преимущества метода
- Выпрямитель или инвертор?
- Особенности сварки ММА
- Электроды
- Для аргонодуговой сварки TIG вам понадобится:
- На что в первую очередь стоит обратить внимание
- Аппараты для сварки нержавейки
- Автомат подачи
- Сварка MIG в полуавтоматическом режиме
- Для подбора диаметра сварочной проволоки ниже мы привели универсальную таблицу
- Сварка нержавейки МИГ/МАГ
Пресс-инструмент, резаки для стальных труб
VT.1550.UCZ
VT.5701.V
VT.572111.PPSE
VT.EFP203.0
VT.PB2.V
VTi.701.0
VTi.735.0
VTi.W701.F
VTi.W735.SS
VTm.295.V
VTm.295.VR
Для профессионального монтажа трубопроводных систем из нержавеющей стали VALTEC INOX-PRESS предлагается эффективный пресс-инструмент и насадки для электрического пресс-инструмента с необходимым профилем обжатия – V, а также резаки для стальных труб. Оборудование удобно в работе, обеспечивает надежный и быстрый монтаж.
© 2022 ООО «ВЕСТА РЕГИОНЫ»
Все права защищены.








МОСКВА
108851, Москва, г. Щербинка, ул. Железнодорожная, д. 32, стр. 1
тел.: +7 (495) 228-30-30
САНКТ-ПЕТЕРБУРГ
192019, Санкт-Петербург, ул. Профессора Качалова, 11
тел.: +7 (812) 324-77-50
САМАРА
443031, г. Самара, 9 просека, 2-й проезд, д. 16 «А»
тел.: +7 (846) 269-64-54
РОСТОВ-НА-ДОНУ
344091, Ростов-на-Дону,
ул. Малиновского, д. 3
тел.: +7 (863) 261-84-08
КРАСНОДАР
350001, Краснодар, ул. Ставропольская, д. 212, 3 этаж
тел.: +7 (861) 214-98-92
ЕКАТЕРИНБУРГ
620016, Екатеринбург, ул. Академика Вонсовского, 1А
тел.: +7 (343) 278-24-90
Источник
Сварка нержавейки — холодная, контактная, tig, mma, mig mag

Уважаемые начинающие сварщики, эта статья написана для вас. Мы изучили все часто задаваемые вопросы о сварке в режимах TIG и MIG и сделали небольшую статью, в которой ответили на эти вопросы. Возможно, это поможет вам при работе с оборудованием.
Виды сварки

С помощью mig mag и mma сварки происходит прочное соединение металлических конструкций, отдельных деталей посредством расплавления кромок и образования единого целого. В результате сварки образуется прочный шов, обладающий высокой прочностью, даже при колебательных нагрузках. Что такое TIG и MMA, а также расшифровку аббревиатур MIG и MAG вы узнаете из следующих разделов.
Ручной вариант сварки
MMA сварка что это такое, аббревиатура переводится дословно — дуговая сварка вручную, при этом используется электрод с напыленным или обмазанным флюсом. В качестве источника тока применяют трансформатор или инвертор. При расплавлении покрытие стержня становится жидким и защищает расплавленный металл от окисления воздухом.
После окончания процесса сварки шлак покрывает шовное соединение прочным слоем, который удаляется сварщиком, чтобы визуально проверить качество соединения. Аналогичная сварка производится при подключении постоянного или переменного тока, причем первый вариант использует прямую и обратную полярность. ММА — это наиболее распространенная сварка на любом производстве.
MIG/MAG
Что это такое MIG сварка — полуавтоматический процесс соединения металлов при подаче присадочной проволоки, а защиту выполняет инертный газ. Различие аббревиатур МИГ/МАГ происходит из-за написания на английском или немецком языке. Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
MIG сварка — это процесс, построенный на использовании инертного газа, который тяжелее воздуха и обволакивает сварочную ванну, препятствуя окислению расплавленного металла. MAG — использует агрессивные газы, в состав которых входят молекулы кислорода, сварка металлов происходит при соединении создаваемой и естественной среды.
Преимущества метода
Основные достоинства этих прогрессивных методов соединения металлов:
- Простата технологии сварки, доступная начинающим сварщикам.
- Высокое качество шовного соединения и аналогичная производительность, т. к. нет затрат времени на смену электродов.
- Сварка производится во всех пространственных положениях, при низком тепловом вложении, что подходит для соединения тонколистового металла.
- Не надо производить последующую обработку шва.
- Длинные швы выполняются без остановки и повторной активации дуги, что намного упрощает весь процесс.
Именно из-за таких преимуществ МИГ/МАГ применяется на автоматических линиях сборки автомобилей, где используются роботы для сварочных работ.
Выпрямитель или инвертор?
Опытные сварщики для каждодневной работы выбирают инвертор, потому что дополнительные режимы и встроенные функции упрощают технологию, особенно это актуально при соединении деталей и конструкций из алюминия, нержавеющей стали и сложных тугоплавких сплавов. Имеет значение и вес аппарата, возможность подключения к любой электрической сети.
Трансформатор отличается исключительной надежностью в работе и низкой стоимостью, но потребляет гораздо больше электроэнергии. Его масса значительна, поэтому мобильностью он не отличается, да и используют его для простейших видов сварки.
Точная расшифровка аббревиатуры означает вольфрам в инертном газе, в качестве электрода применяется тонкий стержень из аналогичного металла, который затачивается определенным способом. При сварке используют присадочную проволоку, которая, расплавляясь, заполняет углубление между заготовками.
Особое значение имеет конструкция горелки, где неплавящийся электрод расположен в центре, а вокруг него подается защитный газ, состоящий из чистого аргона или его смесей. Эта методика требует основательной подготовки исполнителя и качественного оборудования, нагрев здесь минимальный, поэтому перегрев металла не происходит.
Применяется для сплавки алюминия и тонкой листовой нержавейки.
Особенности сварки ММА
Работать с нержавеющей сталью могут как трансформаторные, так и инверторные аппараты. Особенно такая сварка распространена на бытовом уровне и в небольших цехах,  где налажено мелкосерийное производство не слишком ответственных изделий из нержавеющих сталей. Как уже упоминалось, сварочный аппарат для сварки нержавеющей стали может быть любой конструкции, даже любительский. В ММА-сварке важен правильный выбор электродов.
где налажено мелкосерийное производство не слишком ответственных изделий из нержавеющих сталей. Как уже упоминалось, сварочный аппарат для сварки нержавеющей стали может быть любой конструкции, даже любительский. В ММА-сварке важен правильный выбор электродов.
Электроды
Для работы с нержавеющей сталью подходят два вида электродов — основные ( типа СЭЗ ЗИО-8 d4,0) и рутиловые (Lincoln Electric Omnia 46 D3,0). Первые — это покрытые электроды с внешним слоем из карбоната магния или кальция. Они предназначены для постоянного тока обратной полярности. Это значит, что к электроду подключается «+» аппарата, а к свариваемой детали «—». Диаметр электрода выбирается по толщине свариваемой стали и ее марке.
Рутиловые электроды защищенные двуокисью титана (TiO2). Работать с ними можно как при постоянном токе с такой же полярностью, как и в первом случае, так и с переменным током. Они отлично держат дугу и практически не создают брызг металла, что характерно для основных электродов.
Таблица 1. Выбор электродов для нержавейки при сварке ММА

Выбирать электроды, зная марку свариваемой стали, лучше всего по ГОСТ 10052, где для каждого металла из марочника высоколегированных сталей указан точно подобранный электрод.
Почему так важен подбор электродов? Хром, находящийся в составе стали, очень активно взаимодействует с кислородом атмосферы и образует пленку толщиной в несколько атомов, которая, тем не менее, препятствует соединению расплава из разных частей соединяемых деталей. Покрытие электрода, сгорая, создает защитную атмосферу, которая не допускает в сварочную ванну кислород и азот. Но для нержавейки следует подбирать специальный состав защитной атмосферы, поэтому не все виды электродов подходят.
Для аргонодуговой сварки TIG вам понадобится:
- Сварочный аппарат аргонодуговой сварки.
- Баллон с газом (Аргон или Гелий)
- Редуктор.
- Присадочный пруток.
На что в первую очередь стоит обратить внимание
- Большинство аппаратов TIG варят металлы на постоянном токе DC. Если вам нужно варить алюминий – необходимо приобрести аппарат сваривающий металлы на переменном токе AC. Аппарат на постоянном токе DC никогда не будет варить алюминий! Только на переменном токе AC можно сваривать алюминий.
- TIG сваркой можно сваривать: сталь, алюминий, медь, титан и два разнородных металла. Этот процесс идеально подходит для сварки труднодоступных швов, швов формы S, углов. Сварка аппаратом TIG позволит выполнить очень тонкие и качественные швы, особенно там, где важно чтобы шов был не заметен. Так как вы сами контролируете весь процесс сварки с помощью сварочной горелки , вы сможете делать косметические швы, автомобильные, сваривать тонкие металлы.
- Газ. В 99% случаев вам понадобиться Аргон. Очень редко используют Гелий, например американская ассоциация сварщиков рекомендует использовать Гелий для сварки меди, но Гелий очень дорогой и по этому все используют Аргон. Газ нужен для того, чтобы в сварочную ванну не попадал воздух, который разрушит соединение. Аргон – инертный газ, он безвреден для дыхания и не взрывоопасен.
- Присадочный пруток. Как правило он продается в тубах. Когда вы поднесете горелку к металлу и по вольфрамовому электроду пойдет ток на изделия которые вы будете сваривать – вам необходимо будет подсовывать присадочный пруток. Ток будет расплавлять металл и присадочный пруток, который в свою очередь будет образовывать сварочный шов. По мере продвижения горелки шов будет остывать и сваривать прочно изделия.
- Редуктор. Вам понадобиться специальный редуктор для Аргона, который присоединяется к баллону с газом.
- Вольфрамовый электрод – перед тем как вы выбрать вольфрамовый электрод нужно понимать какой металл вы будете сваривать, в принципе есть универсальный вариант WC 20 (серый). Если вы будете сваривать алюминий, то кончик электрода нужно заточить в форме шарика, а если вы будете сваривать стальные изделия – нужно заточить в форме острого наконечника. Заточить электрод можно на любом шлифовальном станке.
Аппараты для сварки нержавейки
Выбор, каким аппаратом варить нержавейку, зависит от уподобаний и квалификации сварщика. Но, по мнению подавляющего большинства профессионалов, лучше всего для РДС высоколегированных марок сталей подходят инверторные аппараты. При покупке обращайте внимание на такие основные параметры, которые очень сильно влияют на результат работы с нержавейкой: 
- Рабочий диапазон температур. Некоторые инверторы не способны работать при отрицательных температурах. У качественного инвертора для нержавейки диапазон начинается от -10 0С и ниже.
- Сила сварочного тока достаточна в пределах 30-180А;
- Наличие Hot Start, Anti-Stick и Arc Force — обязательно;
- Мощность аппарата должна обеспечивать возможность применения электродов диаметром до 4 мм.
Если ориентироваться на конкретные модели, то для сваривания нержавейки в бытовых и полупрофессиональных условиях отличными характеристиками обладают однофазные аппараты Сварог PRO ARC, ПАТОН ВДИ-200P, Сварог TECH ARC. Они не являются самыми лучшими, но их характеристики можно использовать, как ориентиры при выборе среди моделей других производителей. Для профессиональной работы вполне подойдут WM Pico 162, Lincoln Electric, KEMPPI Minarc.
В семействе трехфазных лучшим выбором будут Сварог ARC 315 Lincoln Electric, EWM Pico, BRIMA ARC.
Автомат подачи
Устройство постоянной подачи присадочной проволоки осуществляет поступление без проскальзывания и зажёвываний, в инвертор загружается кассета весом от 5 до 15 кг, с диаметром 0,8—1,2 мм. Подробная комплектация автоматической подачи выглядит так:
- Рукав для сварочных работ состоит из гибкого каркасного кабеля, обтянутого многослойной резиной, которая защищает и изолирует силовой провод. Внутри имеется спирального вида канал для непрерывной подачи проволоки и изолированный шланг подачи защитного газа.
- Механизм подачи присадки — осуществляет постоянное движение проволоки по каналу, состоит из электрического двигателя и прижимных роликов, настроенных на определенное усилие.
- Отсек для установки катушки с намотанной проволокой. Располагается рядом с механизмом подачи, причем емкость с присадком располагается вертикально или горизонтально относительно последнего. Фиксация происходит зажимом или гайкой.
- Осуществляет регулировку блок управления подачи. Существуют два способа — электронный, с применением реостата или механический, используя сменные шестерни.
На современных моделях имеются цифровые табло, где выставляется точная скорость подачи проволоки, чтобы обеспечить качество формирования шва.
В. П. Игнатенко, образование: колледж, специальность: сварщик 4 разряда, опыт работы с 2000 года: Автоматическая подача проволоки облегчает работу исполнителя и ускоряет производительность, но надо быть внимательным и иметь определенный опыт.
Сварка MIG в полуавтоматическом режиме
На наш взгляд, один из самых практичных типов сварки — это сварка полуавтоматом в среде активных газов.
Для корректной работы сварочного полуавтомата вам понадобится углекислота (СО2) или смесь инертных газов, например Аргон + СО2, соответствующий газу редуктор, а также сварочная проволока (сплошного сечения или порошковая. Во время сварочного процесса из сопла горелки подается сварочная проволока и защитный газ. Задача газа — создать защитную оболочку, оттеснив воздух из сварочной ванны, тем самым защитить сварной шов от попадания кислорода и азота. Смесь аргона с углекислым газом способствуют повышению стабильности дуги, а также улучшает формирование шва при сварке тонколистового металла.
Для подбора диаметра сварочной проволоки ниже мы привели универсальную таблицу
| Толщина металла, мм. | 0.5-1.0 | 1.0-2.0 | 2.0-4.0 | 5.0-8.0 | 8.0-12 | 12-18 |
| Диаметр сварочной проволоки, мм. | 0.5-0.8 | 0.8-1.0 | 1.0-1.2 | 1.6-2.0 | 2.0 | 2.0-2.5 |
При расходе газа 20 л/мин. углекислота превращается в сухой лед. Что бы предотвратить замерзание редуктора, советуем вам приобретать регуляторы расхода газа с подогревом. Как правило, подогрев подключается к розетке 36В, которой оснащены большинство сварочных полуавтоматов.
При выборе аппарта обращайте внимание какой мксимальный диаметр проволоки вы можете использовать. Как правило, все «бытовые» аппараты имеют максимальный диаметр 1.0 мм. Настройки аппарата подогнаны под эту толщину сварочной проволоки и корректная работа аппарата возможна только при соблюдении этого диаметра. Промышленные аппараты могут варить более оолстой проволокой. Если вы берете аппарат в гараж или на дачу, вам достаточно будет аппарата который выдает до 140А. Многие производители делают такие аппараты с максимальным током до 180 Ампер.
Обычно покупается инверторная техника, но кому-то нравится рабоать трансформаторной. Например полуавтомат ELAND MIG 195 очень часто покупается в нашем интернет-магазине. Инверторный аппарат от компании Сварог EASY MIG 160 N219 может сваривать алюминий.
Сварка нержавейки МИГ/МАГ
Полуавтоматическая сварка нержавейки доступна даже при не слишком больших профессиональных навыках и умениях. Но в руках профессиональных сварщиков аппараты MIG творят настоящие чудеса, справляясь как с тончайшими листами, так и с громоздкими рельефными деталями. 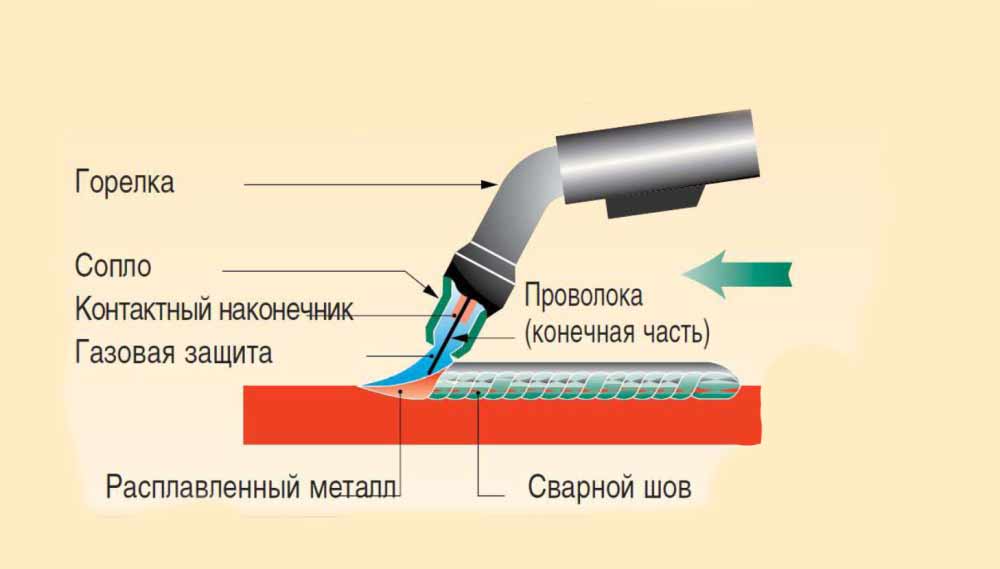
Аппарат МИГ/МАГ должен иметь возможность настроек для работы короткой дугой (для тонких листов), струйным переносом и в импульсном режиме. Газ используется вместе с монолитной нержавеющей проволокой, при сварке порошковой — газ не обязателен. Но порошковая проволока может применяться только при не слишком ответственных работах — со временем шов может покрываться налетом ржавчины. Идеальный случай — нержавеющая проволока по ГОСТ 2246-70 в атмосфере аргона или аргона и гелия.
Лучшие аппараты — Сварог EASY MIG, ФЕБ НОРМА, BRIMA, TRITON MIG 300, профессиональные — EWM Picomig, KEMPPI Minarc MIG EVO 170, Lincoln Electric.
Приглашаем читателей поделиться собственным опытом сварочных работ с нержавейкой. Практические навыки, собственные находки, нестандартные подходы к использованию оборудования — пишите нам обо всем.
Источник



