- Собираем качественные и надежные сварочные кабели, которые будут служить годами
- Содержание
- Электрододержатель:
- Силовые кабеля (провода):
- Зажим массы:
- Вилка кабельная:
- Сборка:
- Выводы:
- Электродержатели и держатели для электродов — технические характеристики, описания, каталог товаров и удобный заказ – интернет-магазин ВсеИнструменты
- Особенности
- Устройство
- Обзор видов
- Как правильно подобрать электродержак
- Главные требования к держателям
- Как не купить некачественный держак для сварочного аппарата
- Обзор популярных моделей
Собираем качественные и надежные сварочные кабели, которые будут служить годами
Комплект сварочных кабелей для ручной дуговой сварки включает в себя два кабеля (провода), один из которых имеет на конце электрододержатель, а другой клемму для подключения к массе. Как правило, стандартный набор, поставляемый в комплекте с недорогим сварочным аппаратом, не самого лучшего качества и выходит из строя после нескольких месяцев использования. Если покупать такой комплект отдельно, то бюджетные модели также не могут похвастаться качеством, а вполне нормальные соизмеримы по цене самого сварочного аппарата. Довольно часто встречаются модели, где упор сделан на одну из трех составляющих, т.е. либо электрододержатель качественный, а кабеля (провода) так себе, либо провода отличные, а все остальное не очень. Поэтому чтобы не играть в рулетку и не переплачивать деньги, предлагаю самостоятельную сборку из проверенных комплектующих. Если заинтересовались, милости прошу.

Содержание
Электрододержатель:
Электрододержатель – один из самых важных компонентов, экономить на котором категорически не стоит. От качества его изготовления и конструкции зависит комфортная и удобная работа, а также конечный результат. Я не буду вдаваться в подробности, а отмечу лишь, что существует три распространенных типа электрододержателей: вилочные, пружинные и винтовые. Первые, как правило, самодельные и изготавливаются сварщиками самостоятельно. Они надежны, не очень удобны в использовании и зачастую не изолированы. Вторые самые распространенные, но в низшей и средней ценовой категории их качество оставляет желать лучшего. Качественные пружинные электрододержатели удобны в работе и особых нареканий не имеют. Винтовые электрододержатели достаточно надежно фиксируют электрод под необходимым углом и имеют хорошее качество даже в средней ценовой категории. Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.
Я не стал идти путем проб и ошибок, поэтому сразу же купил проверенный электрододержатель винтового типа ESAB Handy 200:

Электрододержатель ESAB Handy 200 я покупал здесь
Китайский проверенный аналог на Аliexpress
Я сварщик-любитель, поэтому под мои нужны и возможности сварочного аппарата тока в 200А хватит за глаза. Учитывая хорошее качество изготовления, данного электрододержателя хватит надолго. Если вы профессионал и вам приходится много варить более толстыми электродами, в линейке есть более мощные модели, рассчитанные на больший ток и более толстые электроды. Но даже эта модель без особых проблем позволит варить током 250А без повреждений, поддерживаемый диаметр электродов от 2мм до 4мм.
Из проверенных производителей можно отметить следующие: Корд (Россия), ESAB (Швеция), FoxWeld (Италия/Китай), FUBAG (Германия), ABICOR BINZEL (Германия) и другие. Огромный выбор держаков здесь и здесь
ESAB Handy 200 имеет хорошее качество и невысокую стоимость, поэтому пользуется большим спросом. Комплект поставки:


Центральный стержень выполнен из латуни (сплав меди и цинка, с небольшим добавлением олова и других металлов), никакого омедненного железа и прочего дешмана, которое зачастую применяется в дешевых держаках. Все это позволяет пропускать значительные тока без заметного нагрева и повреждений. Для удержания служит прорезиненная рукоять со специальной накаткой, благодаря чему электрододержатель уверенно лежит в руке и выдерживает небрежное отношение. Если сравнивать с недорогими пружинными держаками, у которых ручка выполнена из карболита или пластика, то разница налицо. Тем более последние на холоде или от постоянного нагрева становятся хрупкими и могут разломиться при падении с небольшой высоты.
Крепеж позволяет зажимать провода и кабеля сечением вплоть до 50мм2:

Силовые кабеля (провода):
Вторыми по значимости элементами являются силовые кабеля (провода). От их качества зависит максимальный рабочий ток и уверенный поджиг дуги. Особенно актуально это при работе с недорогим сварочным инвертором, у которого предельный ток еле-еле дотягивает до 120-130А (уверенная сварка 3мм электродом). Тут все упирается в закон Ома: чем выше сопротивление, тем ниже ток, а учитывая «предельные» возможности сварочника, с плохими проводами он может уже «не вытянуть».
С выбором кабеля я не раздумывал и взял проверенный временем кабель КГ-ХЛ 1х25:

Покупйте в проверенных магазинах по продаже электротоваров. Можно посмотреть здесь
Расшифровывается как кабель гибкий с медными токопроводящими жилами, с изоляцией и оболочкой из резины без защитных покровов (брони) в холодостойком исполнении («ХЛ»). На работе я уже не раз изготавливал и ремонтировал подобные сварочные кабеля, нареканий по ним нет вообще. Если планируются работы на холоде, выбирайте именно в холодостойком исполнении («ХЛ»). Если не ошибаюсь, то с прошлого года все ГОСТовские кабеля КГ производятся полностью в холодостойком исполнении, поэтому при маркировке КГ, кабель на морозе не дубеет. Это не относится к «старым» запасам с маркировкой «КГ» и не ГОСТовским вариантам. Кабеля по ТУ хуже, хоть и дешевле. При заявленном сечении 25мм2, в зависимости от производителя, реальное сечение варьируется от 20 до 23мм2. От себя добавлю, что из этих кабелей я делал провода для прикуривания и дорабатывал провода для автопускача (JumpStarter), даже при -20°С не стоят колом.
При выборе ориентируйтесь на несколько параметров: ток, цена, длина и вес. Сечение кабеля для сварочного аппарата подбирается исходя из тока, отдавайте этому параметру наивысший приоритет. Ориентируйтесь по следующим значениям: 16 кв. мм – до 190А, 25 кв. мм – до 240А, 35 кв. мм – до 290А. Чем выше сечение, тем меньше сопротивление и ниже потери на нагрев. Ценники на медь кусачие, поэтому кабель не из дешевых. Цена, длина и вес кореллируются между собой. Помните, что переносить 25м бухту кабеля 1х25 то еще удовольствие, причем, не дешевое.
Какое сечение выбрать – дело каждого, но я решил перестраховаться и выбрал 25мм2, поскольку сварочник у меня китайский и лишние потери мне не к чему. В принципе, для моих задач хватилобы и 16мм2, но взял с запасом. Тем более как оказалось, кабель изготовлен по ТУ (не ГОСТ):
Зажим массы:
Сварочные кабеля я делал на скорую руку, поэтому приобретал то, что было под рукой в близлежащих магазинах. Нормального зажима я не нашел и временно заказал зажим Диолд 3М-300-02 на 300А:

Качество удовлетворительное, но зато цена привлекательная (около 150р). Изначально хотел купить клемму заземления КЗ-25 (КЗ-31) «Корд» из латуни на 250А, но их нигде не было, даже в онлайн-магазинах по приемлемым ценникам:

Решил взять дешевую клемму Диолд, доработать ее немного и после покупки нормальной, оставить в качестве запасной. Выглядит она следующим образом:

Приобретал в ближайшем строймаге, но вполне можно заказать и на Алиэкспресс здесь
Ничего хорошего по ней сказать не могу. Выполнена из стали (плюс надежности), в остальном печаль: губки стальные омедненные, роздвиг небольшой, жестяная перемычка коротка и зачастую не позволяет нормально зацепить зажим. Розоватый оттенок на губках – это небольшое напыление меди на сталь для лучшей токопроводимости последней:
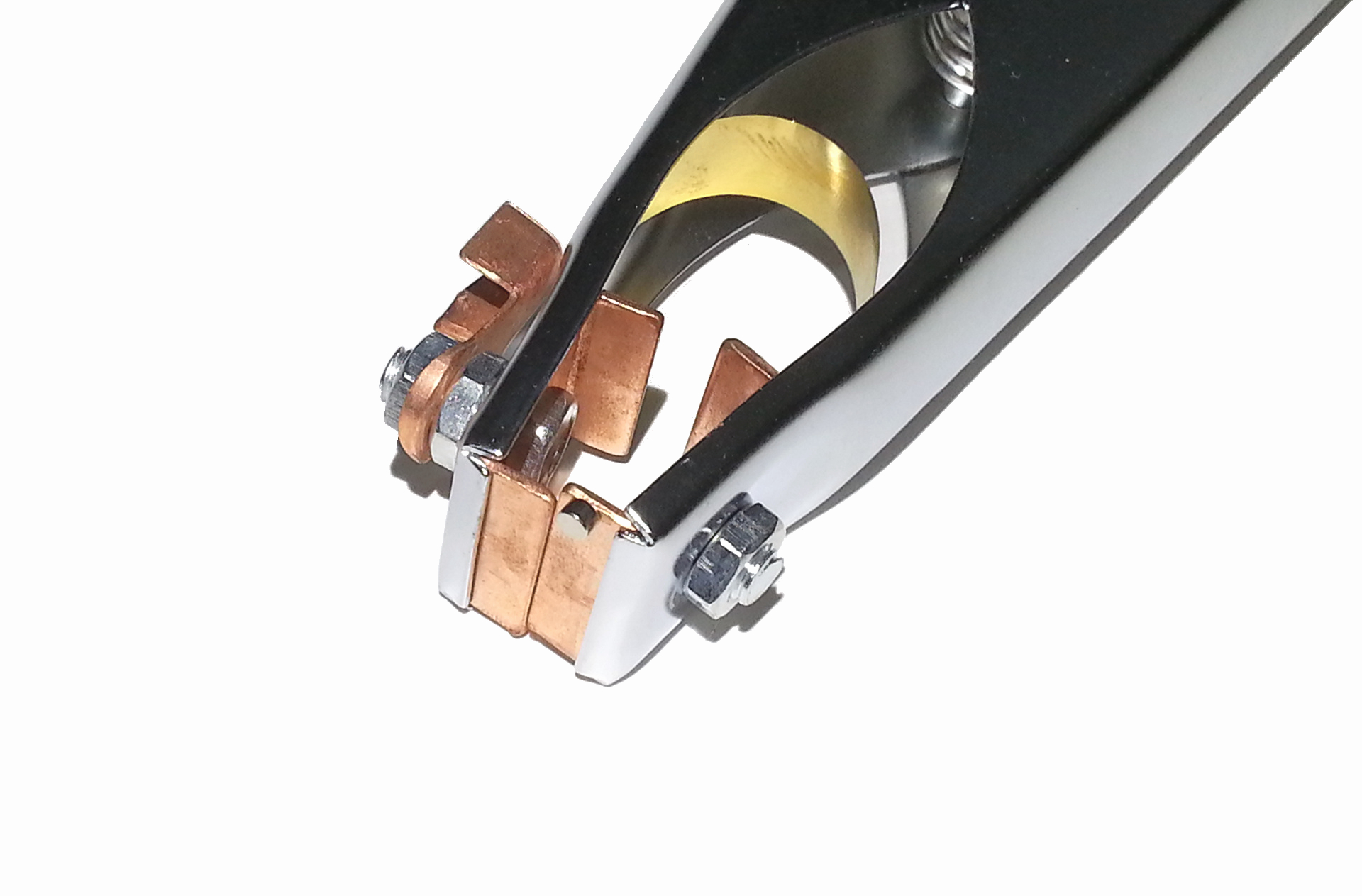
Слой меди небольшой, при 120А будет греться:

Про доработку таких дешманских зажимов расскажу позже, если будет интерес, но на первое время хватит. Моя доработанная при 120А не греется особо, поэтому менять не спешу. Многие профессиональные сварщики в качестве зажимов массы используют небольшие тисочки или струбцины (Корд, ПТК, Brima, Sirio и другие):

Вариант хороший, но для минимизации потерь и, соответственно, нагрева, лучше использовать бронзовые или латунные вместо стальных.
У китайцев есть хорошие зажимы по гораздо привлекательным ценам здесь
также есть готовые провода с массой здесь
Вилка кабельная:
Кабельные вилки (сварочные разъемы), как правило, идут в комплекте со сварочным аппаратом. При необходимости можно приобрести отдельно. У меня как раз они были в комплекте:

Купить отдельно можно здесь
Качество хорошее, на твердую четверку. Огорчило присутствие жестяных омедненных полосок под винты вместо медных:

Я их вырезал из медной фольги в несколько слоев:

Сборка:
Когда все элементы куплены, можно приступать к сборке. Ничего сложного в этом нет. Первым делом определяемся с метражом под кабеля. Самый оптимальный и распространенный вариант – кабель с держаком на 1-2 метра длиннее. При покупке 8м кабеля, оптимальным будет вариант «5м + 3м». При этом будет запас кабеля по высоте и периметру при работе с габаритной конструкцией. Если сделать «4м + 4м», то иногда придется передвигать сварочный аппарат.
После того, как определились с размерами, зачищаем концы проводов. Штангенциркулем или какой-нибудь спицей измеряем глубину и на это расстояние зачищаем изоляцию:

Можно воспользоваться так называемыми стрипперами для снятия изоляции, очень удобный инструмент для монтажников и не только. Купить можно здесь
При зажиме кабеля в электрододержателе не забываем про специальную проставку под винт, иначе последний разломит часть проводков и контакт будет хуже:

Получается такая замечательная конструкция:

С кабельной вилкой поступаем аналогичным образом:

Не забываем также установить прокладку под винт:

В итоге имеем качественные универсальные кабеля, которые имеют минимальное сопротивление и не греются даже при значительных токах:

При использовании кабеля КГХЛ ими прекрасно можно работать на морозе.
Выводы:
Винтовой электрододержатель ESAB Handy 200 очень понравился: не греется, в руке лежит удобно, имеет два угла установки электрода. Перестановка электрода занимает около 10 секунд и каких-либо неудобств не доставляет. Особенно полезен будет новичкам, т.к. при неумелом отрыве прилипшего электрода не портит сам держак. По стоимости такой самосборный комплект выходит несколько дешевле, а по качеству на голову лучше большинства заводских. При этом он с легкостью переживет даже несколько сварочных аппаратов и не сломается, поэтому рекомендуется к повторению…
Если тема будет интересной, сделаю краткий обзор на проверенную и надежную экипировку, аксессуары и приспособления для сварки, о которых некоторые и не догадываются вовсе.
Источник
Электродержатели и держатели для электродов — технические характеристики, описания, каталог товаров и удобный заказ – интернет-магазин ВсеИнструменты
Особенности
Держак сварочного агрегата является приспособлением, управляющим электродом в ходе сварочных работ. Он должен на совесть удерживать электрод какого угодно сечения и подавать к нему электроток, предоставляя контролируемое управление процессом без дополнительных усилий.
Многообразие конструкций определяет и разброс в технических и эксплуатационных характеристиках держателей, однако имеются и конечные значения, утвержденные ГОСТом. К примеру, длина защищенной части рукояти должна быть не меньше 110 миллиметров, а поперечное сечение усредненно находится в диапазоне 36-40 миллиметров. Размер фиксатора также оказывает влияние на возможность работы с электродами, предназначенными для различных уровней силы электротока.


Начальный уровень 200-300 А, с подобными параметрами функционируют держаки диаметром 36 миллиметров, а образцы для 400-500 А, следовательно, обязаны иметь сечение ориентировочно 40 миллиметров.
Необходимо принимать во внимание и материалы изготовления устройства. Они же обусловливают и возможность работы с различными границами силы электротока, и устойчивость перед неблагоприятными условиями внешней среды.
Сочетание окалиностойкой стали и высокопрочного пластика с рифлями на поверхности даст возможность защитить рабочую основу электрододержателя и от воздействий высоких температур, и от холода, если работа происходит на открытом воздухе зимой.

Устройство
Рассмотрим вкратце устройство держателя электродов. От конструкции прибора зависит несколько важных факторов:
- качество сварных соединений;
- производительность труда мастера;
- удобство и безопасность работ.

недорогой держатель электродов
Держак стандартного типа представляет собой инструмент, состоящий из нескольких частей: корпус, зажим, рукоятка, подвижные части. Но различные виды могут иметь некоторые особенности в строении. Подробнее далее.
Обзор видов
На рынке оборудования производители предлагают держатели электродов в большом ассортименте. Несмотря на это, в них используется несколько основных способов крепления и конструктивного исполнения.
Основные виды электрододержателей:
- пружинные (рычажные);
- зажимные (винтовые);
- универсальные;
- специализированные.
Стандартный электрододержатель состоит из корпуса, изолированной ручки, зажима и подвижного фиксирующего механизма. Устройство и принцип действия держателя могут отличаться.
Как правило, держатели подразделяют на многофункциональные и модели, имеющие узкую специализацию. Они производятся в строгом соблюдении ГОСТа. Имеются разные виды устройств.



Прищепка наиболее часто встречающийся ручной держак. Он, подобно прищепке, фиксирует электрод посредством пружины. Оснащен медными губками, имеющими насечки, и надежно держит стержень в каком угодно положении, в том числе и под углом 180° относительно ручки. Накладки из изолирующей пластмассы прикрывают все металлические элементы и защищают от соприкосновения. Зажим дает возможность быстро менять электроды, надавив на рычаг. Остатки незначительные, не больше 30 миллиметров.


Держак электродов этой конструкции (пружинный или рычажный) является самым распространённым и простым изделием.
Цена держателя-прищепки является самой низкой в сравнении с деталями других конструкций. Применение данного вида удерживающего устройства позволяет быстро и безопасно выполнить сварочные работы, при этом качество сварочного шва будет всегда на высоком уровне.
Вилка-трезубец — это наистарейшая конструкция держака, которая делается кустарным способом. Она запрещена во многих государствах. У нее множество оголенных областей, проводящих ток, которые представляют опасность для жизни пользователя. При работе сварщик может получить лучевое повреждение.
Конструкция являет собой 3 штыря, располагающиеся треугольником. Между ними вставляется электрод. Фиксирование жесткое. Можно применять как легированные 2-миллиметровые электроды, так и неизолированную проволоку сечением 8-10 миллиметров длинными кусками при сварке больших изделий и подваривании дефектов литья.
Электроды порошкового и угольного типов с невысокой пластичностью вставить невозможно – они крошатся.
Профессиональный электросварщик без затруднений пользуется вилкой-трезубцем. Новичку непросто работать с держаком, где возможность настраивать угол электрода ограничена, и есть открытые проводящие ток детали.


Простое устройство, с помощью которого легко зафиксировать электрод любого диаметра.
При использовании трезубца следует проявлять большую осторожность, по причине значительной неизолированной площади изделия.
Основным преимуществом держателя такой конструкции является возможность самостоятельного изготовления.
Цанговый держак узкоспециализирован. Его применяют при аргонной сварке неплавящимся стержнем. Вольфрамовый электрод вставляется в держатель неизолированным концом и прижимается гайкой.


Применяется исключительно при сваривании металла в среде защитного газа.

Устройство имеет большой эксплуатационный ресурс и при правильном использовании позволяет выполнить работы наивысшего качества.
Безогарковые обеспечивают быструю фиксацию электрода. Эти держатели выполнены в форме ручки цилиндрического вида, к которой прикреплен металлический штырь. Ключевым преимуществом подобной конструкции является безотходность. Электрод приваривается к торчащему стержню и сгорает без остатка. Затем вставляется новый электрод. Изменять угол наклона нет возможности.


Разновидность устройства позволяет выполнять работы практически с 100% использованием длины сварочного электрода. Безогарковый держатель состоит из цилиндрической рукоятки (2), в которую с одной стороны вмонтирован металлический штырь (1).

Фиксация электрода осуществляется методом приваривания его торцевой части к контактному штырю.
Держатель с зажимным винтом характеризуется крепкой фиксацией электрода. Стержень вставляется в специализированное отверстие и зажимается винтом. Минус – большие затраты времени в процессе установки и извлечения электрода. Угол наклона изменять нет возможности.
Как говорилось выше, наряду с представленными образцами, имеются еще и узкоспециализированные держаки, которые предназначены для производства конкретных типов швов и изделий.

К этим модификациям можно причислить держаки для нескольких электродов сразу либо для функционирования под напряжением 3-фазной электродуги. Ключевым отличием является большая масса и сложное строение, что причисляет подобные модификации к специальным, не имеющим большого применения. Каждый сварщик персонально под себя осуществляет выбор необходимого оснащения на основании собственных нужд и условий работы.

Винтовые электродержатели хорошо закрепляют расходники, имеют хороший контакт и бесперебойную подачу тока. Контактные поверхности имеют антикорозийное покрытие. При правильной эксплуатации девайс прослужит многие годы.
Как правильно подобрать электродержак
При подборе держателя следует обратить внимание на следующие характеристики:
- Размер и масса устройства. Вес и габариты держака очень важны. При многочасовой работе, лишние 50 грамм устройства будут ощущаться. В таком случае лучше приобрести компактную и легкую конструкцию. При наличии выбора, предпочтение отдайте лёгким и небольшим деталям, при условии одинаковых характеристик.
- Технические характеристики. Держатель должен соответствовать силе тока. Несоблюдение требования приведёт к прогоранию контактной части. При обгорании контактов дальнейшее использование устройства будет невозможно. Определить принадлежность устройства к категории по силе тока можно по маркировке, которая наносится на несменяемую часть изделия.
- Качество изолирующего материала. Для обеспечения безопасного выполнения работ следует подобрать держак с качественно изолированной рукоятью. В качестве диэлектрика, практически во всех деталях, используется пластик достаточной толщины, чтобы надёжно защитить оператора сварочного аппарата от воздействия электрического тока.
- Стоимость. Приобрести держатель для сварочного аппарата можно от 100 рублей, но качеством дешёвая модель, отличаться не будет. Брендовые экземпляры продаются за несколько сотен долларов, но для повседневной работы нет необходимости приобретать держаки по такой цене. Достаточно приобрести изделие в средней ценовой категории, чтобы обеспечить себя на длительное время качественным инструментом для сваривания металлов.
Недорогой девайс можно купить в качестве запасной детали. В случае выхода из строя основного устройства, при наличии дополнительного держака можно продолжить работу без серьёзной задержки по времени.
Главные требования к держателям
Качество электрододержателя напрямую влияет на результат сварочных работ. Поэтому при выборе нужно учитывать следующие факторы:
- Зажимная часть должна быть латунная.
- Устройство должно быть легким, компактным и удобным в руке.
- Качество изготовления зажимных губок.
- Контакт с электродом должен быть плотным.
- Предпочтение лучше отдавать средней ценовой категории.
- У хорошего держателя удлиненная ручка с рифлениями, предотвращающими скольжение в руке.
- Вид и состояние изоляции на рукоятке, от которой зависит безопасность сварщика.
- Электроды должны надежно крепиться под разными углами.
- В идеале держак выдерживает 6000 циклов установки и снятия.
Держатель электродный должен соответствовать следующим обязательным требованиям:
- Надежность и уверенность фиксации электрического проводника любых диаметров в необходимом положении.
- Возможность быстрого изменения угла выхода электрода.
- Хороший и полноценный контакт.
- Обеспечение быстрой замены электрода.
- Долговечность использования.
- Легкость прибора.
- Изоляция токоведущих частей.
- Возможность проведения сварки в труднодоступных местах.
Как не купить некачественный держак для сварочного аппарата
Токоведущие части качественного прибора должны быть произведены из меди и защищены изоляционным материалом. Некоторые недобросовестные компании производят токоведущие части из стали, а затем покрывают их медью. Таким образом, части сильно нагреваются и быстро сгорают.
Выглядят они как медные и визуально отличить их непрофессионалу от «цельномедных» деталей сложно. Есть один безошибочный способ, для которого понадобится магнит. Необходимо поднести магнит к проверяемой детали, если части магнитятся, то они выполнены из стали.

Медные губки держака
Обзор популярных моделей
Среди большого разнообразия моделей электрододержателей и брендов наибольшей популярностью у сварщиков пользуются следующие производители и марки.
Электрододержатель ЭД-40 «Корд» (Россия) работает по принципу клещей. Отличается возможностью установки электрода под несколькими углами и регулировкой усилия пружинного прижима. Работает с электродами диаметром до 6 мм в быту и на производстве.

Электрододержатель DE 2500 пружинного типа от компании ABICOR BINZE (Германия) эргономичен и надежен. Обеспечивает жесткую фиксацию электрода в четырех позициях. Варит током до 500 А. Современные изоляционные материалы ручки выдерживают большие нагрузки и надежно защищают от электротока.

Электрододержатель Esab от лидера на рынке сварочного оборудования обеспечивает идеальный подвод тока и прочное закрепление электрода.
- эргономичное исполнение и современный дизайн;
- небольшие габариты без выступающих частей;
- им просто работать;
- максимальный контакт токопроводящих частей;
- благодаря конструкции рукоятки можно использовать длительное время;
- работает во всех пространственных положениях;
- для установки электродов предусмотрено два отверстия: под 45 и 90°;
- электробезопасность.
На рынке представлены следующие модели электрододержателей Esab:
- Esab 200, 400 и 500;
- Optimus;
- Eco Handy;
- Eco Confort;
- Prima.
ESAB Handy 200 (200 А) — пользуется большим спросом у профессиональных сварщиков.

Деталь имеет высокие эксплуатационные характеристики, которые не снижаются в течение всего рекомендованного производителем срока. Произведено изделие в Швеции, поэтому можно рассчитывать на европейское качество.
Вес Handy 200 составляет 550 грамм, но учитывая хорошее изоляционное покрытие и качественный зажим, небольшое увеличение массы держака по сравнению с другими моделями вполне оправдано. Handy 200 представляет собой винтовой держатель, что позволяет выполнять сварочные работы качественно и безопасно.
При использовании устройства можно сваривать металл электродами диаметром от 2,0 до 4,0 мм. Стоимость изделия на российском рынке около 500 рублей.
Электрододержатели Eco Handy 300 ЭСАБ предназначены для использования со всеми видами сварочного тока при выполнении наплавки и ручной дуговой сварки. Номинальный ток нагрузки – 300 А.

Мощный резьбовой стержень составляет основу зажима. Он изготавливается из латуни для наилучшей токопередачи. Контактные участки с антикоррозионным покрытием. Конструктивное исполнение и подбор материалов исключают подгорание контактов. Ручка из высокопрочного изолирующего материала обеспечивает безопасность. Для подключения сварочного кабеля сечением 50 мм² используется винтовое соединение.
Электрододержатель Esab Handy 300 отличается удобной и надежной эксплуатацией. Незаменим при сварке в труднодоступных местах, где пружинная фиксация неприемлема.
Электрододержатель зажимного типа Esab PRIMA 300 – это надежная установка электрода в любом положении, исключающая изгиб. Аксессуар применяется для режима ММА. Номинальная нагрузка по току – 300 А. Диаметр используемых расходников – 2,5–6 мм.

Головка держателя имеет литую, закрытую форму. Головка и рукоятка полностью изолированы. Для установки и замены стержня достаточно нажать ручку. Электрод оголенным концом вставить в отверстие и отпустить рукоятку. Может быть левое, правое или прямое положение стержня. Для подсоединения кабеля рукоятка свинчивается. Через нее пропускается шнур и заводится в держатель. Положение фиксируется винтом и медной пластиной.
ESAB 500 — держак известной шведской фирмы, которая занимается выпуском высококачественной продукции уже более 100 лет. Держатель электродов esab можно применять для сварочных работ с током до 500 А.

Основным преимуществом изделий ESAB 500 является сверхмалый вес, который составляет всего 200 грамм. Стоимость изделия на российском рынке — около 3000 рублей.
Электрододержатель СИБРТЕХ ЭД-500 А предназначен для сварочных операций всех степеней сложности. Он прост в применении и крепко держит электрод. Устройство отличается прочностью и надежностью в работе.
Электрододержатель СИБРТЕХ ЭД – универсальный вариант для начинающих и профессионалов.

В держателе использован принцип прищепки. Установка и замена электрода происходит быстро, без дополнительных усилий. Корпус и рукоятка выполнены из ударопрочного пластика с изоляционными свойствами.
Держатель рассчитан на использование с электродами сечением 2–6 мм. Максимальный ток – 500 А. Жила подсоединяемого сварочного кабеля – 50–70 мм².
Электрододержатель «Кедр» type 200A универсальный, прочный и удобный. Держатель жестко фиксирует и удерживает электрод в 4 положениях. Изоляционный материал овальной ручки выдерживает высокие нагрузки.
Номинальный ток сварки – 200 А.

Помимо универсальных устройств производятся специальные электрододержатели. Они позволяют варить сразу несколькими стержнями или трехфазной дугой.
Germany type 300 A — идеально подходит для выполнения сварки с током до 300 А и диаметром электрода 2 — 4 мм. Благодаря особой рифлёной конструкции ручки устройства, удаётся добиться надёжного удержания в руке. Модель отличается качественным пластиком изоляции и относительно небольшим весом.

Токоведущая часть обладает низким коэффициентом сопротивления и высокой устойчивостью к коррозии, благодаря использованию латуни в качестве основного материала. Зафиксировать электрод в устройстве можно в четырёх положениях, что делает выполнение сложной работы более комфортным и точным. Приобрести Germany 300 A можно всего за 300 рублей.
Какие держатели электродов получили наибольшее распространение среди профессиональных сварщиков, сказать сложно! Можно с уверенностью утверждать, что любой из описанных выше образцов можно использовать при выполнении сложных сварочных работ.
Источник



