Отправьте письмо на abuse[at]twirpx.club если Вы уверены, что эта блокировка ошибочна.
В письме укажите следующие сведения о блокировке:
Кроме того, пожалуйста, уточните:
Каким Интернет-провайдером Вы пользуетесь?
Какие плагины установлены в Вашем браузере?
Проявляется ли проблема если отключить все плагины?
Проявляется ли проблема в другим браузере?
Какое программное обеспечение для организации VPN/прокси/анонимизации Вы обычно используете? Проявляется ли проблема если их отключить?
Давно ли в последний раз проверяли компьютер на вирусы?
Your IP is blocked
Ensure that you do not use anonymizers/proxy/VPN or similar tools (TOR, friGate, ZenMate etc.) to access the website.
Contact abuse[at]twirpx.club if you sure this block is a mistake.
Attach following text in your email:
Please specify also:
What Internet provider (ISP) do you use?
What plugins and addons are installed to your browser?
Is it still blocking if you disable all plugins installed to your browser?
Is it still blocking if you use another browser?
What software do you often use for VPN/proxy/anonymization? Is it still blocking if you disable it?
How long ago have you checked your computer for viruses?
Источник
CTX 510 ecoline
Простой в управлении токарный станок с ЧПУ
Револьвер с сервоприводом VDI 40 с 12 приводными позициями для инструмента 6 инструментальными позициями PU
Время смены инструмента между позициями, расположенными под углом 30°, – 1,4 с
Гидравлический зажим для высоких скоростей вращения
Простая фрезерная обработка при перемещении по оси Y ± 60 мм
Большой выбор пакетов опций
Пакет для обработки прутка и интерфейс для подключения податчика прутка
Пакет удаления стружки
Пакет для наладки
Пакет автоматизации
Тропическое исполнение
Пульт управления DMG MORI SLIMline с мультисенсорным экраном диагональю 19″ с пользовательским интерфейсом SINUMERIK Operate 4.7 на базе SIEMENS 840D sl
Технология 3D-управления: симуляция обработки инструментом с помощью сенсорного управления
Многозадачная обработка: выбор режимов сверления – глухое сверление / сквозное сверление; программирование с новой технологией глубокого сверления
Практичный и эргономичный мультисенсорный экран высокого разрешения диагональю 19″ с диапазоном наклона 59°
Ключевые характеристики
Высокая стабильность достигается благодаря конструкции из литой станины с 4 направляющими
Перемещаемая задняя бабка для обработки валов
Линейные направляющие по осям X и Z обеспечивают высокую динамичность станка
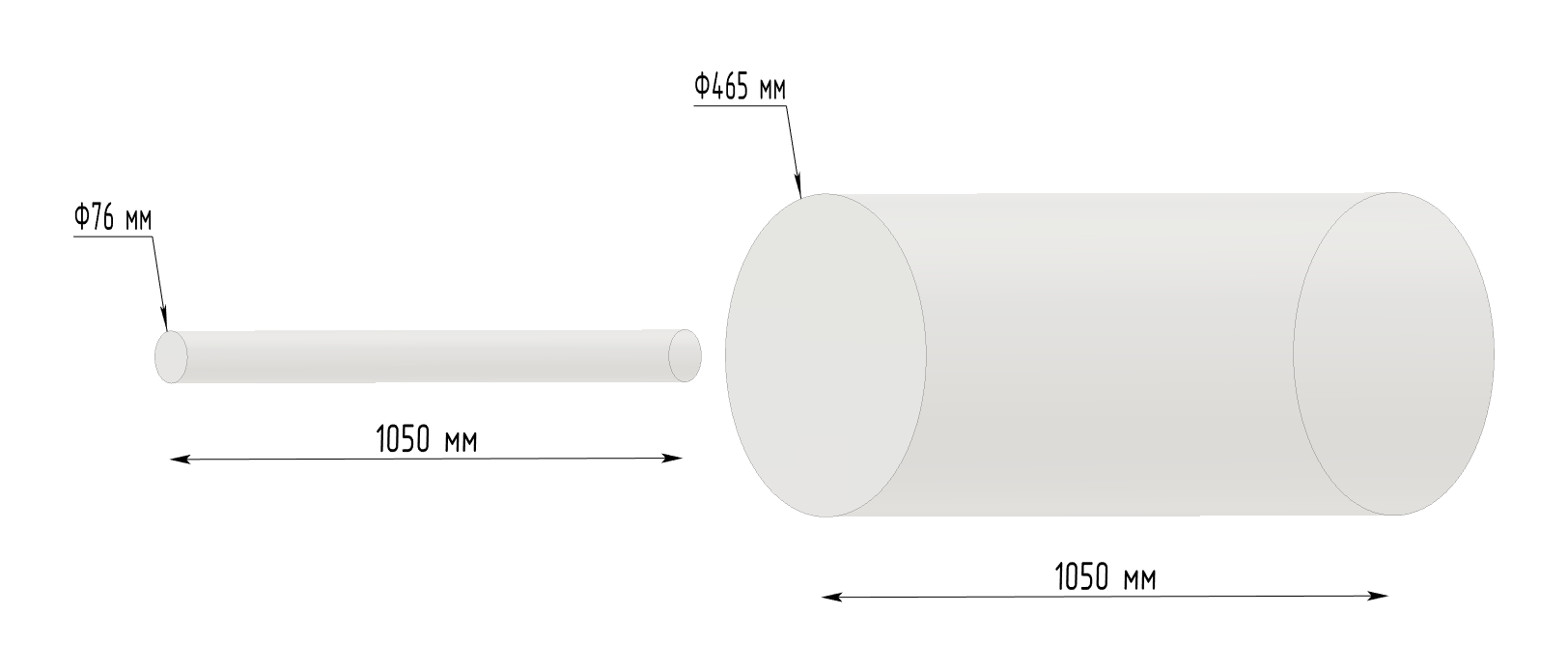
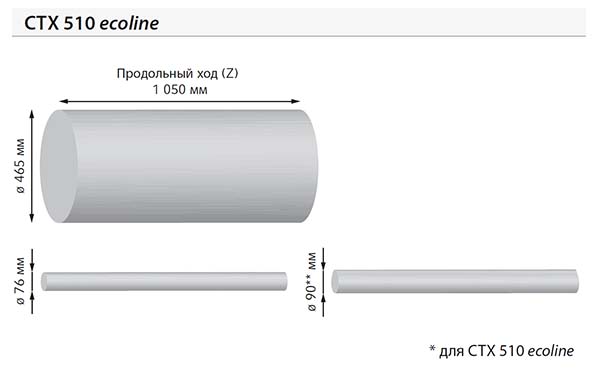
Наибольший диаметр обрабатываемого прутка Ø 90 мм
Высокодинамичный привод шпинделя с ускорением от 0 до 3 250 об/мин за 9,5 с.
Источник
DMG MORI CTX 510 ecoline
1. Максимальный размер обрабатываемых заготовок на станке CTX 510 ecoline:
2. Максимальные режимы резания на станке CTX 510 ecoline:
Силовое резание
Скорость резания Vc, м/мин
280
Скорость подачи, мм/об
0.5
Глубина резания мм
6
Материал
Сталь 45
Чистовой токарный инструмент
Скорость резания Vc, м/мин 400 400
400
Скорость подачи, мм
0.08
Шероховатость Ra, мкм
0.8
Радиус инструмента R, мм
0.4
Материал
Алюминий
Сверло
Скорость резания, м/мин
160
Скорость подачи, мм/об
0.15
Диаметр инструмента, мм
55
Материал
Сталь 45
3. Ключевые технические характеристики станка CTX 510 ecoline:
Рабочая зона
Диаметр над суппортом, макс., мм
465
Диаметр обрабатываемый , макс., мм
465
Поперечный ход (X), мм
300
Продольный ход (Z), мм
1050
Ускоренный ход (X / Z), м/мин
30 / 30
Главный шпиндель
Фланец шпинделя, мм
220 h5
Диаметр прохода прутка, макс., мм
76
Зажимной патрон, мм
250
Мощность привода (40 / 100 % ED), кВт
33 / 22
Крутящий момент, макс. (40 % ED), Нм
630 / 420
Частота вращения, макс., об/мин
3,250
Точность позиционирования
Согласно ISO 230-2 по оси X / Z, мкм
8 / 8
Согласно ISO 230-2 на оси C, ″
20
Управление
Система ЧПУ
SIEMENS SINUMERIK 840D sl + ShopTurn
Инструментальный револьвер
Число инструментальных позиций
12
Из них может быть приводных
12
Диаметр крепления держателя, мм
40
Мощность привода (40 % ED) при 2 000 об/мин, кВт
4.2
Крутящий момент, макс. (40 % ED), Нм
20
Скорость вращения, макс., об/мин
4000
Задняя бабка
Ход задней бабки, мм
850
Конус крепления центра в задней бабке, Mk
5
Усилие задней бабки, макс., кН
12
Вес станка
Вес станка (с транспортером стружки), кг
6900
4. Комплектация* станка CTX 510 ecoline:
CTX 510 V3 ecoline
1. 12 позиционный инструментальный револьвер (с сервоприводом), для оснастки VDI 40, 12 приводных позиций (привод по DIN5480)
2. Автоматическая гидравлическая задняя бабка
3. Датчик для измерения инструмента ф. Marposs
4. Транспортер для удаления стружки
5. Пистолет для СОЖ, рабочее давление 5 бар
6. Насос для СОЖ, рабочее давление 12 бар
7. Пакет безопасности при сбое в подаче питания
8. Гидравлический 3-кулачковый патрон D 250 мм с проходным отверстием D 77 мм, производство фирмы SMW Autoblok тип BВ-D250/Z22, с комплектом сырых и каленых кулачков, включает присоединительные элементы
9. Блок дистанционного управления с маховичком
*Комплектация оборудования может быть скорректирована с учетом пожеланий и потребностей Клиента без увеличения стоимости аренды.
Более подробные технические характеристики станка CTX 510 ecoline смотри у наших партнёров – на сайте официального представительства DMG MORI в России: https://ru.dmgmori.com
Станок СТХ 510 ecoline произведен на современном заводе по производству станков ECOLINE: ООО «УЛЬЯНОВСКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД».
Станок CTX 510 ecoline позволяет работать в трехсменном режиме 24/7 без ограничений по часам наработки!
Источник
CTX 510 Станок токарный с ЧПУ описание, схемы, характеристики
Сведения о производителе токарного станка с ЧПУ CTX 510
Производителем токарного станка с ЧПУ CTX 510 является компания DMG MORI, образованная в 2009 году крупнейшими станкостроительными компаниями мира Gildemeister и Mori Seiki.
29.09.2015 компания DMG MORI открывает один из самых современных производственно-сборочных заводов в Ульяновске — ООО Ульяновский станкостроительный завод.
Завод в Ульяновске по производству станков серии ECOLINE — признан полностью российским производителем с локализацией комплектующих до 70%.
Станки, выпускаемые компанией DMG MORI
CTX 510 ecoline универсальный токарный станок с ЧПУ с приводным инструментом и осью С. Назначение, область применения
Токарный станок c ЧПУ CTX 510 ecoline серии CTX ecoline отличается от станка CTX 310 большим диаметром и длиной обрабатываемой заготовки (455 и 1050 мм соответственно) и мощностью привода. Станок производится на Ульяновском станкостроительном заводе компании DMG MORI с 2015 года
Станок ctx-510 предназначен для выполнения комплексной (токарной и фрезерной) 3-х осевой обработки (оси X, Z, C) деталей малых и средних размеров в автоматическом или полуавтоматическом режиме.
Техническое описание станка CTX 510 eco
Станина станка имеет угол наклона 45° и представляет из себя единую компактную и имеющую высокий коэффициент сопротивления «скручиванию» деталь. Все направляющие являются направляющими качения. Наличие 4-х направляющих обеспечивает возможность независимого перемещения задней бабки. Направляющие оси Z закрыты защитными кожухами, что повышает безопасность и увеличивает срок службы станка.
Шпиндельная бабка Шпиндель установлен в радиально-упорных подшипниках со смазкой, рассчитанной на весь срок эксплуатации станка. Бесщеточный асинхронный двигатель с ременным приводом и прямой измерительной системой высокого разрешения.
Крестовый суппорт Все направляющие являются направляющими качения с предварительным натягом.
Приводы подач Привода перемещений в продольном (ось Z) и поперечном (ось X) направлениях являются высокодинамичными приводами переменного тока. Движение передается при помощи ШВП с предварительным натягом и двумя подшипниковыми опорами.
Измерительная система Оси X и Z оснащены вращающимися абсолютными угловыми измерительными системами (энкодеры).
Инструментальный револьвер без приводного инструмента Револьверная головка с 12 инструментальными позициями. Выбор позиции осуществляется по кратчайшему углу поворота. Инструментодержатели по DIN 69880 (VDI 3425) с цилиндрическим хвостовиком ø 30 мм. 11 заглушек для гнезд VDI.
Инструментальный револьвер с приводным инструментом Револьверная головка с 12 инструментальными позициями. Выбор позиции осуществляется по кратчайшему углу поворота. Инструментодержатели по DIN 69880 (VDI 3425) с цилиндрическим хвостовиком ø 30 мм. Привод для 12 позиций, хвостовик приводных станций по DIN 5480 W16x0,8x30x18). 11 пластиковых заглушек для гнезд VDI.
Ось C предназначена для позиционирования и непрерывного управления поворотом главного шпинделя, включая гидравлический тормоз. Включая М-функцию. * только для станков с осью C
Задняя бабка с вращающимся центром установлена на отдельных направляющих качения. Задняя бабка перемещается автоматически при помощи гидравлики, с увеличенной скоростью.
Шарнирный транспортер стружки с баком для СОЖ, емкость 200 л, высота подъема 1200мм.
Электропитание Рабочее напряжение: 400 В, +/-10%, 50Гц +/- 1% Напряжение сети управления: 24 В, постоянный ток Освещение: 24 В, постоянный ток, защита по IP 67 Электроприборы: DIN EN 60204 T1, защита шкафа управления по IP 54
Основные технические характеристики токарного станка CTX 510 ecoline
Разработчик — компания DMG
Наибольший диаметр заготовки устанавливаемой над станиной — Ø 680 мм
Наибольший диаметр обрабатываемой над станиной — Ø 465 мм
Продольный ход револьверной головки (ось Z) — 1050 мм
Диаметр сквозного отверстия в шпинделе — Ø 76 мм
Диаметр зажимного патрона — Ø 250 мм
Система крепления инструмента — VDI 30
Мощность электродвигателя (40/100% ED) — 33/ 22 кВт
Крутящий момент (40/100% ED) — 630/420 Нм
Вес станка полный — 8,1 т
Система управления (УЧПУ) станка CTX 510
Система управления Siemens 840D с программным обеспечением Shop Turn (6.4)
Высокая динамика и точность гарантируют отличное качество обработки, как обычных, так и в формообразующих деталей. Сочетание таких функций как, например, контроль изменения ускорения, предварительный выбор параметров ускорения, Look-ahead и действующая ориентация инструмента, позволяет использовать технологии и лучше приспосабливаться к изменяющимся требованиям по скорости, точности и качеству поверхности. Повысить производительность в каждом аспекте — при программировании, обслуживании и отработке программы поможет Вам современная техника систем управления SIEMENS.
3D-графика/ 3D-симуляция в режиме реального времени
Диагностика всех приводов с помощью цветового индикатора
Новейшая версия ShopTurn в стандартном исполнении станка. Простое программирование с помощью графики
Изображения и индикация символов, позволяющие быстро провести наладку
Интерфейс к сети Ethernet для подключения локальной сети в целях быстрого обмена данными
Быстрая загрузка системы управления
Интегрированная техника безопасности для простой и надежной наладки при открытом защитном кожухе
Heidenhain Plus IT с программным обеспечением DINPlus (TurnPlus — опция)
3D-Изображение детали
Графическое программирование AAG(автоматическая генерация рабочего плана)
Быстрейшее составление программы благодаря отточенной технологической поддержке
Эффективное применение инструмента
Fanuc 32i с программным обеспечением Manual Guide I
3D-Графика/ Сечение детали
Много обрабатывающих циклов и большой накопитель программ
Простое программирование с помощью графики
Встроенная защитная техника (функция)
Простая наладка при открытом защитном кожухе
Стандартное оснащение базового станка CTX 510
CTX 510 ecoline V3 – New Design Универсальный токарный станок с ЧПУ с приводными станциями и осью С
Эргономичная панель управления SlimlinePanel
12-ти позиционный инструментальный револьвер (серво) фирмы SAUTER для оснастки по VDI 30, до 12ти приводных станций — привода по DIN5480
Поддон для сбора стружки
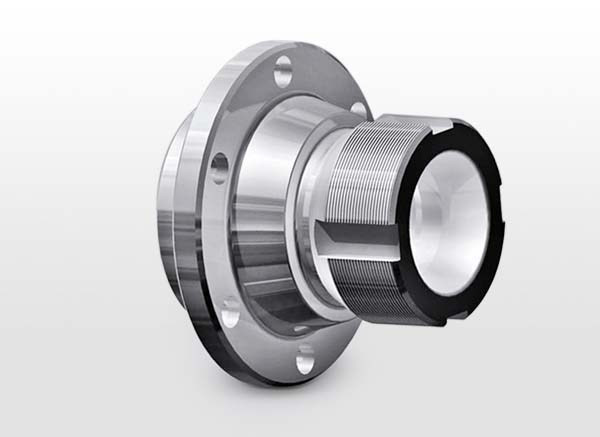
Полое гидравлическое зажимное приспособление, фирмы Autogrip тип TK-852D с зажимным отверстием Ø 90 мм
Автоматическая гидравлическая задняя бабка
Система ЧПУ SIEMENS SINUMERIK 840D SL с математическим обеспечением ShopTurn
Светильник Planon и Индикаторная система PROGRESSline отбражает:
оставшееся время обработки текущей детали;
количество деталей до завершения данной партии.
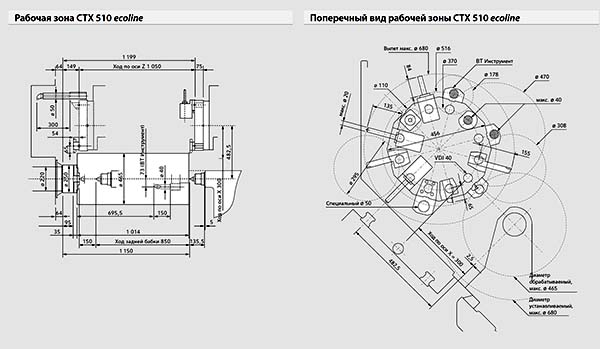
CTX 510 Размеры рабочего пространства токарного станка с ЧПУ
Рабочее пространство токарного станка CTX 510
Диаметр обработки и размеры детали, обрабатываемой на токарном станке с ЧПУ CTX 510
Диаметр обработки и размеры детали, обрабатываемой на CTX 510
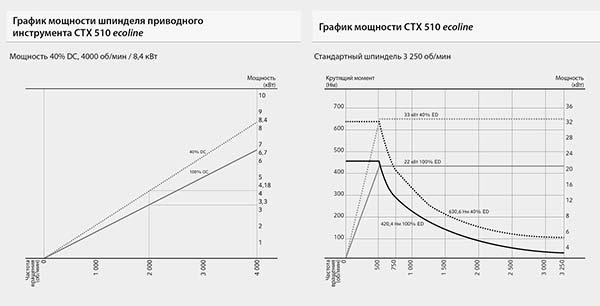
График мощности шпинделя приводного инструмента токарного станка CTX 510 ecoline
График мощности шпинделя приводного инструмента токарного станка CTX 510
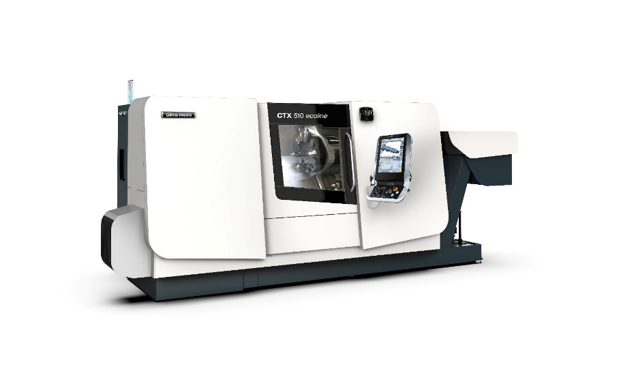
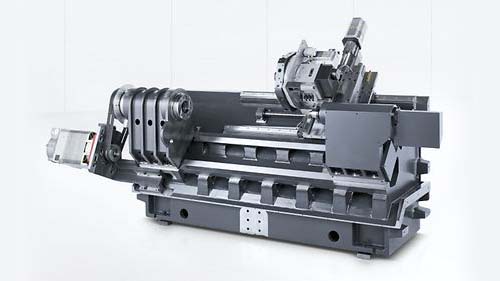
CTX 510 Общий вид токарного станка с ЧПУ
Фото токарного станка CTX 510
Фото токарного станка CTX 510
Фото токарного станка CTX 510 без кабины
CTX 510 Образцы изделий токарного станка с ЧПУ
Образцы изделий токарного станка CTX 510
Корпус
Mатериал: сталь
Размеры: 290 × 130 мм
Bремя обработки: 32 мин
Образцы изделий токарного станка CTX 510
Фланец
Mатериал: сталь
Размеры: 200 × 120 мм
Время обработки: 36 мин
Образцы изделий токарного станка CTX 510
Mатериал: сталь
Размеры: 40 × 180 мм
Время обработки: 10 мин
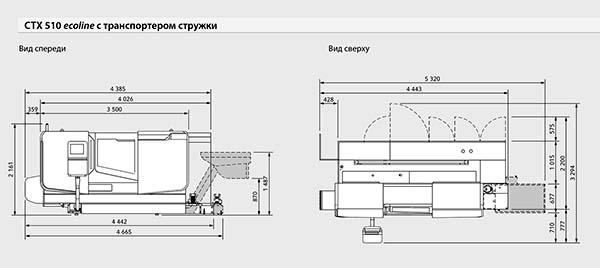
CTX 510 Установочный чертеж токарного станка с ЧПУ
Установочный чертеж токарного станка CTX 510
Серия CTX — принцип работы и особенности конструкции
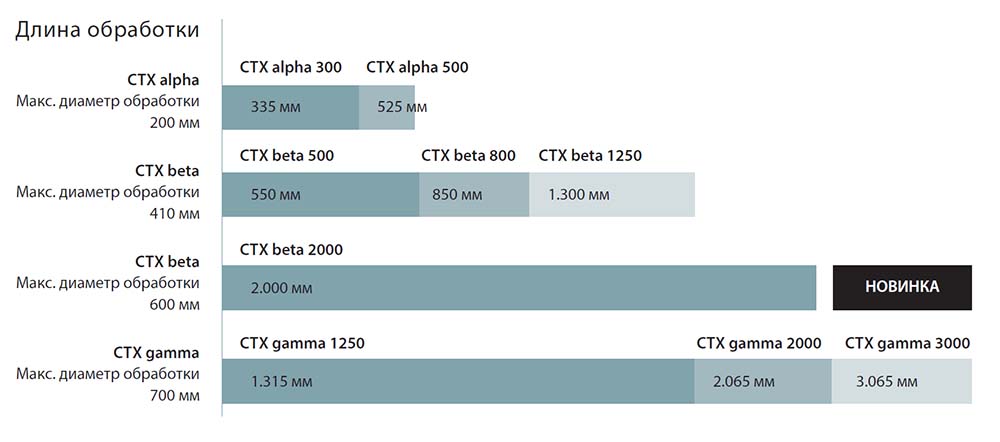
Универсальный токарный станок CTX beta 800 относится к серии CTX, в которые заложены возможности обработки деталей диаметром от 200 до 700 мм и длиной от 335 до 3065 мм.
CTX alpha 300 / 500
CTX beta 500 / 800 / 1250
CTX beta 2000 (линейный) НОВИНКА
CTX gamma 1250 / 2000 (линейный) / 3000
Станки серии CTX задают новые стандарты в области универсальной обработки. В серии реализованы последние конструктМоскваие решения и технологические возможности станкостроения последних лет. Станок позволяет за считанные секунды обрабатывать сложные детали без их переустановки, выполняя токарные и фрезерные операции, нарезание резьбы, нарезание зубчатых колес.
Станки серии CTX имеют блочную модульную конструкцию и гибко и имеют возможность настраиваться для выполнения комплексной обработки.
Револьверная головка с приводными инструментами и осью C в стандартном исполнении
Опционально с противошпинделем для комплексной 6-сторонней обработки
Минимальное время от стружки до стружки благодаря быстрому переключению револьверной головки (30°, 0,4 с.)
Оснащение инструментом занимает менее 30 с. за счет прецизионной системы быстрой смены инструмента TRIFIX® (для револьверной головки с вертикальной осью в стандартной комплектации)
Максимально долговременная точность за счет стеклянной масштабной линейки в оси X в стандартной комплектации
Максимальная термическая стабильность в двигателях шпинделя с охлаждающей жидкостью
Максимальная производительность резания за счет револьверной головки с технологией прямого привода Direct Drive с приводными инструментами до 34 Нм для станков серии CTX alpha и beta (опция)
НОВИНКА: 6 мест для инструментов с резьбовым соединением Blocktool на револьверной головке для максимальной стабильности (CTX beta и gamma)
Распределение станков семейства CTX по размеру обрабатываемых деталей
Распределение станков семейства CTX по размеру обрабатываемых деталей
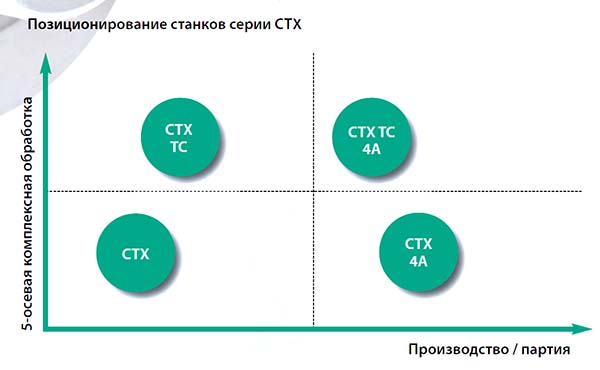
Позиционирование станков семейства CTX по технологическим возможностям и производительности
Позиционирование станков семейства CTX
Пояснения терминов встречающихся в статье
DMG MORI SLIMline® с Operate 4.5 (SlimlinePanel) — пульт управления УЧПУ Siemens 840D Solutionline: 15 дюймовый TFT экран и панель оператора с усовершенствованным дизайном — совместная разработка компаний DMG MORI и SIEMENS для токарных и фрезерных станков с ЧПУ;
CELOS® — уникальный пользовательский интерфейс от DMG MORI основан на меню приложений APP. Данная панель управления так же проста в использовании, как смартфон, и позволяет объединить в сеть все станки для эффективной организации производства.
CompactMASTER — сверхкомпактный и запатентованный токарно-фрезерный шпиндель, с автоматической сменой инструмента.
ShopTurn — это комплексная программа управления и программирования для токарных станков с одним суппортом и максимум с 12 осями, включая круговые оси и шпиндели, (Из 12 осей одновременно могут быть индицированы 5 осей и 1 шпиндель) для отработки токарной технологии в цеховых условиях.
Основные функции программы:
Множество функций отладки станка перед обработкой (к примеру, измерение детали или инструмента), функции обработки данных;
Наглядное и удобное для пользователя управление инструментом. Для этой функции необходима интеграция в программу PLC станка.
Поддержка 3 различных методов программирования:
Программы в G−кодах, создаваемые на внешних устройствах, к примеру, импортированные из систем CAD/CAM;
Программы в G−кодах, создаваемые непосредственно на станке;
Программы рабочих операций, создаваемые непосредственно на станке (поставляется как опция).
Условные обозначения конфигурации токарных обрабатывающих центров:
M — (Milling) приводной инструмент;
Y — управляемая ось Y;
S — (Spindle) контршпиндель;
T — (Tailstock) задняя бабка.
Пояснения терминов
Мотор-шпиндель — интегрированный привод шпинделя (ISM). Шпиндель станка является осью приводного электродвигателя. В серии CTX (фирма DMG) применяется 9 типоразмеров мотор-шпинделей. Мотор шпиндели имеют высокую точность и термостабильность благодаря жидкостному охлаждению. Мотор шпиндели применяются как в главном приводе так и в противошпинделе. (В станке CTX beta 800 установлен мотор-шпиндель ISM 76 — мощностью (100% ED) 25 кВт, крутящий момент (100% ED) 280 Нм. Скорость вращения до 5000 об/мин, встроенная ось C (0,001°).
Ось С — в токарных станках с ЧПУ — программное управление углом поворота шпинделя и удержание его. Используется синхронно с приводным инструментом. Основной параметр — минимальный угол поворота шпинделя (В серии CTX минимальный управляемый угол поворота 0,001°). Может быть встроенной в шпиндельный двигатель либо иметь отдельный серводвигатель.
Ось Y — ось Y расширяет возможности приводного инструмента. Механизмы оси Y позволяют направлять инструмент со смещением к оси вращения детали. Основной параметр — наибольшее ход
Противошпиндель — в токарных станках с ЧПУ — дополнительный шпиндель (контршпиндель), установленный вместо задней бабки. В случае необходимости обработки детали с противоположной стороны она передается от главного шпинделя противошпинделю. Для этого по команде с ЧПУ скорость вращения противошпинделя синхронизируется со скоростью основного шпинделя, противошпиндель перемещается, захватывает и зажимает обрабатываемую деталь. Обработка продолжается с другой стороны детали.
Линейные направляющие — направляющие качения. Для перемещения револьверной головки по осям X и Z в токарных станках серии CTX используются шариковинтовые пары и шариковые (роликовые) линейные направляющие, которые обладают низким коэффициентом трения (малым тепловыделением), отсутствием эффекта «прилипания» (быстрый ход до 30 м/мин), постоянством точности (низкий износ) и очень низкой потребностью в смазке.
Линейный привод — высокодинамичный привод для максимальной динамики и долговременной точности по оси X (верхняя револьверная головка). Привод с высоким скоростным ходом до 60 м/мин и ускорениями до 1,5 g сокращает вспомогательное время до минимума. Линейный привод состоит из линейных направляющих и линейного двигателя, узел ШВП исключен и сила трения приближается к 0.
Direct Drive — технология привода приводного инструмента непосредственно от электродвигателя.
TRIFIX® — способ установки инструмента на револьверную головку VDI с опорой на три точки с более высокой точностью чем при обычной установке.
Приводной инструмент — вращающийся инструмент (сверло, фреза, метчик.), предназначенный для установки в револьверную головку.
VDI — (Verein Deutscher Ingenieure — Ассоциация Немецких Инженеров) револьверная голова с резцедержателями для токарных станков с ЧПУ (Крепление инструментальной державки: клин с зубьями на хвостовике державки), выполненными по немецкому стандарту DIN 69880 (VDI 3425) (ГОСТ 24900-81). Соединения VDI имеют шесть типоразмеров 16, 20, 25, 30, 40, 50 в зависимости от мощности станка и размера инструмента. Используется для крепления как приводного так и неприводного инструмента.
BMT® — (Built-in Motor Turret) револьверная голова с встроенным приводом инструмента.
BOT — (Bolt-On Tools) револьверная голова с болтовым креплением неприводного инструмента. Термин принятый в документации Haas.
TWIN — станок с двумя независимыми рабочими зонами — двумя револьверными головами, которые работают одновременно с думя шпинделями. Запатентованная концепция фирмы DMG.