Термитная сварка: виды, преимущество, применение
 Термитная сварка основана на способности некоторых порошкообразных механических смесей металлов с окислами металлов (термитов) сгорать, выделяя большое количество тепла.
Термитная сварка основана на способности некоторых порошкообразных механических смесей металлов с окислами металлов (термитов) сгорать, выделяя большое количество тепла.
В качестве окислов в термитных смесях используют железную окалину (закись железа), а в качестве горючих металлов — алюминий, магний и др. Источником кислорода в термите является окисел железа, а источником тепла — металл, входящий в смесь в чистом виде.
Для получения теплового эффекта количество тепла, выделяющееся при сгорании горючего вещества, должно быть больше, чем требуется для разложения окисла. Характерным для термитной сварки является сгорание термита в течение нескольких секунд, за это время и выделяется все количество тепла.
Виды термитной сварки и их применение
Различают термитно-тигельную и термитно-муфельную сварки КС.
Для термитно-тигельной сварки применяют сухие порошкообразные термитные смеси. При сварке стальных полос и стержней контуров заземления используют алюминиевый термит, состоящий из 23% алюминиевого порошка и 77% окалины (по массе). Процентное содержание алюминия и железной окалины в термитной смеси колеблется в зависимости от сорта окалины и чистоты алюминиевого порошка. Для увеличения выхода железа, выделяющегося при сгораний термита, а также снижения температуры реакции в термит добавляют стальные отходы гвоздильного производства.
При термитной сварке стальных стержней и полос для этих же целей используют стальной вкладыш (кружок, закрывающий литниковое отверстие тигеля). Интенсивность процесса горения термита зависит от размеров зерен компонентов. Для стабильного ведения процесса сварки применяют гранулированные зерна размером от 0,25 до 1,5 мм. Для улучшения качества сварного соединения в термитные смеси вводят легирующие присадки — 80%-ный ферромарганец и ферросилиций в количествах соответственно 1,4 и 0,15% по массе.
Особенность термитно-тигельной сварки состоит в том, что концы соединяемых стержней оплавляются и соединяются металлом, образующимся при сгорании термитной смеси.
Для соединения стальных однопроволочных проводов линий связи применяют цилиндрические термитные шашки со сквозным продольным отверстием. Отверстие соответствует диаметру свариваемых проводов. Термитные шашки прессуются из смеси, содержащей 25% пиротехнического магния марки МПФ и 75% железной окалины. В качестве связующего вещества используется нитролак марки НЦ-551, который добавляется в количестве около 14% массы сухой смеси (сверх 100% смеси).
Для сварки алюминиевых жил термитно-тигельный способ непригоден. Использовать термтно-муфельную сварку в таком виде, как она применяется для сварки стали, когда осуществляется непосредственный контакт между муфельной шашкой и алюминиевым проводом, неприемлемо по ряду причин:
1. при горении термитного муфеля алюминий вступает в реакцию, что приводит к выгоранию металла у поверхности свариваемых проводников,
2. продукты реакции попадают в алюминий сварочной ванны и ухудшают характеристики соединения,
3. провода на выходе из термитного муфеля оплавляются, что приводит к уменьшению их сечения, при сварке многопроволочных проводников отдельные проволочки жилы перегорают.
Для сварки многопроволочных проводов разработаны термитные патроны , которые представляют собой термитную шашку с металлическим кокилем . При термитно-муфельной сварке (в отличие от термитно-тигельной) в результате сгорания термита не возникают продукты реакций в жидком виде. В процессе сгорания образуется пористая масса окиси магния, которая впитывает расплавленное железо, поэтому магниевый термит не дает жидких, растекающихся шлаков.
Рецептура термитной массы для изготовления термитных шашек к патронам типов ПА, ПАС и др. та же, что и при изготовлении термитных шашек для соединения стальных однопроволочных проводов.

Сварку алюминия и его сплавов затрудняет пленка окиси алюминия, которой он быстро покрывается на воздухе. Поэтому удаление окислов и защита от дальнейшего окисления сварочной ванны имеют большое значение при сварке.
Влияние окисной пленки уменьшают при помощи флюсов, которыми перед сваркой покрываются соединяемые проводники и присадочные прутки. Флюсы растворяют окись и переводят ее в легкоплавкий шлак, который всплывает на поверхность. При этом пленка жидкого шлака покрывает в процессе сварки поверхность расплавленного металла сварочной ванны, изолирует эту поверхность от воздуха и этим защищает от дальнейшего окисления. Однако остатки флюсов вызывают коррозию проводов, поэтому при выполнении КС следуем по возможности избегать применения флюсов.
Одним из лучших является флюс марки АФ-4А, в состав которого входят хлористый натрий — 28%, хлористый калий — 50%, хлористый литий — 14%, фтористый натрий — 8% (по массе). Этот флюс можно применять только в тех случаях, когда сварное соединение полностью защищено от внешних воздействий.
Значительно меньшую коррозию вызывает трехкомпонентный флюс ВАМИ (хлористый калий — 50%, хлористый натрий — 30%, криолит марки К-1 — 20%). Однако и при его применении необходимо принимать меры для защиты соединений от коррозии. Остатки флюсов на КС после сварки следует удалять зачисткой или промывкой.
При сварке алюминиевых проводов термитным патроном в его литниковое отверстие вводят присадочный пруток, который плавится для увеличения жидкого металла в кокиле. В качестве присадочных прутков используется прутковый алюминий или зачищенные проволоки свариваемых проводов. Присадочные прутки изготавливают свиванием предварительно обезжиренных и зачищенных нескольких проволок диаметром 2 мм.
Преимущества термитной сварки
Термитную сварку выгодно отличают независимость от источников электроэнергии или газа, отсутствие потребности в сложном оборудовании, а также возможность выполнения соединений в линейных условиях монтажным, ремонтным и эксплуатационным персоналом.
Термитная сварка неизолированных проводов
Наиболее экономично соединять провода на высоковольтных линиях электропередачи термической сваркой. При этом способе не требуются сложное оборудование и специальный инструмент.
Термитная сварка проводов, если она выполнена с полным соблюдением установленной технологии, является наиболее простым и надежным способом соединения.
При термитной сварке образуется цельнометаллическое соединение концов проводов, сечение металла в котором больше, чем у соединяемых проводов, а электрическое сопротивление меньше, чем участка целого провода равной длины.
Соединения многопроволочных проводов, выполненные термитной сваркой, не изменяют электрические характеристики с течением времени, а следовательно, не требуют дополнительных затрат рабочего времени на профилактические испытания.
Однако сварочные соединения нужно выполнять только качественно. Некачественные соединения проводов могут получиться из-за небрежной подготовки провода, применения неотрегулированных клещей, недостаточной или чрезмерной, а также односторонней подачи, заедании проводов в патроне и т. д.
Как показывает опыт работы по сварке проводов, наиболее частыми причинами некачественной сварки являются заедание проводов в патроне и односторонняя подача провода. Заедание одного из проводов в кокиле патрона также ведет к односторонней подаче провода.
При сварке проводов на линиях электропередачи наблюдались случаи, когда при самой тщательной подготовке проводов и клещей сварка все же не получалась из-за односторонней подачи провода в кокиль термопатрона.
Выполнение термитной сварки проводов
Термитную сварку проводов производят с помощью термитных патронов (рис. 1).
Термитный патрон для сварки алюминиевых и сталеалюминиевых проводов состоит из следующих основных элементов:
кокиля из листовой стали толщиной 0,5 — 1,25 мм для защиты верхнего повива провода от пережога и попадания в зону сварки вредных примесей, образующихся от сгорания термитной массы,
вкладыша из алюминия для образования зоны сварки и заполнения пустот,
термитной шашки, которая при сгорании выделяет необходимое количество тепла для расплавления вкладыша и концов свариваемых проводов в зоне сварки.
Термитный патрон для сварки медных проводов состоит из кокиля, изготовленного из листовой меди толщиной 1,5 — 2 мм или из медных труб, вкладыша из сплава меди с фосфором марки МФ-3 и термитной шашки.
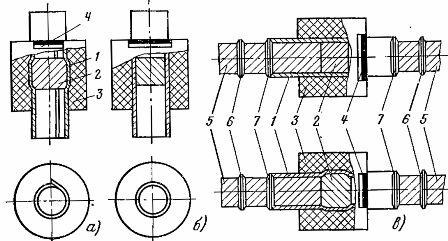
Рис. 1. Термитные патроны: а — для алюминиевых и сталеалюминиевых проводов, б — для медных и бронзовых проводов, в — положение термитных патронов на проводах перед сваркой, 1—кокиль, 2 — вкладыш, 3 — термитный муфель (шашка), 4 — место этикетки, 5 — провод, 6 — ограничительный бандаж, 7 — асбестовое уплотнение.
Правильная подготовка концов проводов под термитную сварку имеет большое значение для высококачественной сварки соединения. Концы должны быть тщательно очищены от загрязнений, обезжирены бензином от смазки и просушены. Удаление смазки с концов проводов и их сушка необходимы, так как при сгорании смазки или остатков бензина образуются газы, препятствующие заполнению места сварки расплавленным металлом и способствующие образованию раковин и каверн.
Концы свариваемых проводов отторцовываются так, чтобы плоскость среза была ровной и строго перпендикулярной оси провода. Торцевание проводов сечением до 150 мм 2 производят монтажными ножницами для резки проводов, а проводов сечением более 150 мм 2 — при помощи ножовки или специального приспособления.
Чаще всего некачественная сварка происходит из-за односторонней подачи концов провода вследствие того, что металл вкладыша плавится вначале с одной стороны и происходит затирание или заедание концов провода в кокиле.
При термитной сварке проводов нужно следить за подачей концов свариваемых проводов с обоих концов кокиля. Металл в зоне сварки находится в жидком состоянии еще в течение нескольких минут после сгорания термитной массы и до тех пор, пока шлак, образовавшийся после сгорания термитной массы, не остынет до темного цвета. По этой же причине не следует спешить с ослаблением нажатия клещей и преждевременным отвертыванием воротков с плашками, крепящими концы проводов в клещах.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Источник
Сваривание электропроводки
Монтаж электропроводки — соединение проводников в распределительных коробках, щитовых, электрических шкафах, подключение к зажимам машин и аппаратов различного назначения по электрическим принципиальным схемам. Некачественное подсоединение может стать причиной неправильной работы или вовсе отсутствия работоспособности того или иного устройства, возникновения несчастного случая или пожарной ситуации. При соединении жил проводов и кабелей важно получить качественный и надежный контакт в месте соединения. В настоящее время, согласно требованиям ПУЭ, соединять жилы проводников электрического тока можно с использованием:
- клеммных колодок;
- специальных гильз (опрессовка);
- клемм пружинного типа;
- колпачками, изготовленными из особо прочного пластика;
- пайки;
- специальных орехов;
- с применением болтов;
- сварки.

Существует еще один способ – скруткой. Он является древнейшим и самым первым методом, с помощью которого соединяли провода. Теперь такой метод признан несовершенным и он запрещен основным документом, которым должны пользоваться в своей работе электрики – ПУЭ.
Самыми лучшими методами соединения жил проводников электрического тока являются сваривание и пайка. В обоих случаях получается неразъемное соединение, имеющее высокий показатель механической прочности и небольшое электрическое сопротивление. Применяют не только для соединения, но и оконцевания, а также ответвления жил проводников, выполненных их алюминия или меди. При этом жилы могут иметь одинаковое или разное сечение. Также могут соединяться жилы проводников, изготовленные из разных материалов.
Способы сварки жил проводников
На практике применяют такие способы сварки:
При сварке контактным методом необходимо совместное действие тепловой энергии и давления. Такое сочетание позволяет соединять жилы однопроволочных проводов, изготовленных из меди и алюминия, качественно и надежно. Для сварки используется специальный инструмент — клещи с двумя угольными электродами. Соединение может осуществляться с использованием флюса и без него. Сплавление концов жил в первом случае происходит при нагреве угольных электродов. На торцах проводников в результате контактной сварки образуется шарик застывшего металла. Без применения флюса соединение происходит в обойме. Она нагревается все теми же электродами. Источником энергии при таком методе сваривания является трансформатор, причем он должен иметь мощность 0,5 кВ·А, во вторичной обмотке напряжение 6, 9 или 12 В. Также возможна сварка с применением специального пистолета на полуавтомате ВКЗ-1 (выпускается отечественными компаниями). Его производительность — 3 соединения в мин.
Газовая сварка, относящаяся к термическому классу (осуществляется тепловой энергией), используется для однопроволочных жил, выполненных из алюминия сечением не более 20 мм2. Применение этого метода с варки для проводников, изготовленных из меди, не допускается. В качестве горючего газа используется пропан-воздушная смесь или ацетилено-кислородная. Последняя смесь используется только для выполнения операции оконцевания, для чего еще помимо смеси понадобятся пластины из сплава АД31Т1 и наконечники специальной конструкции. Многопроволочные жилы сваривают в 2 приема — сначала сплавляют жилы в единое целое, а затем сваривают между собой.
Термитная сварка осуществляется тоже с использованием тепловой энергии. Для осуществления такого вида соединения жил используют специальные патроны AТО, A и АТ, которые называются термитными. Состоят из кокиля и муфеля. При подборе конкретного патрона учитывают диаметр жил проводников. Перед сваркой жилы тщательно очищают от окисной пленки, обезжиривают и наносят флюс. Затем покрывают изнутри кокиль мелом или специальной краской. После этого устанавливают экраны и специальные охладители. Все уплотняют с помощью асбестового шнура и только после этого выполняют поджигание самого патрона. В процессе горения форма разогревается, в результате чего плавятся концы жил. В конструкции формы имеется специальный литниковый ход . Через него вводится присадочный пруток Ø 2 мм из чистого алюминия. На соединяемые жилы надевается втулка, выполненная из алюминия. Она не допускает подтекания металла и пережога, расплавляясь вместе с жилами. В результате получается прочное и монолитное соединение (сварка) проводников.
Технология сваривания
Для сваривания жил проводов и кабелей применяют сварочные аппараты инверторного типа, которые выпускаются отечественными и зарубежными компаниями в большом ассортименте. Их достоинства известны. Это малый вес и габариты, возможность носить аппарат на ремне, что позволяет выполнять работы в распаячных коробках и щитовых, установленных на любом объекте. Дуга горит устойчиво, зажигается при малых значения тока и сварочный ток регулируется в широких пределах. Кроме того, такие аппараты потребляют незначительное количество электрической энергии.
Технология сварки аппаратами инверторного типа включает в себя выполнение следующих операций:
- удаление изоляции на длину до 10 см;
- подготовку проводников. Провода зачищаются до металлического блеска. Для этого используют наждачную бумагу или кордовую ленту. При необходимости выполняют обезжиривание;
- скручивание жил. Они скручиваются между собой на длину до 5 см;
- присоединение кабеля массы сварочного аппарата к скрутке;
- установки ручки регулирования силы тока аппарата при напряжении 12 ÷ 36 В в необходимое положение. Величина колеблется в пределах от 30 до 90 А и зависит от сечения провода (указывается в технологическом процессе на проведение сварки);
- прикасание электродом сварочного аппарата (угольными) к скрутке выполняют не более чем на 2 сек. В результате образуется сварочная дуга, а на конце скрутки монолитное соединение;
- выдержку до полного остывания;
- выполнение изоляции полученного соединения. Для этого используют липкую ленту или трубку термоусадочную.
Кроме того, чтобы поверхность сварного соединения не окислялась в процессе эксплуатации, ее для надежности покрывают лаком. После этого выполняют изоляцию лентой ПВХ или специальным колпачком. Полученное соединение прослужит длительный срок и не будет разрушаться.
Выбор аппарата для сварки жил
Выбор конкретного аппарата для сварки жил проводников выполняют с учетом следующих факторов:
- какой материал он может сваривать (медь, алюминий или оба материала, включая их комбинацию);
- типа выполняемой работы (оконцевание, ответвление, соединение);
- какие жилы сваривает (одно- или многожильные);
- какие может сваривать сечения жил (одинаковое или разное);
- мощности;
- источника питания;
- места выполнения сварки (в квартире, на улице, в земле и т.д.).
В настоящее время в электромонтажном производстве применяется достаточно много аппаратов, специально разработанных для сварки медных и алюминиевых жил.
Лучшими считаются следующие аппараты инверторного типа:
- ТС-700-1, ТС-700-2 и ТС-700-3 (Россия). Первая модель сваривает скрутки до 16 мм в Ø и считается бытовой, а две другие — до 24 мм в Ø. В конструкцию входит 2 силовых кабеля — один для зажима скрутки (снабжен пассатижами), а второй – для зажима электродов;
- FUBAG IQ 160 (Германия);
- PFTRIOTMax Welder DC-200 C (США).
Эти аппараты характеризуются компактными размерами и расположены в переносной сумке, что позволяет выполнять работы в любом месте. В режиме сварки потребляют небольшую мощность. Комплектуются защитными очками, паспортом и инструкцией пользователя.
Видео про сварку скруток
Источник



