Высокопрочный крепеж для металлоконструкций и мостовых соединений
Высокопрочные болты, гайки и шайбы для металлоконструкций и мостовых соединений.
Металлоконструкции
Простота при строительстве и практичность в эксплуатации — основные причины популярности металлоконструкций в современном мире.
При возведении каркасов будущих промышленных и спортивных объектов, рекламных конструкций, частных домов используют разъемное болтовое соединение. Быстрота монтажа и надежность — главные его преимущества.
При необходимости демонтажа металлоконструкций, например в виду перепланировки помещений, перепрофилирования производства или его переезда, процесс разъединения элементов болтового соединения прост.
Болтовые соединения
Болтовое соединение — крепежное резьбовое соединение металлических деталей при помощи болта, гайки и шайбы.
Но, как мы помним, для крепежных резьбовых изделий есть градации по классам прочности и выбор крепежа стандартного класса прочности для монтажа металлоконструкций не целесообразен, его несущая способность намного ниже, чем у высокопрочного крепежа.
Соединения на высокопрочных болтах
Болтовые соединения такого типа достаточно просты, но придают металлоконструкциям высокую степень устойчивости, за счет отличного от других механизма действия: прочность соединения в них достигается посредством возникновения силы трения между соединяемыми плоскостями. Чтобы достигнуть необходимой степени трения, требуется создать усиленное натяжение болтов. Для выполнения этой задачи прочность обычных болтов может быть недостаточной, поэтому соединения данного типа выполняются только с использованием высокопрочных болтов, класса 8.8 и 10.9, из стали 40Х и некоторых других марок, сопротивлением не ниже 800 МПа и прошедших специальную термическую обработку. Натяжение болтов регулируется специальными ключами с установленными на них динамометрами (динамометрические ключи), точность показаний которых оказывает непосредственное влияние на надежность производимого соединения. По этой причине в обязательном порядке необходимо ежедневно производить проверку динамометрических ключей и, при необходимости, их настройку и корректировку.
Крепеж для металлоконструкций
Стандартами отдельно выделен высокопрочный крепеж для стальных строительных конструкций (в том числе мостовых), а также для металлоконструкций, применяемых в тяжелом машиностроении (ГОСТ 22356-77 и ГОСТ Р 52643-2006 — общие технические условия) и климатическим размещением в умеренном и холодном климате.
В комплект соединения на высокопрочных болтах входят:
В связи с передачей на пакет соединяемых элементов большой сжимающей силы при их применении ставится две шайбы – под болт и под гайку.
Такой высокопрочный крепеж производят из конструкционной легированной стали марок 40Х (40Х селект*), 30Х3МФ, 30Х2НМФА, 35Х2АФ с термоупрочнением. Класс точности по группе B (нормальная точность*) и C (грубая точность) облегчает совмещение отверстий соединяемых элементов. Специальные средства стопорения гаек в соединениях на высокопрочных болтах не требуются.
* для ГОСТ 22356-77 (прим.)
Высокопрочные болты могут ставиться в соединениях в комбинации со сварными швами. Распределение усилий в таком комбинированном соединении происходит более равномерно, чем в сварном соединении с заклепками.
Внешний вид высокопрочного крепежа для металлоконструкций
У высокопрочных болтов ГОСТ 22353-77 и ГОСТ Р 52644-2006 шестигранная головка выполнена с увеличенным размером под ключ (в сравнении со стандартными болтами ГОСТ 7805-70).
Высокопрочные болт, гайка и шайба в комплекте.
Маркировка крепежа для металлоконструкций
На фото выше приведен пример маркировки высокопрочных болтов ГОСТ 22353-77 и ГОСТ Р 52644-2006.
Значения маркировки на шестигранной головке высокопрочного болта:
Клеймо завода-изготовителя;
Временное сопротивление болта в МПа деленное на 10 для ГОСТ 22353-77 и класс прочности для ГОСТ Р 52644-2006;
Климатическое исполнение ХЛ (для холодного климата);
Номер плавки;
Буква S — обозначение высокопрочного болта с шестигранной головокой с увеличенным размером под ключ для металлических конструкций согласно ГОСТ Р 52644-2006.
Маркировка класса прочности цифрами и буква S для обозначения высокопрочной гайки с увеличенным размером под ключ ГОСТ Р 52645-2006.
Высокопрочные шайба ГОСТ Р 52646-2006 с маркировкой и шайба ГОСТ 22355-77 без маркировки.
Источник
Болт анкерный: виды, применение, установка
Ещё совсем недавно для крепления каких-либо предметов интерьера или оборудования на кирпичной или бетонной поверхности использовались вставленные в просверленные отверстия деревянные пробки. Недостаток подобного способа в особенных свойствах дерева — в сухих помещениях пробка уменьшается в размерах и может выпасть вместе с креплением. На смену дереву пришли более надёжные пластмассовые дюбели. Но такой вид крепления не способен выдерживать вес тяжёлых конструкций. Со временем пластик деформируется и выскальзывает из отверстия.
Анкерные болты лишены всех этих недостатков и способны надёжно зафиксировать в бетонных и кирпичных стенах, фундаменте и потолке различные бытовые и производственные элементы большого веса. В отличие от дюбеля, болт не только крепко держится в отверстии, но и фиксирует закрепляемую конструкцию.
Разновидности анкеров
По способу действия анкера подразделяются на химические и механические.
Химические фиксируются с помощью прочного клея. Он находится в капсуле в отверстии болта. При закручивании крепежа капсула раздавливается и начинается процесс полимеризации клея. Такой крепёж можно использовать для монолитных и пустотелых конструкций.
Механические фиксируются за счёт деформации специальной металлической гильзы при вкручивании.
Наш завод «СТК-Конструкция» изготавливает на заказ механические анкеры различного вида. По способу крепления в материале и конструкции они делятся на несколько типов:
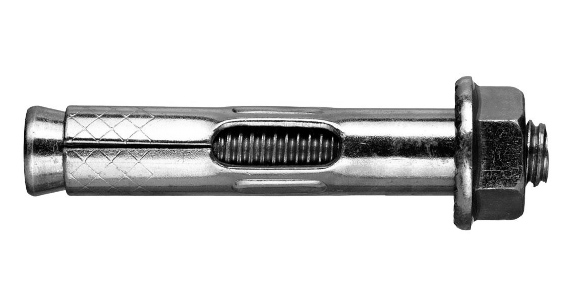
Болт анкерный с гайкой. Состоит из трёх частей. Главный элемент — шпилька, на одном конце которой нарезана метрическая резьба, а на другом находится конусное утолщение. На шпильку надета металлическая трубка с прорезями, а на резьбе находится гайка. Устройство работает по типу распора: гайка в процессе навинчивания на шпильку втягивает её конусный край внутрь трубки, разжимая её и распирая в отверстии.
Анкерный болт с крюком. В отличие от первого варианта шпилька со стороны резьбовой части имеет продолжение в виде крюка. Гайка служит фиксатором, а анкер устанавливается в отверстие путём вращения крюка. Крепёж используется для навешивания конструкций, которые необходимо периодически снимать.
Анкер с кольцом. В этом случае вместо крюка с одного конца шпильки расположена петля. Часто такой крепёж используется для установки в потолок для подвешивания каких-либо элементов и для установки растяжек.
Анкер с головкой под шестигранник. Состоит из болта с шестигранной головкой, распорной цанги и гильзы. При вращении болта цанга перемещается по резьбе вдоль продольной оси крепежа вверх и расклинивает гильзу.
Клиновой. Модификация стандартного анкера с гайкой. При установке крепежа в отверстие конусообразная шляпка раздвигает края гильзы. В некоторых разновидностях крепежа расклинивание выполняется стержнем-бородком, который после этого вытаскивается и на его место вкручивается шпилька с резьбой. Как видно по фото, анкерный болт клиновой имеет самую сложную конструкцию.
Забиваемый. Вместо клина используется специальная форма краёв гильзы, выполненной из мягкого металла. При забивании болта края, упираясь в дно отверстия, деформируются и надёжно удерживают гильзу. Это самый простой вид подобного крепежа. Но для его надёжной фиксации необходимо выполнять точное сверление отверстия по диаметру и глубине.
Разжимной. Этот сквозной вид крепежа используется для тонкостенных и листовых материалов. Гильза с прорезями, не доходящими до краёв, деформируется в средней части при закручивании и раскрывается в стороны лепестками за задней стороной материала.
Двухраспорный. С помощью двойной трубчатой втулки обеспечивается распор в двух местах — в конце и в середине крепёжного изделия.
Как правильно выбирать анкерные болты
Максимальная нагрузка, с которой анкер-болт вырывается из материала (бетон, кирпич, камень). Она действует по продольной оси болта. Реальная нагрузка должна быть не более 35% от максимальной.
Нагрузка на срез, которая перпендикулярна осевой нагрузке на вырыв.
Материал изготовления болта.
Размер анкера: внешний диаметр, диаметр внутренней шпильки и общая длина.
Тип крепления (гайка, крюк, кольцо и др.) выбирается в зависимости от того, что необходимо крепить.
Тип монтажа (односторонний или сквозной). Если есть возможность пробить материал, выбирают разжимной анкерный болт. Он продевается в сквозное отверстие и зажимается, стягивая стенку или лист. При одностороннем креплении для болта сверлится отверстие нужной длины и диаметра.
Таблица 1. Зависимость размеров анкерных болтов от нагрузок
Диаметр анкера, мм
Максимальная нагрузка, кН
Рекомендуемая нагрузка, кН
Рекомендуемое расстояние от края, мм
На вырыв
На срез
На вырыв
На срез
На вырыв
На срез
М8
22,2
10,1
7,3
5,8
80
100
М10
36,6
15,6
13,0
8,9
90
130
М12
50,5
23,1
17,7
13,2
110
150
М16
79,0
41,8
27,8
23,9
130
170
М20
101,3
66,8
35,5
38,2
150
190
М24
136,6
95,7
46,0
54,7
190
240
М30
237,1
123,0
82,4
69,3
300
350
Таблица 2. Материал изготовления анкеров
Зимняя температура наружного воздуха
От -40°C и выше
От -40°C до -50°C
От -51°C до -65°C
Марка стали
Ст20 ВСт3пс2 ВСт3кп2
10Г2С1-6 09Г2С-6
10Г2С1-8 09Г2С-8
Примечание: Допускается использовать для изготовления другие марки стали, свойства которых не ниже указанных в таблице.
Установка анкерного болта
Рассмотрим на примере распорного анкера для бетона с гайкой.
Рассверливание отверстия
Необходимо выбрать бур по диаметру и длине болта. Например, если наружный диаметр болта 10 мм, то бур должен быть такого же диаметра. По длине бур не должен быть меньше, чем анкер.
Кстати, в случае установки крепежа в стену со штукатуркой учитывайте, что для надёжности соединения анкер должен находиться в бетоне на глубине не менее 50 мм. Так что при выборе длины крепежа учитывайте толщину штукатурного слоя.
Если втулка не входит в рассверленное отверстие, ни в коем случае не рассверливайте его буром большего диаметра. Просто пройдитесь тем же сверлом ещё раз. Анкер должен заходить в отверстие с усилием, иначе он не будет выполнять свои функции.
Выполняйте разметку точно. Даже незатянутый анкер-болт вытащить из стены проблематично.
Очистка отверстия от мусора
После сверления в отверстии остаются пыль и крошки бетона, которые препятствуют установке болта. Для удаления мусора используйте пылесос, баллончик со сжатым воздухом, ёршик. Можно выдуть пыль и крошки резиновой грушей или трубочкой.
Установка крепления
Забивайте анкер лёгкими ударами молотка, пока гайка не достигнет поверхности стены. После этого закручивайте гайку ключом. Когда конусовидная втулка заходит в гильзу, усилие заметно увеличивается. Если в техническом описании анкера указано максимальное усилие закручивания, необходимо измерять его динамометрическим ключом.
После того, как крепление полностью установлено, отверните гайку, навесьте на шпильку конструкцию или оборудование и зафиксируйте сверху гайкой.
Чтобы заказать изготовление нужного вам вида анкерного болта на нашем заводе «СТК-Конструкция», позвоните по телефону +7(495) 291-07-57 или заполните на сайте специальную форму .
Компания «СТК Конструкция» на рынке металлообработки с 2008 года. Основные направления деятельности — изготовление металлоконструкций, обработка металла, проектирование, строительно-монтажные работы. Средний объём производства — 300 тонн в месяц.
Адрес офиса: г.Москва, ул.Кирпичные Выемки, д.2, к.1
Адрес производства: г.Подольск, ул.8 Марта, д.2 (проезд через улицу Кольцевая)
Источник
Строительные конструкции металлические. Болтовые соединения. Правила и контроль монтажа, требования к результатам работ
Cтандарт распространяется на монтажные соединения строительных металлических конструкций с применением болтов, предназначенных для стационарных, сборно-разборных и передвижных зданий и сооружений различного назначения, воспринимающих постоянные, временные и особые нагрузки (подвижные, вибрационные, взрывные, сейсмические и др.) в климатических районах с расчетной температурой до минус 60 градусов Цельсия, в районах с сейсмичностью до 9 баллов, эксплуатируемых как в слабоагрессивных, так и в среднеагрессивных и агрессивных средах с применением защитных металлических и лакокрасочных покрытий.
Обозначение:
СТО НОСТРОЙ 2.10.76-2012
Название рус.:
Строительные конструкции металлические. Болтовые соединения. Правила и контроль монтажа, требования к результатам работ
Статус:
действует
Дата актуализации текста:
05.05.2017
Дата добавления в базу:
01.10.2014
Утвержден:
22.06.2012 Совет Национального объединения строителей (30)
Опубликован:
Национальное объединение строителей (2012 г. )
Ссылки для скачивания:
НАЦИОНАЛЬНОЕ ОБЪЕДИНЕНИЕ СТРОИТЕЛЕЙ
Строительные конструкции металлические
Правила и контроль монтажа, требования к результатам работ
СТО НОСТРОЙ 2.10.76-2012
Закрытым акционерным обществом «ЦНИИПСК им. Мельникова»
2 ПРЕДСТАВЛЕН НА УТВЕРЖДЕНИЕ
Комитетом по промышленному строительству Национального объединения строителей, протокол от 09 июня 2012 г. № 18
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ
Решением Совета Национального строителей, протокол от 22 июня 2012 г. № 30
Введение
Настоящий стандарт разработан в рамках Программы стандартизации Национального объединения строителей и направлен на реализацию Градостроительного кодекса Российской Федерации , Федерального закона от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», Федерального закона от 30 декабря 2009 г. № 384-ФЗ «Технический регламент о безопасности зданий и сооружений», приказа Министерства регионального развития Российской Федерации от 30 декабря 2009 г № 624 «Об утверждении Перечня видов работ по инженерным изысканиям, по подготовке проектной документации, по строительству, реконструкции, капитальному ремонту объектов капитального строительства , которые оказывают влияние на безопасность объектов капитального строительства».
Стандарт разработан в развитие СП 70.13330.2012 «СНиП 3.03.01-87 Несущие и ограждающие конструкции» в части выполнения работ по монтажу металлических конструкций с соединениями на болтах, предназначенных для зданий и сооружений различных уровней ответственности.
При разработке стандарта использован стандарт СТО 0051-2011 «Конструкции стальные строительные. Болтовые соединения. Изготовление и монтаж», разработанный ЗАО «ЦНИИПСК им. Мельникова» и ОАО НИПИ «Промстальконструкция».
Основной целью разработки стандарта является создание современной нормативной базы по вопросам выполнения монтажных соединений металлических конструкций на высокопрочных болтах с контролируемым натяжением, а также на болтах всех классов прочности без контролируемого натяжения.
Авторский коллектив: канд. техн. наук Н.И. Пресняков, Почетный строитель России В.М. Бабушкин , докт. техн. наук В.К. Вострое, С.И. Бочкова, А.В. Береснев
СТАНДАРТ НАЦИОНАЛЬНОГО ОБЪЕДИНЕНИЯ СТРОИТЕЛЕЙ
Строительные конструкции металлические
Правила и контроль монтажа, требования к результатам работ
Metal structures. Bolted connections.
Rules, construction control, work output requirements
1 Область применения
1.1 Настоящий стандарт распространяется на монтажные соединения строительных металлических конструкций с применением болтов, предназначенных для стационарных, сборно-разборных и передвижных зданий и сооружений различного назначения, воспринимающих постоянные, временные и особые нагрузки (подвижные, вибрационные, взрывные, сейсмические и др.) в климатических районах с расчетной температурой до минус 60 °С, в районах с сейсмичностью до 9 баллов, эксплуатируемых как в слабоагрессивных, так и в среднеагрессивных и агрессивных средах с применением защитных металлических и лакокрасочных покрытий.
1.2 Настоящий стандарт устанавливает требования к выполнению и контролю качества болтовых соединений при монтаже металлических строительных конструкций с применением болтов, в том числе высокопрочных, как с контролируемым натяжением, так и без контролируемого натяжения болтов.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты и своды правил:
ГОСТ 9.307-89 Единая система защиты от коррозии и старения. Покрытия цинковые горячие. Общие требования и методы контроля
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 5915-70 * Гайки шестигранные класса точности В. Конструкция и размеры
ГОСТ 5927-70 * Гайки шестигранные класса точности А. Конструкция и размеры
ГОСТ 7798-70 * Болты с шестигранной головкой класса точности В. Конструкция и размеры
ГОСТ 7805-70 * Болты с шестигранной головкой класса точности А. Конструкция и размеры
ГОСТ 10605-9 4 Гайки шестигранные с диаметром резьбы свыше 48 мм класса точности В. Технические условия
ГОСТ 11371-78 * Шайбы. Технические условия
ГОСТ 18123-82 * Шайбы. Общие технические условия
ГОСТ 18126-94 Болты и гайки с диаметром резьбы свыше 48 мм. Общие технические условия
ГОСТ 20072-74 Сталь теплоустойчивая. Технические условия
ГОСТ 23118-2012 1) Конструкции стальные строительные. Общие технические условия
ГОСТ 23683-89 Парафины нефтяные твердые. Общие технические условия
ГОСТ 24379.0-2012 2) Болты фундаментные. Общие технические условия
1) Вводится в действие на территории Российской Федерации с 01 июля 2013 г. вместо ГОСТ 23118-99 .
2) Вводится в действие на территории Российской Федерации с 01 июля 2013 г. вместо ГОСТ 24379.0-80 .
ГОСТ 24379.1-2012 1) Болты фундаментные. Конструкция и размеры
ГОСТ 24997-2004 Калибры для метрической резьбы. Допуски
ГОСТ 25726-83 Клейма ручные буквенные и цифровые. Типы и основные размеры
ГОСТ 28548-90 Трубы стальные. Термины и определения
ГОСТ 8.752-2011 2) Государственная система обеспечения единства измерений. Государственная поверочная схема для средств измерений крутящего момента силы
1) Вводится в действие на территории Российской Федерации с 01 июля 2013 г. вместо ГОСТ 24379.1-80 .
2) Вводится в действие на территории Российской Федерации с 01 января 2013 г. вместо ГОСТ 8.541-86 .
ГОСТ Р 9.316-2006 Единая система защиты от коррозии и старения. Покрытия термодиффузионные цинковые. Общие требования и методы контроля
ГОСТ Р 51254-99 Инструмент монтажный для нормированной затяжки резьбовых соединений. Ключи моментные. Общие технические условия
ГОСТ Р 51634-2000 Масла моторные автотракторные. Общие технические условия
ГОСТ Р 52627-2006 Болты, винты и шпильки. Механические свойства и методы испытаний
ГОСТ Р 52628-2006 Гайки. Механические свойства и методы испытаний
ГОСТ Р 52643-2006 Болты и гайки высокопрочные и шайбы для металлических конструкций. Общие технические условия
ГОСТ Р 52644-2006 Болты высокопрочные с шестигранной головкой с увеличенным размером под ключ для металлических конструкций. Технические условия
ГОСТ Р 52645-2006 Гайки высокопрочные шестигранные с увеличенным размером под ключ для металлических конструкций. Технические условия
ГОСТ Р 52646-2006 Шайбы к высокопрочным болтам для металлических конструкций. Технические условия
ГОСТ Р 53664-2009 Болты высокопрочные цилиндрические и конические для мостостроения, гайки и шайбы к ним. Технические условия
ГОСТ Р ИСО 8992-2011 1) Изделия крепежные. Общие требования для болтов, винтов, шпилек и гаек
1) Вводится в действие на территории Российской Федерации с 01 января 2013 г. вместо ГОСТ 1759.0-87 .
ГОСТ Р ИСО 16047-2009 Изделия крепежные. Испытания крутящего момента и усилия предварительной затяжки
СП 16.13330.2011 «СНиП II-23-81* Стальные конструкции»
СП 28.13330.2012 «СНиП 2.03.11-85 Защита стальных конструкций от коррозии»
СП 43.13330 .2011 «СНиП 2.09.03-85 Сооружения промышленных предприятий»
СП 48.13330.2011 «СНиП 12-01-2004 Организация строительства»
СП 49.13330.2010 « СНиП 12-03-2001 Безопасность труда в строительстве. Часть 1. Общие требования»
СП 70.13330.2012 «СНиП 3.03.01-87 Несущие и ограждающие конструкции»
СП 128.13330.2012 «СНиП 2.03.06-85 Алюминиевые конструкции»
СП 131.13330 .2011 «СНиП 23-01-99* Строительная климатология»
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальных сайтах национального органа Российской Федерации по стандартизации и НОСТРОЙ в сети Интернет или по ежегодно издаваемым информационным указателям, опубликованным по состоянию на 1 января текущего года. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться новым (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения, обозначения и сокращения
3.1 В настоящем стандарте применены термины в соответствии с Градостроительным кодексом [1], ГОСТ 2601 , ГОСТ Р ИСО 16047 , ГОСТ 28548 , СП 16.13330 , СП 70.13330 , СП 128.13330 .
3.2 В настоящем стандарте применены следующие обозначения и сокращения:
4.1 Болтовые соединения допускается применять для всех групп стальных конструкций, указанных в СП 16.13330 (приложение В) и алюминиевых конструкций, предусмотренных СП 128.13330 .
В соответствии с СП 70.13330 применяются следующие виды болтовых соединений:
— соединения на болтах с контролируемым натяжением;
— соединения на болтах без контролируемого натяжения.
— фрикционные (сдвигоустойчивые), в которых сдвигающие усилия воспринимаются силами трения, действующими на контактных поверхностях соединяемых элементов в результате натяжения болтов на проектное усилие;
— срезные, в которых сдвигающие усилия воспринимаются сопротивлением болтов срезу, а соединяемых элементов — смятию;
— фрикционно-срезные, в которых учитывается вся совокупность сопротивлений: болтов — срезу, соединяемых элементов — смятию и трению;
— фланцевые, в которых затянутые на проектное усиление болты работают на растяжение при жестких фланцах или на растяжение с изгибом при гибких фланцах;
— болтосварные, в которых сдвигающие усилия воспринимаются совместно силами трения от натяжения болтов и сварными швами;
— болтозаклепочные, в которых сдвигающие усилия воспринимаются совместно силами трения от натяжения болтов и заклепками.
4.3 Фрикционные (сдвигоустойчивые) соединения применяют в конструкциях и их элементах, в которых остаточные перемещения сдвига не допустимы, работающих в особо тяжелых условиях или подвергающихся непосредственному воздействию знакопеременных, динамических, вибрационных или подвижных нагрузок, в том числе в конструкциях, рассчитываемых на усталость.
4.4 Срезные соединения применяют в конструкциях, работающих при статической нагрузке, а также во вспомогательных конструкциях зданий и сооружений.
4.5 Фрикционно-срезные соединения применяют в конструкциях, работающих при статической нагрузке, а также при воздействии знакопеременных усилий, когда меньшее из них может быть передано силами трения.
4.6 Фланцевые соединения применяют в конструкциях и их элементах, подверженных растяжению, сжатию, растяжению с изгибом, воздействию местных поперечных усилий, в том числе подвижных, вибрационных или другого вида нагрузок с числом циклов нагружения до 10 5 и коэффициентом асимметрии напряжений р ≥ 0,8.
4.7 Болтосварные соединения (на болтах и сварке) применяют при усилении конструкций с фрикционными и фланцевыми соединениями посредством приварки деталей или дополнительной установки высокопрочных болтов с предварительным натяжением в сварных соединениях.
4.8 Болтозаклепочные соединения (на болтах и заклепках) применяют при ремонте клепаных конструкций, в которых снижение несущей способности компенсируется силами трения после замены дефектных заклепок высокопрочными болтами, затянутыми на проектное усилие.
4.9 Классы прочности болтов без покрытия или с защитными металлическими покрытиями принимают в зависимости от климатического района строительства здания или сооружения, устанавливаемого СП 131.13330 , условий эксплуатации конструкций (рассчитываемых или не рассчитываемых на усталость), условий работы болтов (на срез или растяжение).
Классы прочности, марки стали, условия работы и требования к болтам приведены в таблице 1.
Расчетная температура климатического района строительства, °С
Условия работы болтов
Класс прочности болтов
Марка стали болтов
Требования к болтам
В конструкциях, не рассчитываемых на усталость
растяжение или срез
таблица 3 ГОСТ Р 52627
таблица 3 ГОСТ Р 52644
таблица 3 ГОСТ Р 52627 , с гарантированной характеристикой ударной вязкости
таблица 3 ГОСТ Р 52644 , исполнение XЛ
таблица 3 ГОСТ Р 52627 , с гарантированной характеристикой ударной вязкости
таблица 3 ГОСТ Р 52644 , исполнение ХЛ
В конструкциях, рассчитываемых на усталость
таблица 3 ГОСТ Р 52627 , с гарантированной характеристикой ударной вязкости
таблица 3 ГОСТ Р 52627 , исполнение ХЛ
таблица 3 ГОСТ Р 52627 , с гарантированной характеристикой ударной вязкости
таблица 3 ГОСТ Р 52644
таблица 3 ГОСТ Р 52627 , с гарантированной характеристикой ударной вязкости
таблица 3 ГОСТ Р 52644 , исполнение ХЛ
таблица 3 ГОСТ Р 52627 , с гарантированной характеристикой ударной вязкости
таблица 3 ГОСТ Р 52644 , исполнение ХЛ
*Допускается работа только на срез.
4.10 Для болтовых соединений, как правило, применяют болты, гайки и шайбы (далее — крепежные изделия) без покрытия.
Крепежные изделия с защитными металлическими покрытиями необходимо применять для соединений:
— элементов конструкций с защитными металлическими покрытиями, наносимыми горячим способом или газотермическим напылением (цинковые или алюминиевые покрытия);
— элементов антенных сооружений, мачт и опор линий электропередачи;
— элементов конструкций, эксплуатируемых в среднеагрессивной среде по классификации СП 28.13330 , совместно с лакокрасочными покрытиями;
— элементов железнодорожных, городских и надводных мостов, газопроводов;
— элементов конструкций, эксплуатируемых в условиях морской атмосферы.
Примечание — Для болтовых соединений элементов конструкций, эксплуатируемых в условиях морской атмосферы, рекомендуется применять крепежные изделия с кадмиевым покрытием.
4.11 В соответствии с классификацией агрессивности среды, приведенной в СП 28.13330 , в качестве защитного металлического покрытия крепежных изделий, как правило, применяют термодиффузионное цинковое покрытие по ГОСТ Р 9.316 или горячее цинковое покрытие по ГОСТ 9.307 с применением центрифугирования и прорезания гаек с помощью метчиков по требованию технического заказчика:
— в слабоагрессивных средах — в качестве самостоятельного покрытия;
— в среднеагрессивных средах — с дополнительным лакокрасочным покрытием.
4.12 Для конструкций, эксплуатируемых в слабоагрессивных средах, допускается применять крепежные изделия с металлическими покрытиями по ГОСТ Р ИСО 8992 : цинковое хроматированное, кадмиевое хроматированное, цинковое с дополнительным лакокрасочным покрытием.
4.13 Для конструкций, эксплуатируемых в агрессивных средах, применяют болты, гайки и шайбы из коррозионностойких, жаростойких и жаропрочных сталей по ГОСТ Р ИСО 8992 , кроме теплоустойчивых сталей, которые применяют по ГОСТ 20072 .
5 Требования к крепежным изделиям
5.1 Для соединений строительных металлических конструкций применяют:
— болты с шестигранной головкой класса точности В (нормальной точности) по ГОСТ 7798 или класса точности А (повышенной точности) по ГОСТ 7805 с крупным шагом резьбы, диаметром от 12 до 48 мм, классов прочности 5.6, 5.8, 8.8, 10.9, 12.9 с техническими требованиями по ГОСТ Р 52627 ;
— шестигранные гайки класса точности В (нормальной точности) по ГОСТ 5915 или класса точности А (повышенной точности) по ГОСТ 5927 , классов прочности 5, 8, 10, 12 с техническими требованиями по ГОСТ Р 52628 ;
— круглые шайбы к ним по ГОСТ 11371 исполнения 1 класса точности А с техническими требованиями по ГОСТ 18123 .
5.2 Высокопрочные болты, гайки и шайбы следует применять соответственно по ГОСТ Р 52644 , ГОСТ Р 52645 и ГОСТ Р 52646 с техническими требованиями по ГОСТ Р 52643 диаметром от 16 до 48 мм классов прочности 10.9 и 12.9.
5.3 Маркировка болтов и гаек должна содержать клеймо предприятия-изготовителя и класса прочности изделия. На высокопрочных болтах дополнительно указывается условное обозначение плавки, буква S, обозначающая увеличенный размер головки под ключ и буквы ХЛ для болтов северного исполнения.
5.4 Согласно ГОСТ Р 52627 (раздел 3) маркировка класса прочности болтов состоит из двух цифр — первая соответствует 1/100 номинального значения временного сопротивления разрыву, Н/мм 2 , вторая соответствует 1/10 отношения номинального значения предела текучести к временному сопротивлению, %. Произведение указанных двух цифр соответствует 1/10 номинального значения предела текучести, Н/мм 2 .
5.5 Класс прочности гаек с номинальной высотой, равной или более 0,8d (где d — номинальный диаметр резьбы) обозначается цифрой, указывающей наибольший класс прочности болта, с которым они могут сопрягаться в соединении.
5.6 Крепежные изделия, предназначенные для различных видов соединений (см. 4.2), приведены в таблице 2.
5.7 Конструкцию, размеры и марки стали для фундаментных болтов применяют по ГОСТ 24379.0 и ГОСТ 24379.1 .
5.8 Гайки для фундаментных болтов, выполненных из сталей марки ВСт3сп2 и марки 20 , диаметром до 48 мм, следует принимать по ГОСТ 5915 класса прочности 4; для фундаментных болтов из стали марок 09Г2С и 10Г2С1 — класса прочности не менее 5. Для болтов диаметром свыше 48 мм — по ГОСТ 10605 и ГОСТ 18126 .
5.9 Для фланцевых соединений антенно-мачтовых сооружений допускается применение высокопрочных болтов из стали марки 30ХЗМФ диаметром 30, 36, 42 и 48 мм по ГОСТ Р 52644 , гаек по ГОСТ Р 52645 и шайб по ГОСТ Р 52646 .
Классы прочности болтов
Номинальные диаметры болтов, мм
Марки стали болтов
Разность номинальных диаметров отверстий и болтов, мм
высокопрочные 10.9, 12.9
16, 20, 22, 24, 27, 30
Фрикционно-срезные и срезные
16, 20, 22, 24, 27, 30
12, 16, 20, 24, 27, 30
Фрикционно-срезные и срезные
12, 16, 20, 24, 27, 30
5.10 Допускается применение высокопрочных болтов, предназначенных для
мостостроения, по ГОСТ Р 53664 диаметром 22, 24 и 27 мм, в том числе конических, предназначенных для работы в срезных и фрикционно-срезных соединениях.
5.11 Допускается применение высокопрочных болтов и гаек по другим стандартам, в том числе с техническими требованиями по ISO 898-1:2009 [2] и ISO 898-2:1992 [3], но не ниже требований, указанных в ГОСТ Р 52643 , при наличии сертификата установленной формы с указанием результатов приемо-сдаточных испытаний и после проведения входного контроля на соответствие требованиям ГОСТ Р 52643 , ГОСТ Р 52644 , ГОСТ Р 52645 и ГОСТ Р 52646 (см. 7.1.4).
5.12 Допускается применение высокопрочных болтов класса прочности 10.9 с гарантированным моментом затяжки резьбовых соединений по ТУ 1282-162-02494680-2007 [4].
6 Требования к конструкциям с соединениями на болтах
6.1 Металлические конструкции с соединениями на болтах изготавливают в соответствии с рабочей документацией — КМ (конструкции металлические) и КМД (конструкции металлические деталировочные), технологической документацией предприятия-изготовителя, СП 53-101-98 [5], ГОСТ 23118 , с учетом требований СП 70.13330 , СП 28.13330 .
6.2 Монтаж металлических конструкций осуществляют в соответствии с требованиями КМ и КМД, СП 70.13330 , разделов 7 и 8 настоящего стандарта.
6.3 В общих данных, пояснительной записке или на чертежах КМ, как правило, должны быть указаны:
— номинальные диаметры отверстий и болтов;
— стандарты на болты, гайки и шайбы;
— классы прочности болтов и гаек;
— осевые усилия натяжения болтов;
— способ регулирования и контроля осевых усилий натяжения болтов;
— способ подготовки контактных поверхностей с указанием расчетной величины коэффициента трения;
— детали и зоны, не подлежащие огрунтовке или окраске на предприятии — изготовителе металлических конструкций;
— дополнительные требования к изготовлению и монтажу металлических конструкций;
— нормативные документы на изготовление и монтаж металлических конструкций;
— указания по антикоррозионной защите металлических конструкций.
6.4 В зависимости от степени ответственности отдельных групп стальных конструкций зданий и сооружений, а также от условий их эксплуатации и климатического района строительства, для элементов конструкций с соединениями на болтах должен применяться листовой и фасонный стальной прокат в соответствии с СП 16.13330 (приложение В).
6.5 Для алюминиевых конструкций должен применяться алюминий марок и состояний в соответствии с СП 128.13330 .
6.6 Для фланцев, подверженных растяжению, изгибу или их совместному действию, должна применяться листовая сталь с гарантированными механическими свойствами в направлении толщины проката, с учетом требований СП 16.13330 (раздел 13 и пункт 15.9).
6.7 Применяемая технология сварки и сварочные материалы в соответствии с СП 16.13330 (пункт 5.4) должны обеспечивать значения временного сопротивления металла сварных швов не ниже нормативных значений временного сопротивления R основного металла.
6.8 Болты, гайки и шайбы, предназначенные для монтажа, как правило, поставляют предприятия — изготовители металлических конструкций. Ориентировочный расход крепежных изделий приведен в ВСН 428-81 [6].
6.9 При изготовлении конструкций на монтажной площадке применяемый прокат, перед запуском в производство, должен быть проверен на соответствие сопроводительной документации, отсутствие недопустимых погибов, местных вмятин, трещин, расслоений, отклонений от геометрических размеров.
6.10 Резка заготовок фасонного и листового проката допускается как механическим, так и термическим способом. При этом кромки элементов конструкций, работающих на растяжение, а также выполненных из стали с нормативным пределом текучести свыше 350 МПа, должны быть подвергнуты механической обработке на глубину не менее 20 % от толщины элемента.
6.11 Диаметры отверстий для болтовых монтажных соединений должны соответствовать требованиям КМ.
6.12 Образование отверстий следует производить сверлением на поточных линиях, станках с числовым программным управлением, по кондукторам, а в случае отсутствия оборудования — по шаблонам с обеспечением точности в соответствии с заданной в КМ или настоящем стандарте. Для нерасчетных конструктивных болтовых соединений допускается образование отверстий по наметке.
6.13 В нерасчетных соединениях допускается образование отверстий продавливанием для сталей с нормативным пределом текучести до 350 МПа при соотношении толщины металла t и диаметра отверстия do не более 0,7 при t ≤ 20 мм.
6.14 В расчетных соединениях допускается продавливание отверстий меньшего диаметра, но не более 0,75do, при толщине металла не более чем 0,8do, с последующим рассверливанием на проектный диаметр do.
6.15 Предельное отклонение диаметра отверстий не должно превышать:
+0,6 мм — для отверстий диаметром до 28 мм;
+0,8 мм — для отверстий диаметром свыше 28 мм.
6.16 Предельные отклонения между центрами отверстий устанавливаются рабочей документацией, исходя из условия собираемости конструкций при монтаже.
6.17 При отсутствии указаний в рабочей документации, предельные отклонения размеров между центрами отверстий в группе назначают равными ±1,0 мм, в том числе по диагонали, между группами — ±0,5 мм на каждый метр расстояния между ними.
6.18 Предельное отклонение размеров соединяемых элементов ℓ должно составлять не более ±3,0 мм при ℓ ≤ 6 м и ±0,5 мм на каждый метр длины при ℓ > 6 м.
6.19 Толщины накладок, как правило, не должны превышать:
— для болтов М12 — 12 мм;
— для болтов M16 — 16 мм;
— для болтов М20 — 20 мм;
— для болтов М24 — 30 мм;
— для болтов М27 — 35 мм;
— для болтов М30 — 40 мм.
При необходимости применения накладок большей толщины следует применять двухслойные накладки или болты большего диаметра.
6.20 Не рекомендуется применение соединений, в которых суммарная толщина элементов превышает:
— для болтов М12 — 96 мм;
— для болтов M16 — 128 мм;
— для болтов М20 — 160 мм;
— для болтов М24 — 192 мм;
— для болтов М27 — 216 мм;
— для болтов М30 — 240 мм.
6.21 Для фланцевых соединений толщина фланцев должна быть:
— для болтов М20 — от 20 до 35 мм;
— для болтов М24 — от 25 до 45 мм;
— для болтов М27 — от 30 до 55 мм.
6.22 Сборку и сварку элементов конструкций с фланцевыми соединениями следует выполнять в кондукторах. Базовые поверхности кондукторов и внешние поверхности фланцев после сварки должны быть подвергнуты фрезерованию. Тангенс угла отклонения поверхности фланца не должен превышать величину 0,0007 в каждой из двух плоскостей.
6.23 Отправочные марки конструкций должны быть огрунтованы или окрашены (по согласованию с техническим заказчиком) за исключением контактных поверхностей фрикционных и фрикционно-срезных соединений, а также контактных поверхностей фланцев в случае, если это оговорено рабочей документацией.
6.24 Прокатная окалина на контактных поверхностях фрикционных и фрикционно-срезных соединений толщиной более 0,05 мм должна быть удалена механическим способом.
6.25 Контрольная сборка конструкций с соединениями на болтах выполняется на предприятии-изготовителе в случаях, если это оговорено в рабочей документации или по требованию технического заказчика.
6.26 Контрольная сборка осуществляется в соответствии с требованиями рабочей документации. Несовпадение отверстий (чернота) проверяется калибром диаметром на 0,5 мм больше номинального диаметра болта. Калибр должен проходить в 100 % отверстий каждого соединения.
6.27 Зазоры между соединяемыми элементами контролируются щупом толщиной 0,3 мм, между фланцами — щупом толщиной 0,1 мм. Щуп не должен проникать в зону, ограниченную радиусом 1,3 do от оси болта после затяжки всех болтов соединения на проектное усилие, где do — диаметр отверстия.
7 Выполнение соединений на болтах с контролируемым натяжением
7.1 Требования к монтажной сборке соединений
7.1.1 Работы по монтажу металлических конструкций с соединениями на болтах с контролируемым натяжением следует производить в соответствии с рабочей документацией, утвержденным проектом производства работ, СП 70.13330 и разделом 7 настоящего стандарта.
7.1.2 Данные о производстве монтажных работ следует ежедневно вносить в журнал работ по выполнению монтажных соединений на болтах с контролируемым натяжением (приложение А) в соответствии с требованиями к составу и порядку ведения исполнительной документации, предусмотренными РД-11-02-2006 [7] и РД-11-05-2007 [8].
7.1.3 Применяемые конструкции должны соответствовать требованиям рабочей документации и раздела 6 настоящего стандарта, крепежные изделия — стандартам или техническим условиям, указанным в разделе 5 настоящего стандарта. Каждая партия применяемых болтов, гаек и шайб должна быть снабжена сертификатом качества с указанием результатов механических испытаний.
7.1.4 Допускается проведение входного контроля поставляемых крепежных изделий по внешнему виду или механическим свойствам. При входном контроле устанавливается соответствие расчетной величины коэффициента закручивания, геометрических размеров или механических свойств болтов, гаек и шайб требованиям стандартов на крепежные изделия. Механические свойства устанавливают, как правило, испытанием болтов на твердость и разрыв с определением фактических характеристик временного сопротивления; гаек — на испытательную нагрузку и твердость; шайб — на твердость и неплоскостность. Качество резьбы болтов и гаек контролируют резьбовыми калибрами по ГОСТ 24997 .
7.1.5 Крепежные изделия следует хранить в защищенном от атмосферных осадков месте, рассортированными по классам прочности, диаметрам и длинам, а высокопрочные болты, гайки и шайбы — дополнительно по партиям.
7.1.6 При укрупнительной сборке и монтаже металлические конструкции должны быть закреплены с целью обеспечения устойчивости и неизменяемости их положения в пространстве.
7.1.7 Выполнение соединений на болтах с контролируемым натяжением (фрикционные, фрикционно-срезные и фланцевые соединения) и их сдачу-приемку следует производить в соответствии с СП 70.13330 , под руководством лица, назначенного ответственным за выполнение этого вида соединений приказом по организации, производящей эти работы. К выполнению соединений допускается персонал, прошедший подготовку (в соответствии с требованиями СП 70.13330 ), имеющий удостоверение о допуске к указанным работам и приказ монтажной организации о присвоении клейм.
Примечание — Рекомендуемая программа подготовки персонала и форма удостоверения приведены в приложении Б.
7.1.8 Технологический процесс выполнения соединений на болтах с контролируемым натяжением предусматривает следующие операции:
— подготовку болтов, гаек и шайб (по 7.2);
— подготовку контактных поверхностей (по 7.3);
— сборку соединений (по 7.4);
— натяжение болтов (по 7.5);
— контроль выполнения соединений (по разделу 9);
— герметизацию соединений и огрунтовку стыков (по 9.11);
— установку клейма бригадира и ответственного лица (по 7.5.13);
— занесение результатов выполнения и контроля соединений в «Журнал выполнения монтажных соединений на болтах с контролируемым натяжением» (приложение А).
7.2 Подготовка болтов, гаек и шайб
7.2.1 Технологический процесс подготовки болтов, гаек и шайб, предназначенных для соединений с контролируемым натяжением болтов, поставляемых раздельно, в контейнерах или ящиках, включает операции по расконсервации, очистке от грязи и ржавчины, прогонке резьбы отбракованных болтов и гаек и нанесению смазки. Расчетная величина коэффициента закручивания болтов и гаек (без покрытия) при этом устанавливается по 7.5.6.
7.2.2 Для болтов, поставляемых комплектно с гайками и шайбами в герметичной упаковке, гарантирующей сохранность тонкого слоя заводской консервирующей смазки резьбы на весь период транспортирования и хранения, расконсервация и смазка резьбы болтов и гаек не требуется. Расчетную величину коэффициента закручивания Кз допускается принимать в соответствии с рекомендуемой предприятием-изготовителем после проведения входного контроля (см. 7.1.4 и приложение В).
7.2.3 Расконсервацию болтов, гаек и шайб следует производить кипячением в воде от 10 до 15 мин. Смазку болтов и гаек осуществляют после расконсервации (в горячем состоянии) в смеси неэтилированного бензина и минерального масла по ГОСТ Р 51634 . Количественный состав смеси устанавливается в зависимости от вязкости применяемого минерального масла.
Соотношение бензина и масла (ориентировочно от 6:1 до 2:1) должно обеспечивать на поверхностях болтов и гаек наличие тонкого слоя смазки в течение всего периода хранения. Ориентировочный расход бензина на 100 кг метизов составляет 2,2 л, масла — 0,8 л.
Примечание — При более длительном хранении смазка испаряется, увеличивается трение в резьбе, снижается усилие натяжения болтов.
В случае превышения срока хранения, а также после прогонки резьбы, крепежные изделия должны быть смазаны повторно.
7.2.5 Для смазки резьбы допускается применение твердых сортов парафина по ГОСТ 23683 . Очистка болтов, гаек и шайб от заводской консервирующей смазки в данном случае осуществляется кипячением в воде с добавлением моющего средства. Парафин может наноситься на весь комплект (болт, гайка и две шайбы) или только на гайки, предварительно нагретые до температуры не ниже +80 °С. Расход парафина составляет от 3 до 4 г на 1 кг крепежных изделий. Подробная технология приведена в рекомендациях [9].
7.2.6 При больших объемах работ применяется пост подготовки крепежных изделий, снабженный грузоподъемным оборудованием (рисунок 1).
7.2.7 Для прогонки резьбы отбракованных болтов и гаек рекомендуется применять соответствующим образом оборудованные пневматические или электрические гайковерты, а также метчики и плашки необходимого диаметра.
7.2.8 Подготовка крепежных изделий с металлическими покрытиями допускается смазкой резьбы гаек посредством их окунания в емкость с минеральным маслом по ГОСТ Р 51634 , не позже чем за 8 часов до сборки соединений (примерно за сутки), с последующим определением величины коэффициента закручивания Кз с помощью динамометрических контрольных приборов (приложение В).
Установка болтов без применения смазки, с нарушенным покрытием, со следами ржавчины или при Кз > 0,2 не допускается.
7.3 Подготовка контактных поверхностей
7.3.1 Обработку контактных поверхностей на монтажной площадке для фрикционных, фрикционно-срезных, а также фланцевых соединений на болтах с контролируемым натяжением выполняют способом, указанным в КМ в соответствии с СП 16.13330 .
7.3.2 Обработанные поверхности следует предохранять от попадания на них грязи, масла и краски, а также от образования льда. Грязь удаляют металлическими щетками, масло — растворителями, краску и лед — нагревом.
7.3.3 Если срок с момента подготовки контактных поверхностей до сборки соединения составляет более 3-х суток, следует повторно обработать контактные поверхности способом, применявшимся при их первичной обработке.
7.3.4 Повторная обработка не распространяется на легкий налет ржавчины, образующийся на контактных поверхностях после их обработки или в случае попадания на них атмосферных осадков в виде влаги или конденсации водяных паров.
7.4 Сборка соединений
7.4.1 Технологический процесс сборки соединений предусматривает:
— осмотр конструкций и проверку соответствия геометрических размеров собираемых элементов требованиям КМ и КМД;
— совмещение отверстий и фиксацию в проектном положении элементов и деталей соединения с помощью монтажных оправок;
— постановку болтов в свободные от оправок отверстия;
— натяжение поставленных болтов на усилие, предусмотренное в рабочей документации;
— извлечение оправок, постановку в освободившиеся отверстия болтов и натяжение их на расчетное усилие.
При сборке соединений не допускается:
— установка болтов в отверстия, образованные ручной газовой резкой или сваркой;
— применение в качестве сборочных болтов не указанных в КМ (КМД) диаметров и классов прочности;
— повторное натяжение высокопрочных болтов на проектное усилие.
7.4.2 Перепад толщин элементов, перекрываемых накладками, определяемый до постановки накладок с помощью линейки и щупа, не должен превышать 0,5 мм.
7.4.3 При перепаде толщин соединяемых элементов от 0,5 до 3,0 мм, для обеспечения плавного изгиба накладки, кромку выступающего элемента следует удалить абразивным инструментом на расстоянии не менее 30 мм от края. При перепаде более 3,0 мм следует применять прокладки. Применение прокладок должно быть согласовано с разработчиком проекта.
7.4.4 Несовпадение отверстий в отдельных деталях собранного пакета (чернота) в соответствии с СП 70.13330 не должно превышать разности номинальных диаметров отверстий и болтов и препятствовать свободной, без перекоса, постановке болтов в отверстия.
7.4.5 В собранном пакете болты заданного в рабочей документации диаметра должны проходить в 100 % отверстий. Допускается прочистка 20 % отверстий сверлом или коническим райбером, диаметр которого на 1,0 мм превышает номинальный диаметр болта согласно СП 70.13330 .
7.4.6 В расчетных соединениях не допускается применение болтов, не имеющих клейма предприятия-изготовителя и маркировки, обозначающей класс прочности.
7.4.7 Каждый болт устанавливается в соединение с двумя круглыми шайбами (одна ставится под головку болта, другая — под гайку). Высокопрочные болты с увеличенным размером головки под ключ, при разности номинальных диаметров отверстий и болтов до 4 мм, допускается устанавливать с одной шайбой под вращаемым элементом (гайкой или головкой болта).
7.4.8 В срезных соединениях допускается установка под гайкой двух шайб. Под головкой болта шайбу допускается не устанавливать.
7.4.9 В момент установки болтов гайки должны свободно навинчиваться по резьбе, в противном случае гайку или болт следует заменить, а отбракованные болты и гайки отправить на прогонку резьбы и повторную подготовку (см. 7.2.7).
7.4.10 При воздействии на соединения монтажных нагрузок работу монтажных оправок и работу болтов допускается учитывать совместно.
7.4.11 Число оправок по условию совмещения отверстий должно составлять 10 % (но не менее 2-х штук), а число стяжных болтов от 15 % до 20 % от числа отверстий в соединении. Оправки следует устанавливать легкими ударами кувалды массой не более 2 — 3 кг, исключающими образование наклепа вокруг отверстий в плоскостях контактных поверхностей.
7.4.12 Освобождение оправок допускается после установки во все свободные отверстия болтов и натяжения их на усилие не менее 30 % от проектного. Освобождение оправок ведут поочередно с постановкой заменяющих их болтов.
7.4.13 Места и стадии установки оправок могут быть указаны в проекте производства работ.
7.4.14 Длины болтов фрикционных и фланцевых соединений принимают в зависимости от суммарной толщины собираемого пакета с учетом требований, что выступающая над гайкой резьба составляет не менее одного, а под гайкой имеется не менее двух витков резьбы с полным профилем. Длины болтов диаметром от 12 до 48 мм, при заданной толщине пакета, приведены в таблице 3.
7.4.15 Длины болтов фрикционно-срезных и срезных соединений подбирают таким образом, чтобы резьба не попадала в плоскости среза и отстояла от ближайшей из них на расстоянии не менее 5 мм или не менее половины толщины элемента, прилегающего к гайке.
7.4.16 Натяжение болтов на проектное усилие производят после выверки в пространстве и проверки геометрических размеров собираемых конструкций.
7.5 Натяжение болтов
7.5.2 Натяжение болтов следует производить от середины соединения или от наиболее жесткой его части по направлению к свободным краям. Если суммарная толщина соединяемых элементов превышает 2 диаметра болта, число обходов должно быть не менее двух.
Толщина пакета, при условии установки двух шайб, для болтов диаметром, мм